用于手表表壳的组装设备的制作方法
本技术涉及手表组装加工领域,特别涉及一种用于手表表壳的组装设备。
背景技术:
1、在手表制造工序内,存在进行后壳压合的步骤,目前采用人工或借助辅助工具进行半自动压合,流程是先将手表置于主体的模具中,放上后盖,手表放平后用力拉住手柄向下用力压即可。而半自动化的后壳压合方式无法进行短时间批量生产,效率低下。此外,半自动化的压后壳方式不利于良品率的提升,很容易导致壳体留下痕迹或弯折。
2、有鉴于此,本技术方案提出一种用于手表表壳的自动化程度较高的组装设备,通过机械手配合自动压合平台组进行自动压合手表后壳,并伴随检测、ng分料及预压合动作,在保证压合质量统一性高的情况下提升了压合效率,还可兼容两种压合方式,一种是后壳组装工艺,另一种是片状来料组装,可适配性强。
技术实现思路
1、本实用新型技术方案旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的主要目的在于提供一种用于手表表壳的组装设备,旨在解决现有技术中采用半自动化的表后壳压合工序效率低下,压合质量参差不齐的问题。
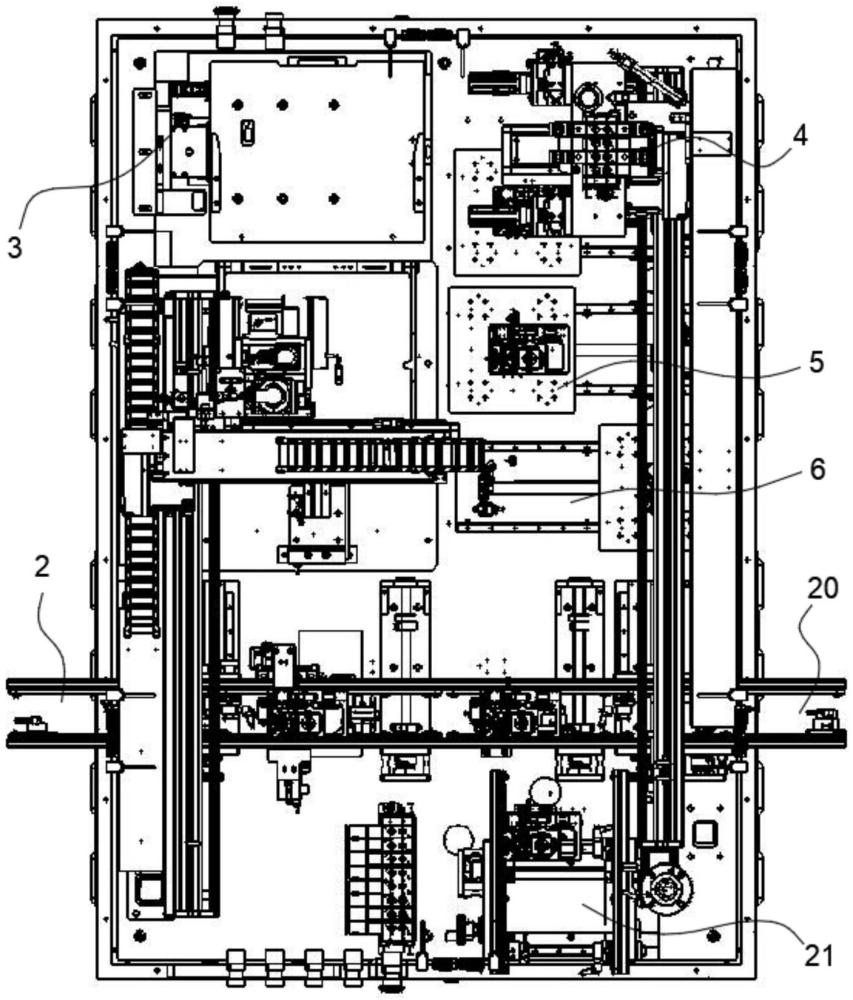
2、为实现上述目的,本实用新型提供一种用于手表表壳的组装设备,包括设置于机架主体一侧的治具入料端,及设置于机架主体另一侧,且与治具入料端通过运料线体连接的治具出料端,靠近治具出料端一侧设有ng出料口,机架主体内部一侧设有用于移载表后壳的上料压合搬臂机构,上料压合搬臂机构对侧设有用于进行表后壳压合的保压搬臂机构,保压搬臂机构一侧设有用于放置待压合表后壳的压合平台。
3、作为本实用新型再进一步的方案,上料压合搬臂机构与保压搬臂机构均由一个压合气缸,及内嵌设置于压合平台上的压合位组成。
4、作为本实用新型再进一步的方案,上料压合搬臂机构与保压搬臂机构均为三轴模组机构。
5、作为本实用新型再进一步的方案,三轴模组与一主轴体通过滑块活动连接。
6、作为本实用新型再进一步的方案,压合平台与ng出料口之间还设有用于检测压合质量的检测位,检测位为光学ccd相机检测工位。
7、作为本实用新型再进一步的方案,上料压合搬臂机构与保压搬臂机构均为负压吸料机构。
8、作为本实用新型再进一步的方案,机架主体一侧设有用于进行联机运行的联机接口。
9、作为本实用新型再进一步的方案,压合平台、压合位及压合气缸设置数量至少为三组。
10、本实用新型的有益效果如下:
11、本实用新型提出的用于手表表壳的组装设备,通过设置在机架主体内的上料压合搬臂机构及保压搬臂机构配合,实现全自动预压合、压合动作,且具备自动上下料及测试ng工位,从上料、运料至下料实现免人工参与,提升了效率及压合品质一致性。
技术特征:
1.一种用于手表表壳的组装设备,其特征在于,包括
2.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述上料压合搬臂机构与所述保压搬臂机构均由一个压合气缸,及内嵌设置于所述压合平台上的压合位组成。
3.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述上料压合搬臂机构与所述保压搬臂机构均为三轴模组机构。
4.根据权利要求3所述的用于手表表壳的组装设备,其特征在于,三轴模组与一主轴体通过滑块活动连接。
5.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述压合平台与所述ng出料口之间还设有用于检测压合质量的检测位,所述检测位为光学ccd相机检测工位。
6.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述上料压合搬臂机构与所述保压搬臂机构均为负压吸料机构。
7.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述机架主体一侧设有用于进行联机运行的联机接口。
8.根据权利要求1所述的用于手表表壳的组装设备,其特征在于,所述压合平台、压合位及压合气缸设置数量至少为三组。
技术总结
本技术公开了一种用于手表表壳的组装设备,包括设置于机架主体一侧的治具入料端,及设置于机架主体另一侧,且与治具入料端通过运料线体连接的治具出料端,靠近治具出料端一侧设有NG出料口,机架主体内部一侧设有用于移载表后壳的上料压合搬臂机构,上料压合搬臂机构对侧设有用于进行表后壳压合的保压搬臂机构,保压搬臂机构一侧设有用于放置待压合表后壳的压合平台。本技术解决了现有技术中半自动化的表后壳压合工序效率低下,压合质量参差不齐的问题。
技术研发人员:李久林,殷俊潇,万晨雯
受保护的技术使用者:深圳眼千里科技有限公司
技术研发日:20230705
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!