一种装配质量检测方法、装置及存储介质与流程
本发明涉及工业装配质量检测,于具体的说是涉及便携式数字化工业装配质量检测的检测方法及系统,尤其适用于航天装备中相关产品的装配质量检测。
背景技术:
1、在航天装备相关的产品总装领域,产品的质量历来被放在至高无上的地位,一颗小小的螺丝钉都关系着产品的成败。随着技术的不断发展,特别是以航天技术为核心的高新技术的发展,航天装备也越来越向自动化、智能化、无人化方向发展,在对航天装备相关的产品装配过程中的工业装配质量尤为重要。目前在相关产品的总装过程中,操作人员需要依据图像记录的要求,使用相机对装配过程进行拍照以记录产品的状态。
2、现有技术中,采用的拍照方式是,人员在拍照前需要先将拍照部位信息写到拍照卡片上,然后一手持拍照卡片,一手持相机,将卡片与拍照部位共同拍照,以记录装配部位的产品质量信息。这种拍照方式依靠人工操作,比较耗时耗力,而且照片记录零散不易于管理,当拍照点比较多时,这种缺点更为突出。
3、因此,亟需一种可以提高图像质量、减少人工劳动强度、提高工作效率,实现图像的信息化,能够实现定制化管理,为产品质量追溯提供有效保障,且方便快捷,作业灵活的装配质量检测方法、系统及装置,提高检测效率。
技术实现思路
1、为解决上述技术问题之一,本发明提供一种可以提高图像质量、减少人工劳动强度、提高工作效率,实现图像的信息化,能够实现定制化管理,为产品质量追溯提供有效保障,且方便快捷,作业灵活的装配质量检测方法、装置及存储介质。
2、为达到上述目的,本发明实施例的技术方案是这样实现的:
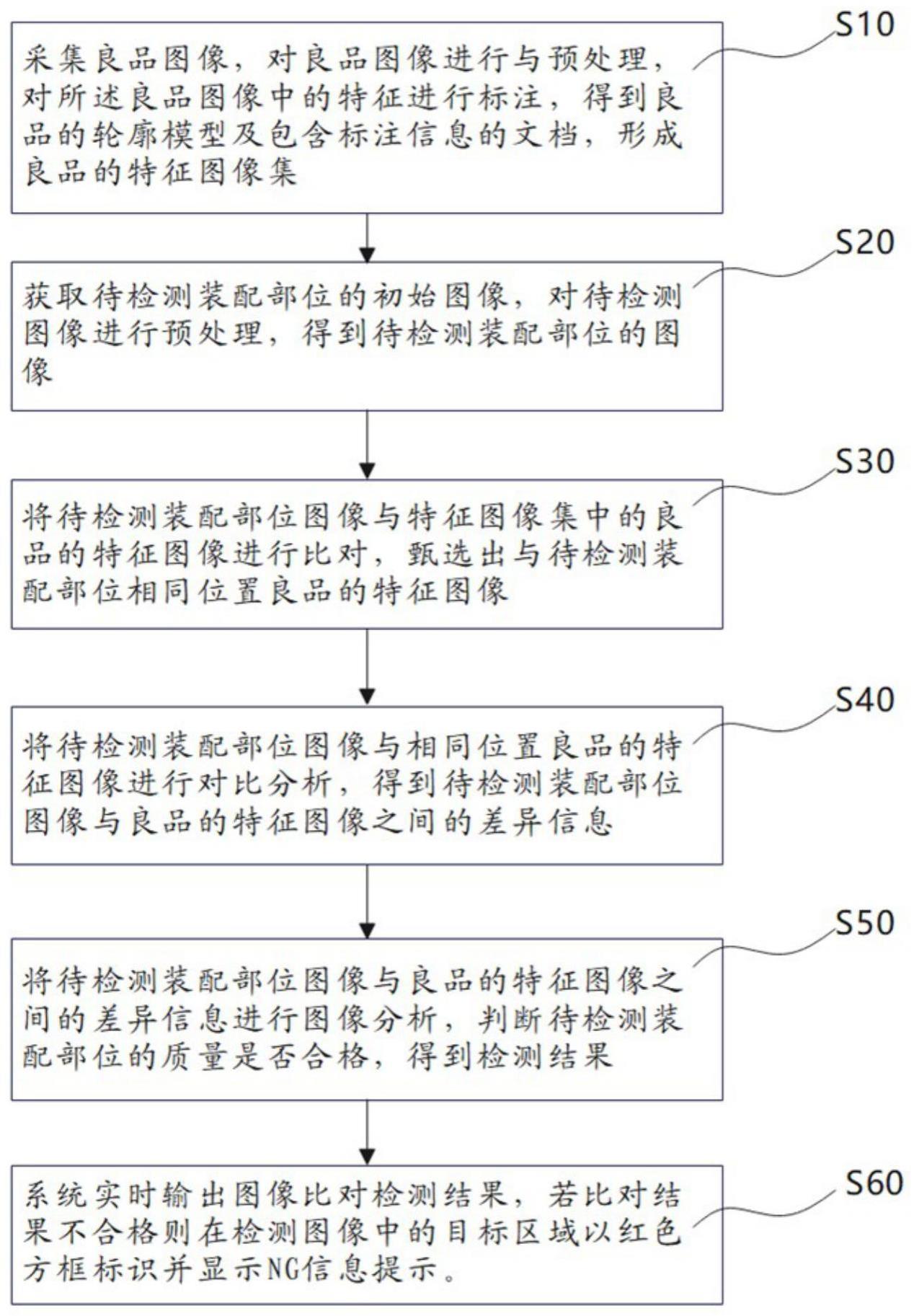
3、一种装配质量检测方法,包括:采集良品图像,对良品图像进行预处理,对所述良品图像中的特征进行标注,得到良品的轮廓模型及包含标注信息的文档,形成良品的特征图像集;获取待检测装配部位的初始图像,对待检测图像进行预处理,得到待检测装配部位的图像;将待检测装配部位图像与特征图像集中的良品的特征图像进行比对,甄选出与待检测装配部位相同位置良品的特征图像;将待检测装配部位图像与相同位置良品的特征图像进行对比分析,得到待检测装配部位图像与良品的特征图像之间的差异信息;将待检测装配部位图像与良品的特征图像之间的差异信息进行图像分析,判断待检测装配部位的质量是否合格,得到检测结果;系统实时输出图像比对检测结果,若比对结果不合格则在检测图像中的目标区域以红色方框标识并显示ng信息提示。
4、进一步的,在采集良品的特征图像时,在建立的特征图像中选取对应的区域位置进行标注,形成含标注信息的文档;采用预定步长普通卷积层与平均池化层对良品的原始图像进行卷积操作并叠加卷积结果后获得若干良品图像的特征层,并与其标定的参数值相关联;依次采用不同尺度和数量的卷积滤波器对各个特征层进行卷积运算,以从各个特征层中提取出不同的第一特征点,并将尺寸相同的第一特征图通过点积运算,进行组合后,与对应的参数值关联,得到良品的轮廓模型。
5、进一步的,将良品的模板图像集预处理后的待检测图像进行匹配计算,求解相似度量值;取相似度量值的最大值,获得良品模板图像集中最匹配的图像及相应的位置信息,甄选出与待检测装配部位相同位置良品的特征图像。
6、进一步的,将良品的模板图像集预处理后的待检测图像进行匹配计算,求解相似度量值;取相似度量值的最大值,获得良品模板图像集中最匹配的图像及相应的位置信息,甄选出与待检测装配部位相同位置良品的特征图像。
7、进一步的,对所述良品图像和所述待检测图像进行预处理包括对图像进行降噪处理、转化为设定尺寸和归一化处理。
8、本发明另一方面,提供一种计算机可读存储介质,包括:所述计算机可读存储介质中存储有至少一条指令或至少一段程序,所述至少一条指令或所述至少一段程序由处理器加载并执行以实现如上所述方法的步骤。
9、本发明另一方面,提供一种装配质量检测装置,包括
10、与支架可活动设置的至少一个采集端,可拆卸的设置在支架上的显示端和输入端,以及与摄像机、显示端和输入端电性连接的控制端;
11、采集端为安装有可以进行图像捕捉转化为数字信号的电子设备;
12、显示端为安装有可以展示图像的应用的电子设备;
13、输入端为可以输入指令的电子设备或专用终端;
14、控制端包括处理器和存储器,所述存储器中存储有至少一条指令或者至少一段程序,所述至少一条指令或者所述至少一段程序由所述处理器加载并执行。
15、进一步的,还包括设置在采集端与支架之间的调节杆,所述调节杆一端与采集端固定,相对设置的另一端可伸缩的与支架连接。
16、进一步的,所述调节杆为伸缩杆,所述调节管为万向软管。
17、进一步的,还包括一便携式箱体,用于收纳折叠后的支架,从支架拆卸下来的显示端和输入端、以及摄像机。
18、上述实施例所提供的装配质量检测装置,通过可收拢的三角支架,极大的提高了作业的灵活与机动性,通过设置在采集端与支架之间的调节杆,拓展了采集端的数据捕捉范围,配合设置在采集端与调节杆之间的调节管,可实现全范围、无盲区的数据采集覆盖,整个操作简单灵活,安全可靠,机械定位功能实现了批量产品的多批次采集图像一致性。
技术特征:
1.一种装配质量检测方法,其特征在于,包括:
2.根据权利要求1所述的装配质量检测方法,其特征在于,还包括:
3.根据权利要求1所述的装配质量检测方法,其特征在于,还包括:
4.根据权利要求1所述的装配质量检测方法,其特征在于,还包括:
5.根据权利要求1所述的装配质量检测方法,其特征在于,对所述良品图像和所述待检测图像进行预处理包括对图像进行降噪处理、转化为设定尺寸和归一化处理。
6.一种装配置质量检测装置,其特征在于,包括:
7.根据权利要求6所述的装配质量检测装置,其特征在于,还包括设置在采集端(10)与支架(20)之间的调节杆(50),所述调节杆(50)一端与采集端(10)固定,相对设置的另一端可伸缩的与支架(20)连接。
8.根据权利要求7所述的装配质量检测装置,其特征在于,还包括:设置在采集端(10)与调节杆(50)之间的调节管(60),所述调节管(60)一端与调节杆(50)的伸缩端连接,相对设置的另一端与采集端(10)角度可调的连接成一体,且共运动的设置。
9.根据权利要求7或8所述的装配质量检测装置,其特征在于,所述调节杆(50)为伸缩杆,所述调节管(60)为万向软管。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有至少一条指令或至少一段程序,所述至少一条指令或所述至少一段程序由处理器加载并执行以实现如权利要求1至4任一项所述方法的步骤。
技术总结
本发明涉及一种装配质量检测方法、装置及方法,包括:采集良品图像,对良品图像进行与处理,对所述良品图像中的特征进行标注,得到良品的轮廓模型及包含标注信息的文档,形成良品的特征图像集;获取待检测装配部位的初始图像,对待检测图像进行预处理,得到待检测装配部位的图像;将待检测装配部位图像与相同位置良品的特征图像进行对比分析,判断待检测装配部位的质量是否合格,得到检测结果,通过采集待检测部位的图像与良品图像中的特征进行比对,反馈装配过程中是否出现错装、漏装等质量问题,减少劳动强度、提高工作效率。
技术研发人员:唐顺海,胡兴,李星辉,刘泉,陈新华,周天成,陈文昊
受保护的技术使用者:湖南航天天麓新材料检测有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!