一种管形的成形步弯曲质量评估方法与流程
本发明涉及钢管成型领域,尤其是涉及一种管形的成形步弯曲质量评估方法。
背景技术:
1、直缝jcoe生产线生产工艺中,成形机压制后钢管的外形质量对扩径后钢管的椭圆,直边,噘嘴有直接影响。合理的椭圆范围,较小的直边和噘嘴能提高产品质量,降低返管校正工作量。随着国家管网管形要求越来越高,特别是大壁厚高材质钢管,传统工艺无法保证成形质量。采用小半径上模与多步成形的工艺方法可以弥补设备能力不足的问题。在工艺确定和调型过程中,由于实践数据少,人员经验不足的问题,成形上模半径规格,成形步数选择和调型过程中的下压数据需要摸索,难以保证最佳质量。在工艺设计阶段充分考虑成形机能力的前提下,难以选择合理的工艺,保证每个成形步的成形弯曲质量,即难以合理的选择成形上模半径规格和成形步数;管形的成形过渡依赖人员经验问题,管形质量得不到保障。为此我们提出一种管形的成形步弯曲质量评估方法用于解决上述问题。
2、目前预估成形后板边质量的钢管调型测量方法一般为三步成形法,弦高测量法需要较多的实践经验和以往数据积累,且逐步误差积累大,在新产品生产调型过程中管形难以保证;弦长测量法适用于生产稳定后的管形测量,由于采用板边与成形机模柄见相对距离,容易出现数据错误,调型阶段无基础数据,只能对管头管尾成形情况进行比较。使用存在缺陷,需要改进。
技术实现思路
1、本发明提供了一种管形的成形步弯曲质量评估方法,解决钢管在工艺确定和调型过程中,由于实践数据少,成形上模半径规格,成形步数选择和调型过程中的下压数据需要摸索,管形的成形过渡依赖人员经验问题,管形质量得不到保障的问题。
2、为解决上述技术问题,本发明所采用的技术方案是:一种管形的成形步弯曲质量评估方法,包括s1、对管型圆弧成形步进行简化:管形由多个成形步组成,成形步包括圆弧和直边,圆弧与直边相切;
3、s2、对圆弧段的圆弧半径r圆进行计算;
4、s3、对圆弧段的有效弧长hl进行计算;
5、s4、对成形步的直线段ll的长度进行计算;
6、s5、通过s2~s4的计算结果,绘制实际成形步管形的圆弧;
7、s6、通过实际管型,绘制理论管坯半径r的圆弧;
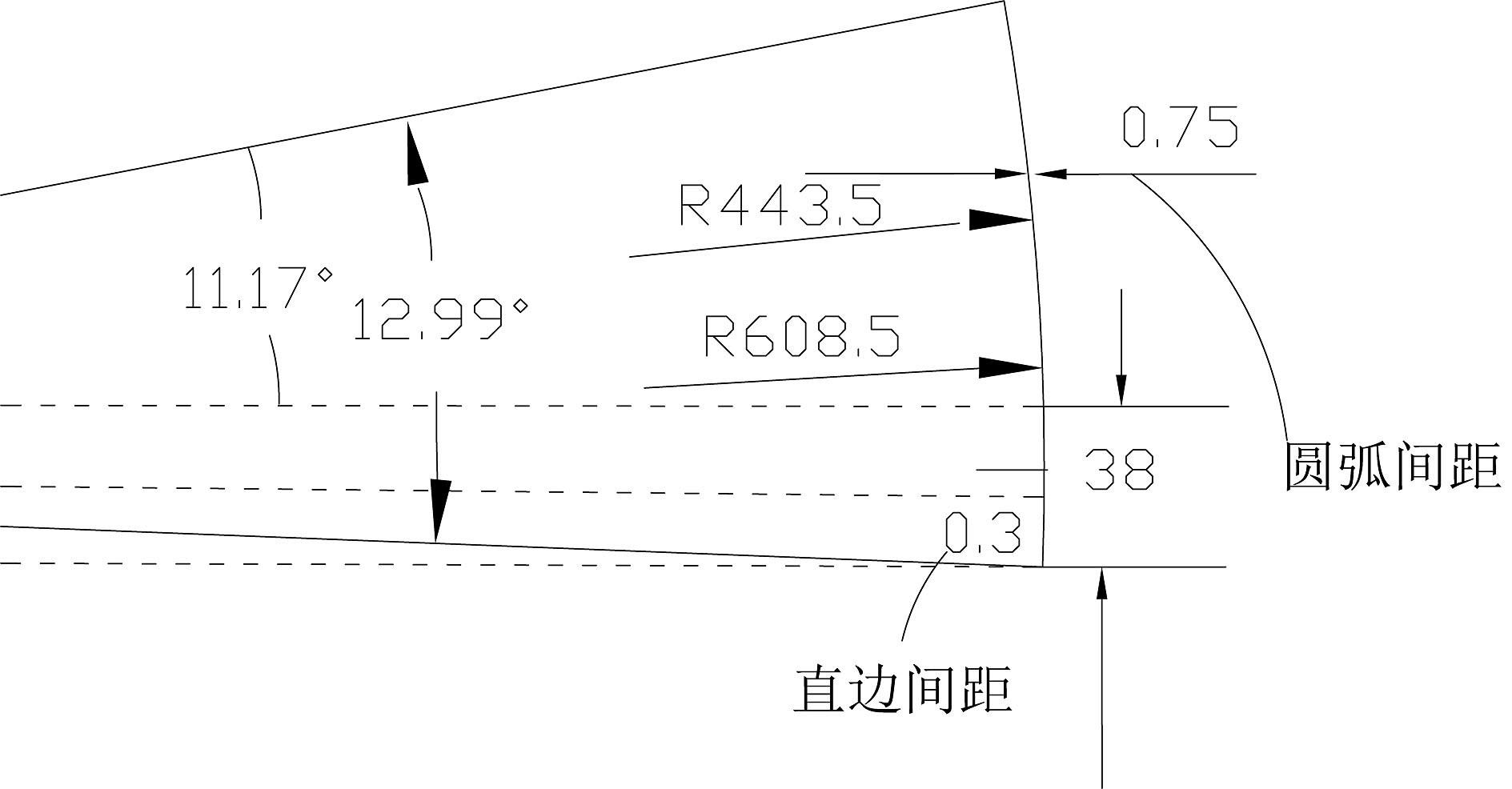
8、s7、测量贴合间距j:测量理论管坯圆弧和实际管形间的最大间距为贴合间距j;
9、s8、预测实际管型与理论管型的贴合情况,对模具管形成形的弯曲质量进行评估。
10、优选的方案中,圆弧段是由成形机上模压制钢板,完全贴合段弹复后形成的圆弧半径r圆的计算公式为:
11、r圆=r模/η;
12、
13、其中:r横-成形机上模半径;η-弹复率;σmax-最大屈服强度;σmin-最小屈服强度;e-弹性模量;t-计算壁厚。
14、优选的方案中,形步压制变形的有效弧长hl的计算公式为:
15、
16、
17、其中:为每步成形有效角,根据成形工艺中选取的步数决定,-成形有效角;l-开口量;i-成形第一步长度;n-成形步数。
18、优选的方案中,步骤s4中,直线段长度l1的计算公式为:
19、
20、其中:为每步成形有效角,根据成形工艺中选取的步数决定;n-成形步数。
21、优选的方案中,步骤s5绘制实际成形步管形的圆弧的步骤为:
22、a1:计算圆弧段圆心角圆弧段对应的圆心角公式为:
23、
24、其中,hl-有效弧长,r圆-圆弧半径;
25、a2:绘制实际管形:绘制半径为r圆,圆心角为的圆弧;在圆弧端点绘制与圆弧相切的直线段,直线长度为l1。
26、优选的方案中,步骤s6中,通过实际管形的两端端点为理论管坯圆弧上的点,绘制半径为理论管坯半径r的圆弧。
27、优选的方案中,步骤s8中,根据贴合间距j的大小,对模具管形成形的弯曲质量进行评估,同时对分析相同成形步数,不同规格的模具的管形贴合情况;在满足使用要求情况下,对不同规格的模具进行优选。
28、本发明的有益效果为:通过分析相同成形步数,不同模具大小的管形贴合情况,随着模具半径增加,圆弧变长,间距减小。综合贴合间距随着模具半径增加间距越来越小。实际管形接近理想圆弧,通过本方法,将圆弧贴合间距控制在能满足使用要求的标准以下。通过多个不同规格的模具进行管型质量评估,设备能力不足时,采用小直径模具生产,当模具较理论模具半径过小,步数增加到一定程度后,再增加步数对直边和贴合间距减小效果不再明显。在质量评估符合标准,同时设备能力许可的情况下,在符合规格标准的模具内选取最大规格的模具,以控制最优管形质量,已达到对钢管joc模具进行优选的目的。
29、在工艺确定和调型过程中,能够增加大量实践数据;避免人员经验不足,导致对管型成型质量难以保证的问题。在工艺设计阶段充分考虑成形机能力的前提下,能够选择合理的工艺,保证每个成形步的成形弯曲质量,即合理的选择成形上模半径规格和成形步数;管形的成形不必依赖人员经验问题,管形质量得到保障。
30、通过计算每个成形步的圆弧,直边及理论管坯圆,利用绘图理想管坯和实际成形图形,预测成形后管形质量,能在工艺设计和调型试生产阶段对管形质量有提前的预测评估,保证成品质量,具有较大的推广价值。
技术特征:
1.一种管形的成形步弯曲质量评估方法,其特征是:s1、对管型圆弧成形步进行简化:管形由多个成形步组成,成形步包括圆弧和直边,圆弧与直边相切;
2.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s2中,圆弧段是由成形机上模压制钢板,完全贴合段弹复后形成的圆弧半径r圆的计算公式为:
3.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s3中,形步压制变形的有效弧长hl的计算公式为:
4.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s4中,直线段长度l1的计算公式为:
5.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s5绘制实际成形步管形的圆弧的步骤为:
6.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s6中,通过实际管形的两端端点为理论管坯圆弧上的点,绘制半径为理论管坯半径r的圆弧。
7.根据权利要求1所述一种管形的成形步弯曲质量评估方法,其特征是:步骤s8中,根据贴合间距j的大小,对模具管形成形的弯曲质量进行评估,同时对分析相同成形步数,不同规格的模具的管形贴合情况;在满足使用要求情况下,对不同规格的模具进行优选。
技术总结
本发明提供一种管形的成形步弯曲质量评估方法,包括对管型圆弧成形步进行简化;对圆弧段的圆弧半径进行计算;对圆弧段的有效弧长进行计算;对成形步的直线段的长度进行计算;通过计算结果,绘制实际成形步管形的圆弧;通过实际管型,绘制理论管坯半径R的圆弧;测量贴合间距J;预测实际管型与理论管型的贴合情况,对模具管形成形的弯曲质量进行评估。通过计算每个成形步的圆弧,直边及理论管坯圆,利用绘图理想管坯和实际成形图形,预测成形后管形质量,能在工艺设计和调型试生产阶段对管形质量有提前的预测评估,保证成品质量,具有较大的推广价值。
技术研发人员:李俊华,索琪,罗红福,蔡小青,李建伟,李帮才,郭京华
受保护的技术使用者:中石化石油机械股份有限公司沙市钢管分公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!