自动化排程系统及方法与流程
本发明关于一种排程系统及方法,特别是一种可用于自动化加工的自动化排程系统及方法。
背景技术:
1、目前,金属零件厂商通常以单一机台为单位进行加工,但机台之间的信号或数据未彼此传递,造成机台及其外围设备间难以协同运作,仅能各自进行加工作业,且缺乏系统化管理以及机台运作效能的分配。此外,由于各机台及设备都以需设置人员进行操作、物料的移动及储存、作业信息的记录以及特定时间内的连续作业等,都需要耗费大量人事成本。
2、目前的自动化生产,虽然能大量生产以降低人事成本,但也相当程度限制了产品的变化性及复杂度。对于使用工具机加工零件的产业,需要符合可进行少量多样化或客制化的产品生产模式,一般的自动化生产难以符合此产业需求。
3、现有的排程系统是依据制单时程及生产制造相关数据,预先排定相关机台、设备及物料的工作顺序。然而,预先排定的工作顺序无法考虑到实际产线的运作,且无法明确排定各机台作动细节,造成自动化产线难以依其进行运作。此外,现有的排程系统多属静态排程,因此无法根据产线实际运作状况进行实时的动态调整,使得排程系统难以实际控制自动化生产,造成生产效能不佳。
技术实现思路
1、因此,本发明公开一种可用于自动化加工的自动化排程系统及方法,以解决上述问题。
2、为解决上述问题,本发明一实施例公开一种自动化排程系统,其包括:至少一机台,用以加工至少一工件;一机台监控模块,信号连接至少一机台,机台监控模块用以监控对应至少一机台的一机台状态信息及控制至少一机台进行加工;一仓储模块,用以监控一物料储存状态及配送用以加工至少一工件的物料;以及一中控模块,信号连接机台监控模块及仓储模块;当中控模块接收到用以请求加工至少一工件的至少一制单时,中控模块执行下列步骤:自仓储模块撷取一物料信息;自机台监控模块撷取至少一机台的机台状态信息;以及根据物料信息以及机台状态信息,将至少一制单进行排程。
3、为解决上述问题,本发明一实施例公开一种自动化排程方法,用于一自动化排程系统,自动化排程系统包括一中控模块、至少一机台、一机台监控模块以及一仓储模块,且中控模块信号连接机台监控模块以及仓储模块,而机台监控模块信号连接至少一机台,自动化排程方法包括:通过机台监控模块监控对应至少一机台的一机台状态信息及控制至少一机台进行加工;通过仓储模块,监控一物料储存状态及配送用以加工至少一工件物料;以及通过中控模块接收至少一制单;当接收到至少一制单时,中控模块执行下列步骤:自仓储模块撷取一物料信息;自机台监控模块撷取至少一机台的机台状态信息;以及根据物料信息以及机台状态信息,将至少一制单进行排程。
4、相较于现有技术,本发明一实施例的自动化排程系统,其能通过“机台监控模块用以监控对应至少一机台的一机台状态信息及控制至少一机台进行加工”、“一仓储模块,用以监控一物料储存状态及配送用以加工至少一工件的物料”以及“当中控模块接收到用以请求加工至少一工件的至少一制单时,中控模块执行下列步骤:自仓储模块撷取一物料信息;自机台监控模块撷取至少一机台的机台状态信息;以及根据物料信息以及机台状态信息,将至少一制单进行排程”的技术特征,降低人为介入、人事成本并增进整体产线整合度以及生产效率与机台稼动率。
5、相较于现有技术,本发明另一实施例的自动化排程方法,其能通过“通过机台监控模块监控对应至少一机台的一机台状态信息及控制至少一机台进行加工”、“通过仓储模块,监控一物料储存状态及配送用以加工至少一工件物料”以及“通过中控模块接收至少一制单;当接收到至少一制单时,中控模块执行下列步骤:自仓储模块撷取一物料信息;自机台监控模块撷取至少一机台的机台状态信息;以及根据物料信息以及机台状态信息,将至少一制单进行排程”的技术特征,降低人为介入、人事成本并增进整体产线整合度以及生产效率与机台稼动率。
技术特征:
1.一种自动化排程系统,其特征在于,包括:
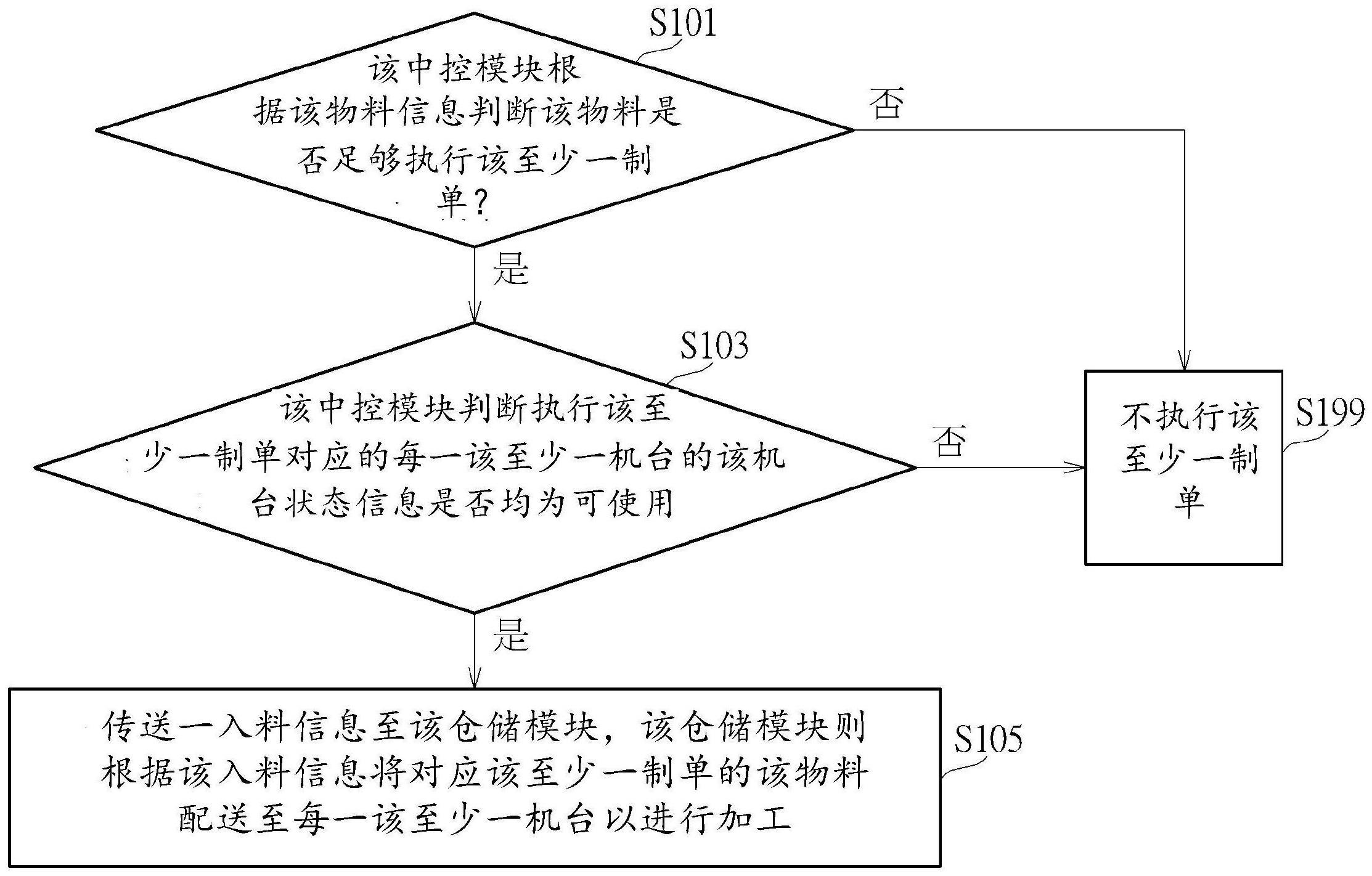
2.如权利要求1所述的自动化排程系统,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程包括:
3.如权利要求2所述的自动化排程系统,其特征在于,判断对应的该至少一机台的该机台状态信息是否均为可使用包括:
4.如权利要求2所述的自动化排程系统,其特征在于,判断对应的该至少一机台的该机台状态信息是否均为可使用包括:
5.如权利要求1所述的自动化排程系统,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程包括:
6.如权利要求5所述的自动化排程系统,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程进一步包括:
7.如权利要求1所述的自动化排程系统,其特征在于,进一步包括:至少一拆装模块,用以拆卸或组装加工该至少一工件所需的该物料及其对应的至少一模具;其中,根据该物料信息以及该机台状态信息,将该至少一制单进行排程进一步包括:该中控模块判断加工前该至少一工件所需的该物料是否须先与其对应的该至少一模具组装。
8.如权利要求1所述的自动化排程系统,其特征在于,该至少一制单包括一第一制单以及一第二制单,该第一制单具有一第一优先度,该第二制单具有一第二优先度,该中控模块根据该第一优先度以及该第二优先度对该第一制单以及该第二制单进行排程。
9.一种自动化排程方法,用于一自动化排程系统,其特征在于,该自动化排程系统包括一中控模块、至少一机台、一机台监控模块以及一仓储模块,且该中控模块信号连接该机台监控模块以及该仓储模块,而该机台监控模块信号连接该至少一机台,该自动化排程方法包括:
10.如权利要求9所述的自动化排程方法,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程包括:
11.如权利要求10所述的自动化排程方法,其特征在于,判断对应的该至少一机台的该机台状态信息是否均为可使用包括:
12.如权利要求10所述的自动化排程方法,其特征在于,判断对应的该至少一机台的该机台状态信息是否均为可使用包括:
13.如权利要求9所述的自动化排程方法,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程包括:
14.如权利要求13所述的自动化排程方法,其特征在于,根据该物料信息以及该机台状态信息,将该至少一制单进行排程进一步包括:
15.如权利要求9所述的自动化排程方法,其特征在于,该自动化排程系统进一步包括:至少一拆装模块,用以拆卸或组装加工该至少一工件所需的该物料及其对应的至少一模具;其中,根据该物料信息以及该机台状态信息,将该至少一制单进行排程进一步包括:该中控模块判断加工前该至少一工件所需的该物料是否须先与其对应的该至少一模具组装。
16.如权利要求9所述的自动化排程方法,其特征在于,该至少一制单包括一第一制单以及一第二制单,该第一制单具有一第一优先度,该第二制单具有一第二优先度,该中控模块根据该第一优先度以及该第二优先度对该第一制单以及该第二制单进行排程。
技术总结
本发明公开一种自动化排程系统,包括:至少一机台,用以加工至少一工件;一机台监控模块,信号连接该至少一机台,该机台监控模块用以监控一机台状态信息及控制该至少一机台;一仓储模块,用以监控一物料储存状态及配送用物料;以及一中控模块,信号连接该机台监控模块及该仓储模块;当该中控模块接收到用以请求加工该至少一工件的至少一制单时,该中控模块执行下列步骤:自该仓储模块撷取一物料信息;自该机台监控模块撷取该至少一机台的该机台状态信息;以及根据该物料信息以及该机台状态信息,将该至少一制单进行排程。
技术研发人员:林嘉藤
受保护的技术使用者:台中精机厂股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!