一种汽包底部管座焊缝工质泄露孔大小的诊断方法与流程
本发明涉及热力设备性能状态监测与诊断领域,特别涉及一种汽包底部管座焊缝工质泄露孔大小的诊断方法。
背景技术:
1、在实际检修在役电站锅炉过程中,汽包底部管座焊缝存在裂缝甚至裂孔,锅炉频繁启停引起热应力是导致汽包管座焊缝的裂缝和裂孔的主要因素。在锅炉频繁的启停中,汽包受到周期性的加热、冷却,在交变应力的作用下,汽包底部管座焊缝出现裂缝甚至裂孔,这给锅炉的运行造成很大的安全隐患。在役电站锅炉运行中,汽包底部管座焊缝的裂缝和裂孔很难被发现,一经发现,缝孔均已经变大,不仅使得锅炉检修周期和检修费用大大增加,还给检修工作人员带来较大的工作量。在大小修期间,电站锅炉汽包采用磁粉和超声检测的方式,对汽包底部管座焊缝进行检测,对裂纹出现部位进行补焊或者挖补修复,以消除此种隐患。但磁粉和超声检测仪器价格昂贵,检测周期较长,且只能在大小修期间进行检测,导致汽包底部管座焊缝病灶发现不及时,裂纹和裂孔变大,错过了最佳的修补时期,对锅炉的安全运行极为不利。
2、现有技术中尚无锅炉汽包底部管座焊缝开裂有效预防和诊断解决方法,汽包底部管座焊缝工质泄露孔严重影响锅炉安全运行,为延长电站锅炉的使用寿命,使得锅炉汽包能够得到及时、快速、正确检修处理,确保被检锅炉按期、安全正常投入运行,提高锅炉运行安全可靠性,研究锅炉汽包底部管座焊缝工质泄露孔大小的提前诊断具有非常重要工程实际意义。
技术实现思路
1、本发明针对现有技术中存在的问题,创造性构思了一种汽包底部管座焊缝工质泄露孔大小的诊断方法,基于微分原理、质量守恒原理,将汽包底部管座焊缝工质的泄露近似薄壁孔口恒定自由出流,通过监测锅炉基准点汽包水位、汽包水位变化时间间隔和汽包水位变化,在汽包上水后,能够提前准确诊断锅炉汽包底部管座焊缝工质泄露孔大小,提高锅炉运行安全可靠性。
2、实现本发明采用的技术方案是:一种汽包底部管座焊缝工质泄露孔大小的诊断方法,其特征是,它包括以下步骤:
3、1)数据采集环节:
4、在汽包实际运行过程中,在汽包上水稳定1小时后,测量基准点汽包水位h、汽包水位变化间隔dt和汽包水位变化dh,并采集汽包的长度b和汽包的截面半径r;
5、2)汽包底部管座焊缝工质泄露孔理论大小的计算环节:
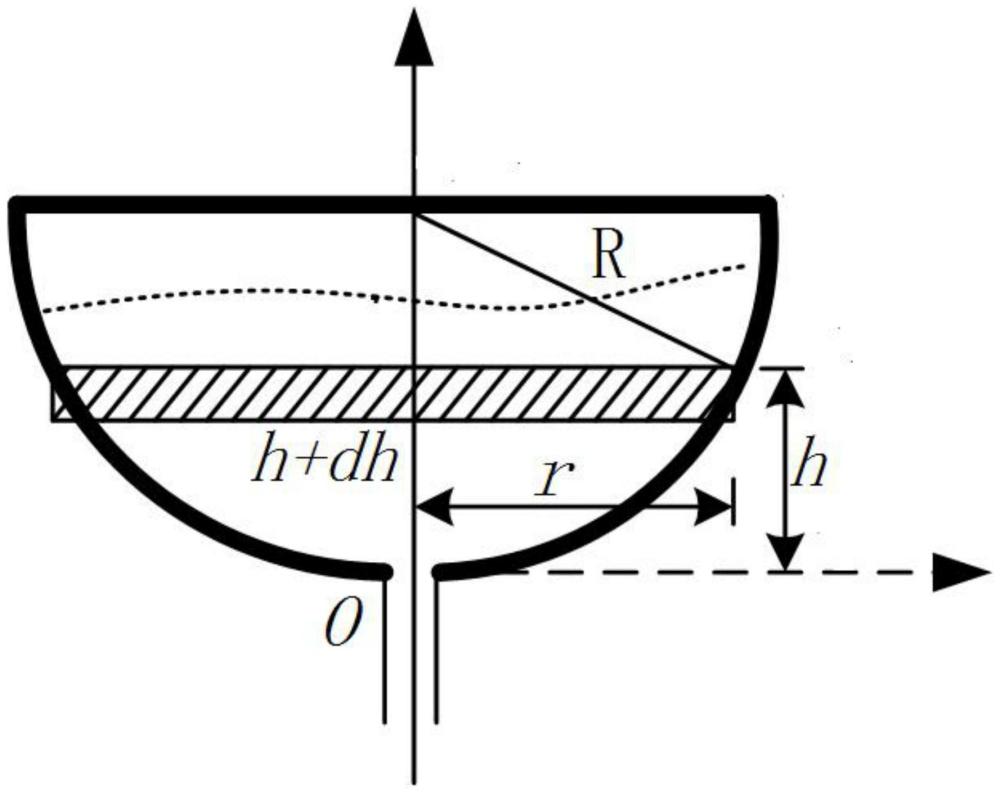
6、以步骤1)中所述汽包的半截面建立二维坐标系,设汽包底部管座焊缝工质泄露孔的面积s,且泄漏流动视为所述工质泄露孔的恒定出流,工质泄露孔口恒定自由出流,水从工质泄露孔口流量,即通过孔口横截面的水体积v对时间t的变化率q可用式(1)计算:
7、
8、式中:k为流量系数,取值范围为0.6~0.7,s为孔口面积,单位m2;g为重力加速度,单位m/s2;h为汽包水位高度,单位m;v为汽包水容积流量,单位m3/s;t为时间,单位s;
9、在微小时间间隔[t,t+dt]内,水面高度由h降至h+dh,dh<0,可得到汽包水容积的微小变化量dv为:
10、dv=2rbdh (2)
11、式中:r为汽包水面侧截面的半宽,即水面半径,2r为汽包水面侧截面的宽,单位m;b为汽包总长度,单位m;dh为汽包水位的高度的变化量,单位m;
12、由于r是时刻t的水面半径,右端置负号是由于dh<0而dv>0的缘故,依据图1可推导得到水面半径的计算公式为
13、
14、式中:r为汽包侧面圆截面半径,单位m;
15、将式(3)代入式(2)可得:
16、
17、结合式(1)和式(4)可得:
18、
19、式(5)为汽包水位随时间变化的微分方程,通过式(5)可得到汽包底部管座焊缝工质泄露孔理论面积的大小,即
20、
21、式(6)即为求解汽包底部管座焊缝工质泄露孔的理论大小的微分方程;
22、3)汽包底部管座焊缝工质泄露孔实际平均面积大小计算环节:
23、由于数据测量结果的存在误差,需要对理论面积大小进行修正
24、ssj=sβ (7)
25、式中:ssj为汽包底部管座焊缝工质泄露孔实际平均大小,m2;β为修正系数,取值范围为0.92~0.98;
26、4)汽包底部管座焊缝工质泄露孔实际平均直径大小计算环节:
27、设汽包底座焊缝工质泄露孔为圆孔,可计算其直径大小,即
28、
29、式中:r0为汽包底部管座焊缝工质泄露孔的孔径直径大小,m。
30、优选地,在所述步骤2)中,k为流量系数,取值为0.62。
31、优选地,在所述步骤3)中,β为修正系数,取值为0.96。
32、本发明一种汽包底部管座焊缝工质泄露孔大小的诊断方法的有益效果体现在:
33、一种汽包底部管座焊缝工质泄露孔大小的诊断方法,依据水力学原理、水位变化随时间变化的微分思想联合构建理论下汽包底部管座焊缝泄露孔的平均大小的计算方程,通过数值方法求解得到汽包底部管座焊缝工质泄露孔大小的理论平均大小,攻克了锅炉汽包底部管座焊缝泄露孔无法诊断的缺陷,且所需测点数据少,计算方法简单、精确和科学,能够实现精准诊断汽包底部管座焊缝泄露孔大小的目的。
技术特征:
1.一种汽包底部管座焊缝工质泄露孔大小的诊断方法,其特征是,它包括以下步骤:
2.根据权利要求1所述的一种汽包底部管座焊缝工质泄露孔大小的诊断方法,其特征是,在所述步骤2)中,k为流量系数,取值为0.62。
3.根据权利要求1所述的一种汽包底部管座焊缝工质泄露孔大小的诊断方法,其特征是,在所述步骤3)中,β为修正系数,取值为0.96。
技术总结
本发明公开了一种汽包底部管座焊缝工质泄露孔大小的诊断方法,其包括,数据采集环节,汽包底部管座焊缝工质泄露孔理论大小的计算环节、实际平均面积大小计算环节、实际平均直径大小计算环节,基于微分原理、质量守恒原理,将汽包底部管座焊缝工质的泄露近似薄壁孔口恒定自由出流,通过监测锅炉基准点汽包水位、汽包水位变化时间间隔和汽包水位变化,在汽包上水后,能够提前准确诊断锅炉汽包底部管座焊缝工质泄露孔大小,且所需测点数据少,计算方法简单、精确和科学,攻克了锅炉汽包底部管座焊缝泄露孔无法诊断的缺陷。
技术研发人员:尚达,王艳红,王建新,杨嘉春,初雷哲
受保护的技术使用者:水发集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!