一种基于激光增减材复合制造的序列规划方法
本发明涉及增减材复合制造,更具体的说是涉及一种基于激光增减材复合制造的序列规划方法。
背景技术:
1、随着航空、航天、生物、医学等领域对能源转化率、器件的功能及性能要求的提升,工件的复杂度日益增加,对加工精度和表面质量要求也越来越高。增材制造提供了传统加工技术难以企及的复杂件制备能力,为材料加工提供了新思路。但是,即便是最精密的增材制造,如基于粉末床的激光选区熔合技术,当所制备的几何特征足够精细时,仍然面临着由于粗糙度过大导致的一系列问题。尤其是形状复杂的细长弯曲内腔结构,当内径小至数十微米时,增材制造技术通常无法制造出畅通的内径,对工件的后处理提出了极高的挑战。
2、为了解决这一问题,研究人员试图在增材制造过程中加入减材加工,对不希望存在的粗糙部位进行去除,以期获得后期无需进一步加工的一站式制备技术。典型的装备如日本dmg公司推出的配有2kw激光器、辅以5轴联动数控铣床的ldmd设备,其可在制造过程中铣削最终零件的不可达部位。日本mazak公司推出的设备能够进行5轴车铣复合加工,使用对象包括多棱体锻件或铸件、回转体零件和复杂异形零件。
3、然而,随着航空、航天、医疗等领域产品设计复杂度和精细度的不断提高,零部件的结构在内外几何形状上更加复杂化,在制造精度上要求更为苛刻,使得上述增材制造与数控机床相结合的增减材复合制造无论是在精细度还是在复杂度上,均已无法满足需求。因为数控加工的材料利用率低,且刀具可达性、碰撞问题、减材刀具的磨损、工件表面的机械或热损伤、加工时由于碰撞导致工件位置的偏移等都难以避免,因此几乎不可能通过这种混合方式制备具有复杂和微小内部几何特征的零件。为了满足日益增长的制造需求,提高加工效率,同时提高增减材复合制造的精度,发明专利“一种增材制造和表面抛光同步加工方法及装置(zl201910169132.x)”提出了一种基于激光的增减材复合制造技术,其公开了交替采用增材激光和减材激光的制造方法,可以进一步拓展增材制造的能力上限。但是由于其频繁切换增材激光和减材激光,使得最终复合制造的效率受到影响。
4、因此,如何优化减材激光介入次数,合理规划工艺序列的方法,以提升基于激光的增减材复合制造效率是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本发明的目的是提供一种基于激光增减材复合制造的序列规划方法,以优化减材激光介入次数,从而提高基于激光的增减材复合制造效率。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种基于激光增减材复合制造的序列规划方法,包括以下步骤:
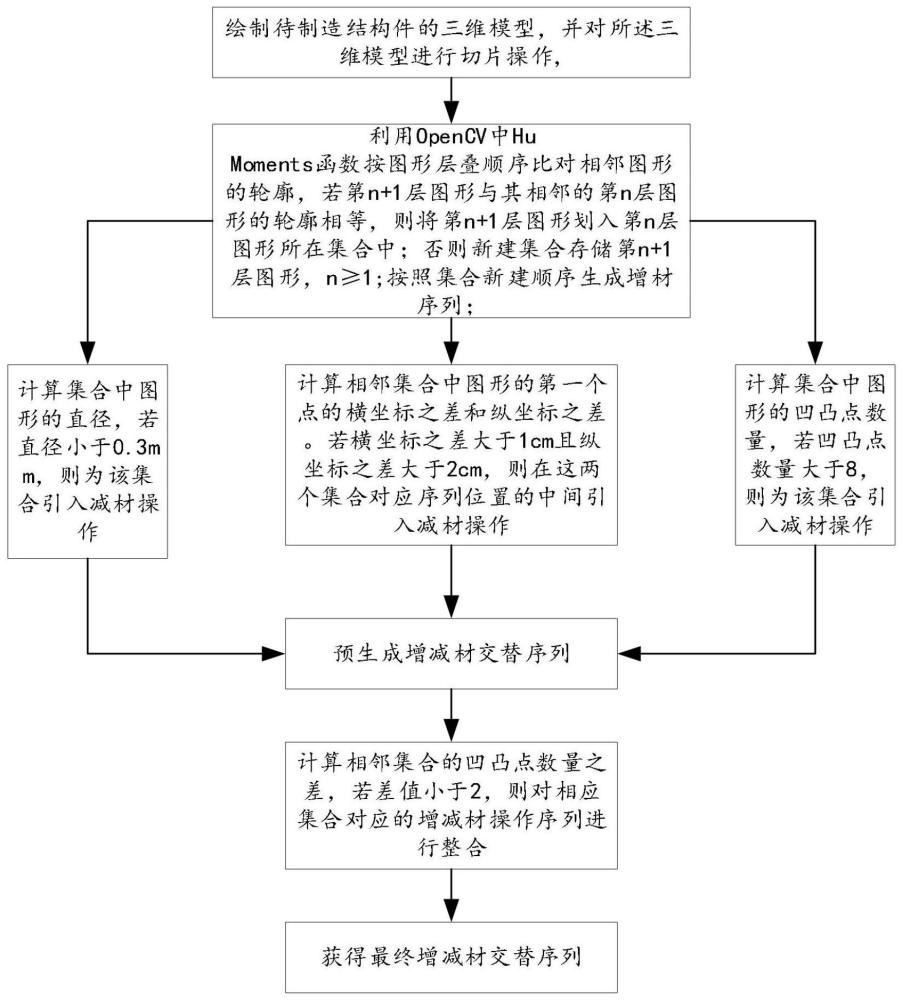
4、s1:绘制待制造结构件的三维模型,并对所述三维模型进行切片操作,获得包含若干层图形的切片文件;
5、s2:按图形层叠顺序比对相邻图形的轮廓,若第n+1层图形与其相邻的第n层图形的轮廓相等,则将第n+1层图形划入第n层图形所在集合中;否则新建集合存储第n+1层图形,n≥1;按照集合新建顺序生成增材序列;
6、s3:利用各集合中图形的直径、相邻集合之间图形的横纵坐标之差以及各集合中图形的凹凸点数量预生成增减材交替序列;
7、s4:比对相邻集合的复杂度,对所述预生成增减材交替序列进行优化整合,获得最终增减材交替序列。
8、优选的,s1中所述切片操作为不等厚切片操作:
9、针对复杂模型,切片厚度与模型曲率变化度成反比。
10、优选的,所述s2进一步包括:
11、利用opencv中hu moments函数和matchshapes函数比对相邻图形的轮廓;若函数返回值为0代表相邻图形完全相等,则将相应图形划入同一集合中;反之,则新建集合存储相应图形。
12、优选的,所述s3进一步包括:
13、若某一集合中图形的直径小于设定阈值,则为该集合引入减材操作。
14、优选的,所述s3进一步包括:
15、直径测量方法:选择图形中任意点为出发点,获取距离所述出发点最远的点作为直径的一个端点;选择所述直径的一个端点为出发点,获取距离所述直径的一个端点最远的另一个端点,两个端点的距离即为直径。
16、优选的,所述s3进一步包括:
17、若相邻集合中图形的第一个点的横坐标之差和纵坐标之差均大于相应设定阈值,则在这两个集合对应序列位置的中间引入减材操作。
18、优选的,所述s3进一步包括:
19、若某一集合中图形的大于设定阈值,则为该集合引入减材操作。
20、优选的,所述s3进一步包括:
21、某一集合中图形的凹凸点数量的计算方法:
22、s31:利用辛普森面积计算公式计算当前集合中图形的辛普森面积;
23、s32:获取图形中任意一个点的坐标值作为目标点的坐标值,获取与目标点相邻的两个点的坐标值,根据这三个点的坐标值利用辛普森面积公式计算由这三个点构成的三角形的面积;
24、s33:若所述图形的辛普森面积与所述三角形的面积之积大于零,则所述目标点为凸点,否则为凹点;
25、s34:若步骤s33出现凹点或者凸点,则凹凸点数量加1;
26、s35:重复s32-s34,直至图形中所有点计算完毕,以获得当前集合中图形的凹凸点数量。
27、优选的,所述s4进一步包括:
28、若相邻集合的复杂度之差小于设定阈值,则将相应集合对应的增减材操作序列进行优化整合。
29、优选的,所述复杂度包括凹凸点数量。
30、经由上述的技术方案可知,与现有技术相比,本发明提供了一种基于激光增减材复合制造的序列规划方法,通过计算各集合中图形的直径、相邻集合中图形的横纵坐标之差以及各集合中图形的凹凸点数量来预生成增减材交替序列,最后利用相邻集合的复杂度之差来优化预生成的增减材交替序列以获得最终的增减材交替序列。本发明优化后的增减材交替序列减少了减材操作的介入次数,提高了基于激光增减材复合制造的加工效率。
技术特征:
1.一种基于激光增减材复合制造的序列规划方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,s1中所述切片操作为不等厚切片操作:
3.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s2进一步包括:
4.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s3进一步包括:
5.根据权利要求4所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s3进一步包括:
6.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s3进一步包括:
7.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s3进一步包括:
8.根据权利要求7所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s3进一步包括:
9.根据权利要求1所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,所述s4进一步包括:
10.根据权利要求9所述的一种基于激光增减材复合制造的序列规划方法,其特征在于,
技术总结
本发明公开了一种基于激光增减材复合制造的序列规划方法,包括以下步骤:S1:绘制待制造结构件的三维模型,并对所述三维模型进行切片操作,获得包含若干层图形的切片文件;S2:按图形层叠顺序比对相邻图形的轮廓,若第n+1层图形与其相邻的第n层图形的轮廓相等,则将第n+1层图形划入第n层图形所在集合中;否则新建集合存储第n+1层图形,n≥1;按照集合新建顺序生成增材序列;S3:利用各集合中图形的直径、相邻集合中图形的横纵坐标之差以及各集合中图形的凹凸点数量预生成增减材交替序列;S4:比对相邻集合的复杂度,对所述预生成增减材交替序列进行优化整合,获得最终增减材交替序列,本发明可以提高增减材复合制造的效率。
技术研发人员:何博,耿星玉,殷嘉豪
受保护的技术使用者:上海工程技术大学
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!