控制装置以及控制方法与流程
1.本发明涉及控制装置以及控制方法。
背景技术:
2.在工厂中,为了针对正在进行加工动作的机床调整钻孔工具直径、对工具涂敷膏、或者去除切屑,需要使正在执行的加工程序在中途停止。
3.作为用于使加工程序在中途停止的方案,已知有如下方法:将“程序停止(m00)”或“选择性停止(m01)”的暂停命令插入到加工程序中。
4.关于这一点,已知有如下技术:在从加工程序的未加工程序块中执行了被认为安全的指令程序块的情况下、或者机床的动作状态为非切削状态等状态的情况下,在需要暂停自动运转时,使自动运转暂停,而不将暂停指令插入到加工程序中。例如,参照专利文献1。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2015-79384号公报
技术实现要素:
8.发明要解决的课题
9.若在工具与工件接触时停止,则会导致工具和/或工件的损伤。但是,为了上述的调整钻孔工具直径、对工具涂敷膏、以及去除切屑等,记载暂停命令的加工程序部位并不是简单地在切削与定位的间隙停止即可。例如,调整钻孔工具直径需要使工具与工件充分分离。另外,对工具涂敷膏需要使工具与工件分离某种程度,但不需要像调整钻孔工具直径的情况那样分离。另外,去除切屑只要至少工具与工件不接触即可。
10.但是,判断工具与工件的位置关系,根据停止机床的用途来判断在加工程序的何处记载暂停命令,会给作业者带来负担。
11.因此,为了根据用途来停止机床,而期望在加工程序中容易地掌握工具与工件的位置关系。
12.用于解决课题的手段
13.(1)本公开的控制装置的一方式是一种控制装置,其根据加工程序来控制机床,所述控制装置具有:提取部,其从所述加工程序所包含的程序块中,提取根据停止所述机床的用途使所述机床中的工具和工件成为规定状态的所述加工程序的程序块,来作为停止位置候补。
14.(2)本公开的控制方法的一方式是一种控制方法,是根据加工程序来控制机床的控制装置的控制方法,所述控制方法具有:提取步骤,从所述加工程序所包含的程序块中,提取根据停止所述机床的用途使所述机床中的工具和工件成为规定状态的所述加工程序的程序块,来作为停止位置候补。
15.发明效果
16.根据一方式,由于根据用途来停止机床,因此能够在加工程序中容易地掌握工具与工件的位置关系。
附图说明
17.附图说明
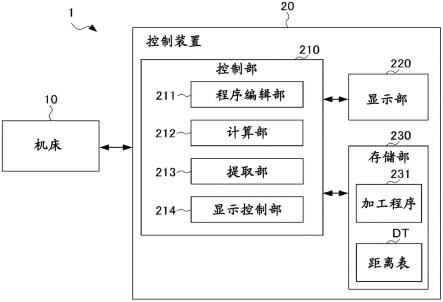
18.图1是表示第一实施方式的控制系统的功能结构例的功能框图。
19.图2是表示加工程序的一例的图。
20.图3a是表示图2的加工程序的外形加工中xy平面上的工具轨道的一例的图。
21.图3b是表示图2的加工程序的外形加工中xz平面上的工具轨道的一例的图。
22.图4a是表示图2的加工程序的开孔加工中xy平面上的工具轨道的一例的图。
23.图4b是表示图2的加工程序的开孔加工中xz平面上的工具末端轨道的一例的图。
24.图5是表示距离表的一例的图。
25.图6是表示分离程度的一例的图。
26.图7是表示选择了对工具涂敷膏时加工程序的强调显示的一例的图。
27.图8是表示与分离程度对应的加工程序的强调显示的一例的图。
28.图9是对控制装置的显示处理进行说明的流程图。
29.图10是表示第二实施方式的控制系统的功能结构例的功能框图。
30.图11是对控制装置的动作控制处理进行说明的流程图。
具体实施方式
31.以下,使用附图对第一实施方式进行说明。在此,示例包含外形加工和开孔加工的加工程序。此外,本发明并不限定于这些外形加工和开孔加工,也可以应用于包含上述以外的加工的加工程序。
32.<第一实施方式>
33.图1是表示第一实施方式的控制系统的功能结构例的功能框图。如图1所示,控制系统1具有机床10以及控制装置20。
34.机床10以及控制装置20可以经由未图示的连接接口相互直接连接。此外,机床10以及控制装置20可以经由lan(local area network:局域网)等网络相互连接。此时,机床10以及控制装置20可以具有用于通过这样的连接来相互进行通信的未图示的通信部。
35.此外,控制装置20也可以包含在机床10中。
36.机床10对于本领域技术人员而言是公知的机床,根据来自控制装置20的动作指令进行动作。
37.<控制装置20>
38.控制装置20对于本领域技术人员而言是公知的数值控制装置。控制装置20根据经由控制装置20所包含的触摸面板等输入装置(未图示)受理的来自作业者的指示、或者要执行的加工程序来生成动作指令,并将生成的动作指令发送给机床10。由此,控制装置20控制机床10的动作。
39.如图1所示,控制装置20具有:控制部210、显示部220以及存储部230。另外,控制部
210具有:程序编辑部211、计算部212、提取部213以及显示控制部214。另外,存储部230存储加工程序231以及距离表dt。在此,作为加工程序231,如后所述,示例图2所记载的加工程序来进行说明。
40.显示部220是lcd(liquid crystal display:液晶显示器)等显示装置,显示由后述的程序编辑部211编辑的加工程序231、由控制装置20执行的加工程序231。
41.存储部230是rom(read only memory:只读存储器)、hdd(hard disk drive:硬盘驱动器)等,可以将加工程序231以及距离表dt与各种控制用程序一起存储。
42.加工程序231例如可以从cad/cam装置等外部装置(未图示)取得,也可以在控制装置20中由作业者制作。
43.图2是表示加工程序231的一例的图。
44.图2的加工程序231以最初的序列号(1)至(11)的程序块进行外形加工。此外,在机床10所包含的主轴(未图示)安装有修整工具(例如,工具编号t01)。
45.图3a是表示图2的加工程序231的外形加工中xy平面上的工具轨道的一例的图。图3b是表示图2的加工程序231的外形加工中xz平面上的工具轨道的一例的图。此外,图3a以及图3b的带括号的数字表示加工程序231中的序列号,表示工具移动的顺序。另外,加工对象工件w例如具有纵120mm、横80mm、高度25mm的大小。
46.加工程序231在外形加工之后,在序列号(12)以及(13)中从修整工具更换为钻孔工具(例如,工具编号t02),在序列号(14)至(20)中进行开孔加工。
47.图4a是表示图2的加工程序231的开孔加工中xy平面上的工具轨道的一例的图。图4b是表示图2的加工程序231的开孔加工中xz平面上的工具末端轨道的一例的图。此外,图4a以及图4b的带括号的数字表示加工程序231中的序列号,表示工具移动的顺序。
48.距离表dt存储根据图2的加工程序231由后述的计算部212计算出的、例如包含规定代码g00的序列号的程序块中工具与工件w的距离等。此外,关于距离表dt在后面进行描述。
49.<控制部210>
50.控制部210具有cpu(central processing unit:中央处理单元)、rom、ram(random access memory:随机存取存储器)、cmos(complementary metal
–
oxide-semiconductor:互补金属氧化物半导体)存储器等,它们构成为可以经由总线相互通信,对于本领域技术人员而言是公知的。
51.cpu是整体地控制控制装置20的处理器。cpu经由总线读出储存在rom中的系统程序以及应用程序,并按照所述系统程序以及应用程序来控制控制装置20整体。由此,如图1所示,控制部210构成为实现程序编辑部211、计算部212、提取部213以及显示控制部214的功能。在ram中储存临时的计算数据、显示数据等各种数据。另外,cmos存储器构成为如下的非易失性存储器:通过未图示的电池而被备份,即使控制装置20的电源断开也保持存储状态。
52.程序编辑部211例如根据经由控制装置20所包含的键盘、触摸面板等输入装置(未图示)受理的作业者的输入操作,对显示于显示部220的加工程序231进行编辑。
53.具体而言,程序编辑部211例如根据作业者的输入操作,根据调整钻孔工具直径、对工具涂敷膏、或者去除切屑的用途,向加工程序231插入“m00”或者“m01”的暂停命令。
54.计算部212对加工程序231所包含的规定代码g00的每个程序块计算工具与工件w的距离,并根据计算出的距离与预先设定的阈值的比较来确定工具与工件的分离程度。
55.例如,在图2的加工程序231中,序列号(1)至(3)的程序块包含快进的规定代码g00。并且,序列号(3)的程序块的基于g00的快进结束时间点的坐标为开始外形加工的序列号(4)的程序块的基于g01的切削加工的开始坐标。即,从序列号(4)到序列号(8)的程序块中,通过外形加工使工具与工件w接触。
56.因此,计算部212例如将序列号(3)的程序块的结束时间点的坐标(x,y,z)(=(60,30,5))作为工件w的位置近似值,计算序列号(1)至(3)的程序块各自的结束时间点的坐标相对于序列号(3)的程序块的结束时间点的坐标的距离,作为工具与工件w的距离。
57.具体而言,如图3a及图3b所示,例如,序列号(1)的程序块中结束时间点的坐标(x,y,z)为(0,0,700),因此,计算部212计算序列号(1)的程序块的结束时间点的坐标相对于序列号(3)的程序块的结束时间点的坐标的距离sqrt((60-0)2+(30-0)2+(5-700)2)=698.2(mm)作为工具与工件w的距离d。另外,序列号(2)的程序块的结束时间点的坐标(x,y,z)为(0,0,5),因此,计算部212计算序列号(2)的程序块的结束时间点的坐标相对于序列号(3)的程序块的结束时间点的坐标的距离sqrt((60-0)2+(30-0)2+(5-5)2)=67.1(mm)作为工具与工件w的距离d。另外,计算部212计算序列号(3)的程序块的结束时间点的坐标相对于序列号(3)的程序块的结束时间点的坐标的距离sqrt((60-60)2+(30-30)2+(5-5)2)=0(mm)作为工具与工件w的距离d。
58.接着,在图2的加工程序231中,序列号(8)的程序块的结束时间点的坐标(x,y,z)(=(50,40,-27))为序列号(9)的程序块的快进g00的移动开始的坐标。因此,计算部212例如将序列号(8)的程序块的结束时间点的坐标作为工件w的位置近似值,计算序列号(8)至(11)的程序块各自的结束时间点的坐标相对于序列号(8)的程序块的结束时间点的坐标的距离,作为工具与工件w的距离。
59.即,计算部212计算序列号(8)的程序块的结束时间点的坐标相对于序列号(8)的程序块的结束时间点的坐标的距离sqrt((50-50)2+(40-40)2+(-27-(-27))2)=0(mm)作为工具与工件w的距离d。另外,序列号(9)的程序块的结束时间点的坐标(x,y,z)为(50,40,5),因此,计算部212计算序列号(9)的程序块的结束时间点的坐标相对于序列号(8)的程序块的结束时间点的坐标的距离sqrt((50-50)2+(40-40)2+(-27-5)2)=32(mm)作为工具与工件w的距离d。另外,序列号(10)的程序块的结束时间点的坐标(x,y,z)为(0,0,5),因此,计算部212计算序列号(10)的程序块的结束时间点的坐标相对于序列号(8)的程序块的结束时间点的坐标的距离sqrt((50-0)2+(40-0)2+(-27-5)2)=71.6(mm)作为工具与工件w的距离d。另外,序列号(11)的程序块的结束时间点的坐标(x,y,z)为(0,0,70),因此,计算部212计算序列号(11)的程序块的结束时间点的坐标相对于序列号(8)的程序块的结束时间点的坐标的距离sqrt((50-0)2+(40-0)2+(-27-70)2)=116.2(mm)作为工具与工件w的距离d。
60.另外,在图2的加工程序231中,序列号(16)的程序块的基于g00的快进结束时间点的坐标(x,y,z)(=(120,80,5))为序列号(17)的程序块的基于g01的开孔加工的开始坐标。因此,计算部212例如将序列号(16)的程序块的结束时间点的坐标作为工件w的位置近似值,计算序列号(14)到(16)的程序块各自的结束时间点的坐标相对于序列号(16)的程序块的结束时间点的坐标的距离,作为工具与工件w的距离。
61.即,序列号(14)的程序块的结束时间点的坐标(x,y,z)为(0,0,700),因此,计算部212计算序列号(14)的程序块的结束时间点的坐标相对于序列号(16)的程序块的结束时间点的坐标的距离sqrt((120-0)2+(80-0)2+(5-700)2)=709.8(mm)作为工具与工件w的距离d。另外,序列号(15)的程序块的结束时间点的坐标(x,y,z)为(120,80,700),因此,计算部212计算序列号(15)的程序块的结束时间点的坐标相对于序列号(16)的程序块的结束时间点的坐标的距离sqrt((120-120)2+(80-80)2+(5-700)2)=695(mm)作为工具与工件w的距离d。另外,计算部212计算序列号(16)的程序块的结束时间点的坐标相对于序列号(16)的程序块的结束时间点的坐标的距离sqrt((120-120)2+(80-80)2+(5-5)2)=0(mm)作为工具与工件w的距离d。
62.另外,在图2的加工程序231中,序列号(18)的程序块的结束时间点的坐标(x,y,z)(=(120,80,5))为序列号(19)的程序块的g00的快进移动开始的坐标。因此,计算部212例如将序列号(18)的程序块的结束时间点坐标作为工件w的位置近似值,计算序列号(18)至(20)的程序块各自的结束时间点的坐标相对于序列号(18)的程序块的结束时间点的坐标的距离,作为工具与工件w的距离。
63.即,计算部212计算序列号(18)的程序块的结束时间点的坐标相对于序列号(18)的程序块的结束时间点的坐标的距离sqrt((120-120)2+(80-80)2+(5-5)2)=0(mm),作为工具与工件w的距离d。另外,序列号(19)的程序块的结束时间点的坐标(x,y,z)为(120,80,70),因此,计算部212计算序列号(19)的程序块的结束时间点的坐标相对于序列号(18)的程序块的结束时间点的坐标的距离sqrt((120-120)2+(80-80)2+(5-70)2)=65(mm),作为工具与工件w的距离d。另外,序列号(20)的程序块的结束时间点的坐标(x,y,z)为(0,0,70),因此,计算部212计算序列号(20)的程序块的结束时间点的坐标相对于序列号(18)的程序块的结束时间点的坐标的距离sqrt((120-0)2+(80-0)2+(5-70)2)=158.2(mm),作为工具与工件w的距离d。
64.计算部212将计算出的工具与工件w的距离d等存储在存储部230的距离表dt中。
65.图5是表示距离表dt的一例的图。
66.如图5所示,距离表dt对每个序列号的程序块包含结束时间点的坐标“x”、坐标“y”、坐标“z”、工具与工件w的距离的2次方的值“d
2”、工具与工件w的距离“d”以及“分离程度”。此外,在图5中,用阴影表示存在工具与工件w接触的期间的序列号的程序块,在该序列号的程序块的结束时间点工具与工件w接触时,将“x”、“y”、“z”、“d
2”以及“d”设为空栏。
67.另外,序列号(12)及(13)的程序块是进行工具更换的程序块,是与规定代码g00不同的代码,因此,将序列号(12)及(13)的“x”、“y”、“z”、“d
2”及“d”设为空栏。
68.在距离表dt内的坐标“x”、“y”、“z”中分别储存各序列号的程序块的结束时间点的x坐标、y坐标、z坐标的值。
69.在距离表dt内的“d
2”中储存在各序列号的程序块中由计算部212计算出的工具与工件w的距离d的2次方的值。
70.在距离表dt内的“d”中储存在各序列号的程序块中由计算部212计算出的工具与工件w的距离d。
71.关于距离表dt内的“分离程度”,根据计算出的工具与工件w的距离d与预先设定的阈值的比较,储存“接触”、“近”、“中”或“远”。
72.图6是表示分离程度的一例的图。
73.如图6所示,计算部212在计算出的工具与工件w的距离d小于阈值th1(例如,0mm)时,工具与工件w接触,因此,作为“分离程度”而确定为“接触”并储存在距离表dt中。此外,如上所述,计算部212在程序块的结束时间点工具与工件w接触时,不计算工具与工件w的距离d。此时,在程序块的结束时间点若检测到工具与工件w的接触,计算部212可以确定为“接触”。
74.另外,计算部212可以在计算出的工具与工件w的距离d为阈值th1以上且小于阈值th2(例如,50mm)时,工具与工件w的距离近,因此,作为“分离程度”而确定为“近”并储存在距离表dt中。另外,计算部212可以在计算出的工具与工件w的距离d为阈值th2以上且小于阈值th3(例如,100mm)时,工具与工件w的距离为中距离,因此,作为“分离程度”而确定为“中”并储存在距离表dt中。另外,计算部212可以在计算出的工具与工件w的距离d为阈值th3以上时,工具与工件w的距离离得远,因此,作为“分离程度”而确定为“远”并储存在距离表dt中。
75.此外,阈值th1、th2、th3可以根据机床10的结构、或者工件w的形状以及大小来适当确定。
76.另外,在序列号(12)以及(13)的工具更换程序块中,例如使用机床10所包含的工具库(未图示)等,在充分远离工件w的规定位置进行工具更换,坐标不变化。因此,计算部212可以作为序列号(12)及(13)的程序块的“分离程度”确定为“远”并储存在距离表dt中。
77.提取部213提取加工程序231所包含的程序块中的、根据调整钻孔工具直径、对工具涂敷膏、或者去除切屑等使机床10停止的用途而使机床10中工具和工件w成为规定状态的加工程序231的程序块,来作为停止位置候补。
78.具体而言,提取部213例如在由作业者经由控制装置20的输入装置(未图示)选择了调整钻孔工具直径时,提取作为规定状态而至少能够调整钻孔工具直径程度的、工具与工件w的距离d分离的分离程度为“远”的序列号的程序块,来作为停止位置候补。
79.另外,提取部213可以在由作业者经由控制装置20的输入装置(未图示)选择了对工具涂敷膏时,提取作为规定状态而至少能够对工具涂敷膏程度的、工具与工件w的距离d分离的分离程度为“中”或者“远”的序列号的程序块,来作为停止位置候补。另外,提取部213可以在由作业者经由控制装置20的输入装置(未图示)选择了去除切屑时,提取作为规定状态而至少能够去除切屑程度的、工具与工件w的距离d分离的分离程度为“近”、“中”、或者“远”的序列号的程序块,来作为停止位置候补。
80.显示控制部214将作为停止位置候补而提取出的加工程序231的各个程序块根据用途或分离程度在显示部220中进行强调显示。
81.具体而言,显示控制部214以根据由作业者选择出的调整钻孔工具直径、对工具涂敷膏、或者去除切屑等用途所对应的例如框线颜色、种类、粗细、背景颜色等进行区别的显示方式,将加工程序231在显示部220中进行强调显示。
82.图7是表示选择了对工具涂敷膏时的加工程序231的强调显示的一例的图。如图7所示,显示控制部214在选择了对工具涂敷膏时,针对分离程度为“中”以及“远”的程序块,例如以绿色(在图7中为阴影)对背景颜色进行强调显示。
83.或者,例如可以如图8所示,显示控制部214例如以根据框线颜色、种类、粗细、背景
颜色等来区别分离程度的显示方式,在显示部220中对加工程序231进行强调显示。例如,在图8中,分离程度为“近”的程序块以红色(在图8中为向右下斜线的阴影)来强调显示背景颜色。另外,分离程度为“中”的程序块以绿色(在图8中为向右上斜线的阴影)来强调显示背景颜色。另外,分离程度为“远”的程序块以蓝色(在图8中为点的阴影)来强调显示背景颜色。
84.由此,控制装置20可以在加工程序231中容易地掌握工具与工件w的位置关系,能够在不给作业者带来负担的情况下容易地插入与用途对应的暂停命令。
85.<控制装置20的显示处理>
86.接着,一边参照图9,一边对控制装置20的显示处理的流程进行说明。
87.图9是对控制装置20的显示处理进行说明的流程图。每当加工程序231被程序编辑部211编辑程序时,执行在此所示的流程。
88.在步骤s11中,计算部212对由程序编辑部211编辑的加工程序231所包含的每个规定代码g00计算工具与工件w的距离d。
89.在步骤s12中,计算部212根据在步骤s11中计算出的工具与工件w的距离d和阈值th1、th2、th3的比较,确定分离程度。
90.在步骤s13中,提取部213根据在步骤s12中确定出的分离程度,提取与由作业者选择的用途或分离程度对应的加工程序231的程序块作为停止位置候补。
91.在步骤s14中,显示控制部214在显示部220中对作为停止位置候补而提取出的加工程序231的各个程序块进行强调显示。
92.如上所述,第一实施方式的控制装置20对要编辑的加工程序231所包含的每个规定代码g00计算工具与工件w的距离d,并根据计算出的距离d确定分离程度。控制装置20根据分离程度,提取与由作业者选择的用途或分离程度对应的加工程序231的程序块作为停止位置候补,在显示部220中对作为停止位置候补而提取出的各个程序块进行强调显示。
93.由此,控制装置20能够在加工程序231中容易地掌握工具与工件w的位置关系,能够在不给作业者带来负担的情况下容易地插入与用途对应的暂停命令。
94.另外,控制装置20通过对作为停止位置候补而提取出的各个程序块进行强调显示,能够防止在错误的位置插入暂停命令而使其停止。
95.以上,对第一实施方式进行了说明。
96.<第二实施方式>
97.接着,对第二实施方式进行说明。在第二实施方式中,控制装置20a除了第一实施方式的功能,还具有针对加工程序预读多个程序块的功能。
98.由此,第二实施方式的控制装置20a即使在执行加工程序的情况下,也能在加工程序中容易地掌握工具与工件的位置关系,能够在适当的位置停止。
99.以下,对第二实施方式进行说明。
100.图10是表示第二实施方式的控制系统的功能结构例的功能框图。此外,对具有与图1的控制系统1的要素一样功能的要素标注相同的符号,省略详细的说明。
101.如图10所示,第二实施方式的控制系统1具有机床10以及控制装置20a。
102.<控制装置20a>
103.第二实施方式的控制装置20a具有与第一实施方式的控制装置20同等的结构。
104.即,如图9所示,控制装置20a具有:控制部210a、显示部220以及存储部230。另外,
控制部210a具有:程序编辑部211、计算部212a、提取部213a、显示控制部214、程序预读部215以及动作控制部216。另外,存储部230存储加工程序231以及距离表dt。
105.机床10具有与第一实施方式中的机床10同等的功能。
106.另外,显示部220以及存储部230具有与第一实施方式中的显示部220以及存储部230同等的功能。
107.另外,程序编辑部211以及显示控制部214具有与第一实施方式中的程序编辑部211以及显示控制部214同等的功能。
108.程序预读部215例如在执行了加工程序231时,预读加工程序231的多个程序块。程序预读部215将预读出的多个程序块输出至计算部212a。
109.计算部212a与第一实施方式的计算部212一样,对预读出的多个程序块所包含的每个规定代码g00计算工具与工件w的距离d。计算部212a根据计算出的工具与工件w的距离d和阈值th1、th2、th3的比较,确定分离程度。并且,计算部212a对计算出的每个程序块将x坐标、y坐标、z坐标、工具与工件w的距离的2次方的值d2、工具与工件w的距离d、以及分离程度存储在存储部230的距离表dt中。
110.提取部213a例如根据距离表dt从预读出的程序块中,提取与调整钻孔工具直径、对工具涂敷膏、或者去除切屑等用途对应的、且与当前执行的程序块最近的程序块,来作为停止位置候补。
111.具体而言,提取部213a例如在由作业者经由控制装置20的输入装置(未图示)选择了调整钻孔工具直径时,提取分离程度为“远”作为规定状态的、且与当前执行的程序块最近的程序块,来作为停止位置候补。
112.另外,提取部213也可以在由作业者经由控制装置20的输入装置(未图示)选择了对工具涂敷膏时,提取分离程度为“中”或“远”作为规定状态的、且与当前执行的程序块最近的程序块,来作为停止位置候补。另外,提取部213也可以在由作业者经由控制装置20的输入装置(未图示)选择了去除切屑时,提取分离程度为“近”、“中”或者“远”作为规定状态的、且与当前执行的程序块最近的程序块,来作为停止位置候补。
113.此外,提取部213a可以根据距离表dt,与分离程度对应地提取与当前执行的程序块最近的程序块作为停止位置候补。即,提取部213a可以在由作业者经由控制装置20的输入装置(未图示)选择了“近”、“中”或“远”的分离程度时,提取与当前执行的程序块最近的被选择的分离程度的程序块作为停止位置候补。
114.动作控制部216监视并控制机床10的动作状态。
115.具体而言,动作控制部216对由提取部213a提取出的停车位置候补自动地附加暂停命令作为断点(break point)。
116.由此,控制装置20a即使在执行加工程序231时,也可以在加工程序231中使工具与工件w的位置关系在适当的位置停止。
117.<控制装置20a的动作控制处理>
118.接着,一边参照图11,一边对控制装置20a的动作控制处理的流程进行说明。
119.图11是对控制装置20a的动作控制处理进行说明的流程图。
120.在步骤s21中,程序预读部215预读正在执行的加工程序231的多个程序块。
121.在步骤s22中,计算部212a对在步骤s21中预读出的多个程序块所包含的每个规定
readable medium)来储存程序,将其提供给计算机。非暂时性的计算机可读介质包含各种类型的有实体的记录介质(tangible storage medium)。非暂时性的计算机可读介质的例子包括磁记录介质(例如,软盘、磁带、硬盘驱动器)、光磁记录介质(例如,光磁盘)、cd-rom(read only memory:只读存储器)、cd-r、cd-r/w、半导体存储器(例如,掩模rom、prom(programmable rom:可编程rom)、eprom(erasable prom:可擦除prom)、闪存rom、ram)。另外,程序也可以通过各种类型的暂时性的计算机可读介质(transitory computer readable medium)提供给计算机。暂时性的计算机可读介质的例子包括电信号、光信号和电磁波。暂时性的计算机可读介质可以经由电线以及光纤等有线通信路径或者无线通信路径将程序提供给计算机。
137.此外,描述在记录介质中记录的程序的步骤,当然包含按该顺序呈时间顺序进行的处理,也包含未必呈时间顺序进行的处理、以及并列地或者个别地执行的处理。
138.换言之,本公开的控制装置和控制方法可以采用具有以下结构的各种实施方式。
139.(1)本公开的控制装置20的一方式是根据加工程序231来控制机床10的控制装置,其具有:提取部213,其从加工程序231所包含的程序块中,提取根据停止机床10的用途使机床10中的工具与工件w成为规定状态的加工程序231的程序块,来作为停止位置候补。
140.根据该控制装置20,能够在加工程序231中容易地掌握工具与工件w的位置关系。
141.(2)在(1)所记载的控制装置20中,也可以是,控制装置还具有:计算部212,其对包含规定代码的每个程序块计算工具与工件w的距离d,并根据计算出的距离d与预先设定的阈值th1、th2、th3的比较来确定工具与工件w的分离程度,提取部213根据用途或者分离程度来提取停止位置候补。
142.由此,控制装置20能够在加工程序231中高精度地掌握工具与工件w的位置关系。
143.(3)在(2)所记载的控制装置20中,也可以是,控制装置还具有:显示控制部214,其根据用途或分离程度,在显示部220中对作为停止位置候补而提取出的加工程序231的各个程序块进行强调显示。
144.由此,控制装置20能够在不给作业者带来负担的情况下容易地插入与用途对应的暂停命令。
145.(4)在(2)或者(3)所记载的控制装置20a中,也可以是,控制装置还具有:程序预读部215,其在执行加工程序231时,对加工程序231的多个程序块进行预读;以及动作控制部216,其对由提取部213a作为停止位置候补而提取出的加工程序的程序块附加暂停命令,提取部213a从由程序预读部215预读出的多个程序块中,提取与用途或分离程度对应的、且距正在执行的程序块最近的程序块,来作为停止位置候补。
146.由此,控制装置20a即使在执行加工程序231时,也能够在加工程序231中使工具与工件w的位置关系在适当的位置停止。
147.(5)本公开的控制方法的一方式是根据加工程序231来控制机床10的控制装置20的控制方法,其具有:提取步骤,从加工程序231所包含的程序块中,提取根据停止机床10的用途使机床10中的工具与工件w成为规定状态的加工程序231的程序块,来作为停止位置候补。
148.根据该控制方法,能够获得与(1)一样的效果。
149.(6)在(5)所记载的控制方法中,也可以是,控制方法还具有:计算步骤,对包含规
定代码的每个程序块计算工具与工件w的距离d,并根据计算出的距离d与预先设定的阈值th1、th2、th3的比较来确定工具与工件w的分离程度,提取步骤中根据用途或所述分离程度来提取停止位置候补。
150.由此,控制方法能够获得与(2)一样的效果。
151.(7)在(6)所记载的控制方法中,也可以是,控制方法还具有:显示控制步骤,根据用途或分离程度,在显示部220中对作为停止位置候补而提取出的加工程序231的各个程序块进行强调显示。
152.由此,控制方法能够获得与(3)一样的效果。
153.(8)在(6)或者(7)所记载的控制方法中,也可以是,控制方法还具有:程序预读步骤,在执行加工程序231时,对加工程序231的多个程序块进行预读;以及动作控制步骤,对通过提取步骤作为停止位置候补而提取出的加工程序231的程序块附加暂停命令,在提取步骤中从预读出的多个程序块中,提取与用途或者分离程度对应的、且距正在执行的程序块最近的程序块,来作为停止位置候补。
154.由此,控制方法能够获得与(4)一样的效果。
155.符号说明
156.1 控制系统
157.10 机床10
158.20、20a 控制装置
159.210、210a 控制部
160.211 程序编辑部
161.212、212a 计算部
162.213、213a 提取部
163.214 显示控制部
164.215 程序预读部
165.216 动作控制部
166.220 显示部
167.230 存储部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1