一种钨合金电脉冲辅助切削加工用刀具设计方法
本发明属于机械切削刀具,具体涉及一种钨合金电脉冲辅助切削加工用刀具设计方法。
背景技术:
1、钨合金材料得益于其硬度大、强度高、耐高温、受热变形小、绝热剪切能力强、吸收射线能力强等一系列优异的性能特点,其加工件在核能、航空航天和国防科技等尖端科学领域均有重要应用。
2、但钨合金强度硬度高,弹性模量小不易变形,属于典型难加工材料,且加工过程中切削力大、切削温度高,刀具极易磨损,导致加工成本高、效率低。研究表明,电致塑性效应可显著降低金属变形抗力,提高塑性变形能力,促进材料的位错运动,电脉冲辅助切削钨合金可显著减小切削过程中产生的切削力和切削热。
3、但是,目前市面上使用的刀具均没有专门针对钨合金电脉冲辅助切削的,现有使用的标准刀具进行生产难以避免因快速磨损导致的刀具失效等问题,无法满足电塑性加工要求,因此需要对切削刀具进行设计优化。
4、通过对公开专利的检索,发现一篇与本专利申请相似的公开专利文献:
5、公开号:cn112651148a,专利名称为:一种具有优化功能的三维可视化刀具设计系统及方法的发明专利中记载“通过有限元仿真模块得到仿真数据,利用优化模块对刀具参数进行优化,得到最优刀具参数”,虽然该技术方案能够进行刀具的优化设计,但该方案未考虑电参数的影响,应用在钨合金电脉冲辅助加工中刀具设计效果较差。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种钨合金电脉冲辅助切削加工用刀具设计方法,解决钨合金切削加工刀具设计制造与实际应用关联弱且刀具易失效等难题,提升钨合金切削加工品质与效率。
2、本发明解决其技术问题是通过以下技术方案实现的:
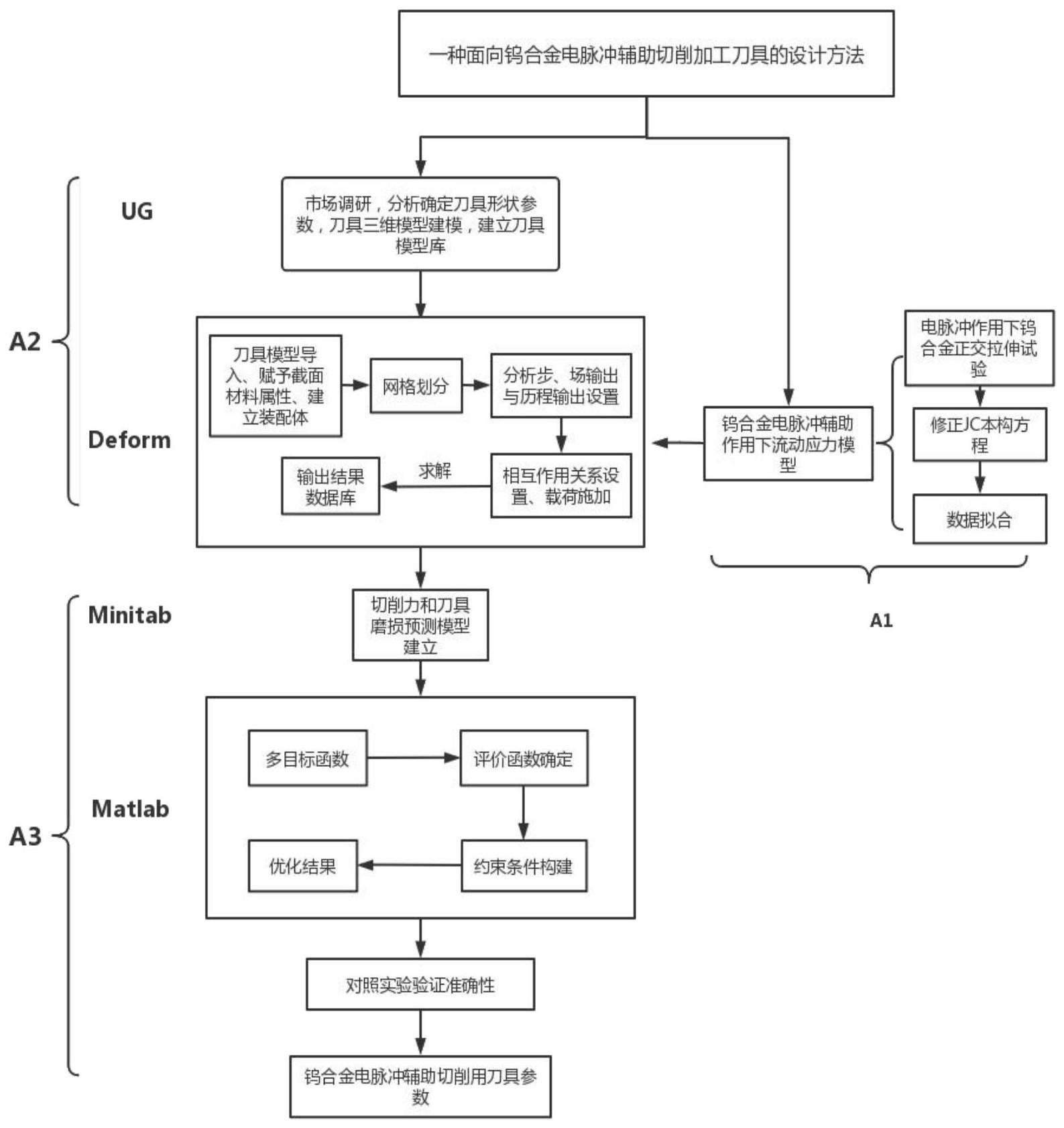
3、一种钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述设计方法的步骤为:
4、s1、确定钨合金拉伸试样的形状、尺寸并做喷漆处理,使用万能电子试验机和高频脉冲电源对喷漆处理完毕的拉伸试样进行拉伸速度、有效电流密度、脉冲频率、峰值电流密度、电压、试验温度及表面最大温度的七水平正交单向拉伸试验,测得测量点温度、应力及应变值,并获得应力-应变曲线,基于原有的johnson-cook本构方程和正交实验数据,将钨合金材料通电时的有效脉冲电流值作为考虑因素,修正原有本构方程,使用matlab数值计算软件对应力-应变曲线进行拟合,使得函数图线与试验数据曲线基本吻合,求得式中待确定模型参数,得到钨合金电脉冲辅助作用下流动应力模型;
5、s2、使用nx12.0三维建模软件建立不同几何参数的刀具模型,组成刀具模型库,将刀具模型导入deform有限元仿真软件,在材料设置中使用步骤s1中得到的钨合金电脉冲辅助作用下流动应力模型,进行电流参数、切削参数与刀具几何参数的八因素正交仿真试验;所述电流参数包括电流密度j和脉冲频率f,所述切削参数包括切削速度vc、进给速度fv和切削深度ap,所述刀具几何参数包括倒棱宽度bγo1、倒棱角度γo1和刀尖圆弧半径r;仿真计算得到切削力和刀具磨损量的数据;
6、s3、基于minitab统计学软件和步骤s2的八因素正交仿真试验数据建立切削力的一阶线性回归方程及刀具磨损量的二阶响应曲面回归模型,以最小切削力和最小刀具磨损值作为目标函数,通过线性加权法确定评价函数,使用matlab软件中的遗传算法ga得到多目标优化结果,设置对照试验验证优化结果的优越性,最终得到最优钨合金电脉冲辅助切削用刀具的几何参数,完成刀具设计。
7、而且,所述步骤s1中喷漆处理具体为:选用耐高温自喷漆,对钨合金拉伸试样进行正、反双面喷涂,自然晾干后进行二次喷涂。
8、而且,所述步骤s1中钨合金电脉冲辅助作用下流动应力模型为:
9、
10、其中:其中:为体现脉冲电流对材料流动应力影响的作用式;
11、j为有效电流密度,f为脉冲频率;
12、为等效应变,为等效塑性应变率,为参考应变速率,取0.0008s-1;
13、为无量纲温度;
14、t为材料温度,tr为室温;
15、tm为软化温度,计算为93w-4.9ni-2.1fe钨合金的tm=1457℃;
16、a为参考应变率和参考温度下的初始屈服应力,b和n为材料应变硬化模量和硬化指数,c为材料应变率强化参数,m为材料热软化指数,a、b为模型特征参数。
17、而且,所述步骤s2中刀具几何参数具体为:倒棱宽度bγo1:0.1~0.2mm;倒棱角度γo1:20~30°;刀尖圆弧半径r:0.4~1.2mm。
18、而且,所述步骤s3中设置对照试验验证具体为:记录电参数、切削参数和刀具几何形状参数优化后的预测值,使用相同参数进行钨合金电脉冲辅助作用下干式切削试验,测量切削过程中的切削力与刀具磨损值,对比优化后的预测值,如误差保持在可接受范围内,说明设计方法的准确性;同时设立切削经验值组作为参照,记录实验后切削力与刀具磨损值,对比优化结果。
19、而且,所述钨合金电脉冲辅助作用下流动应力模型中参数范围为,有效电流密度j:6.13~11.82a/mm2,脉冲频率f:150~300hz。
20、本发明的优点和有益效果为:
21、1、本发明钨合金电脉冲辅助切削加工用刀具设计方法,首先通过钨合金电脉冲辅助作用下正交拉伸实验,基于原有的johnson-cook材料本构模型和正交实验数据,使用matlab软件拟合数据后得到钨合金电脉冲辅助作用下流动应力模型,后应用此模型经过仿真与多目标优化,得到最优刀具参数;此设计方法充分了考虑了有效电流的影响,实现根据电塑性加工要求完成刀具设计的目的,显著提高了高频脉冲电流辅助作用下难加工材料切削专用刀具的设计效率,为钨合金的高效高质量加工提供了理论与实践指导。
技术特征:
1.一种钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述设计方法的步骤为:
2.根据权利要求1所述的钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述步骤s1中喷漆处理具体为:选用耐高温自喷漆,对钨合金拉伸试样进行正、反双面喷涂,自然晾干后进行二次喷涂。
3.根据权利要求1所述的钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述步骤s1中钨合金电脉冲辅助作用下流动应力模型为:
4.根据权利要求1所述的钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述步骤s2中刀具几何参数具体为:倒棱宽度bγo1:0.1~0.2mm;倒棱角度γo1:20~30°;刀尖圆弧半径r:0.4~1.2mm。
5.根据权利要求1所述的钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述步骤s3中设置对照试验验证具体为:记录电参数、切削参数和刀具几何形状参数优化后的预测值,使用相同参数进行钨合金电脉冲辅助作用下干式切削试验,测量切削过程中的切削力与刀具磨损值,对比优化后的预测值,如误差保持在可接受范围内,说明设计方法的准确性;同时设立切削经验值组作为参照,记录实验后切削力与刀具磨损值,对比优化结果。
6.根据权利要求3所述的钨合金电脉冲辅助切削加工用刀具设计方法,其特征在于:所述钨合金电脉冲辅助作用下流动应力模型中参数范围为,有效电流密度j:6.13~11.82a/mm2,脉冲频率f:150~300hz。
技术总结
本发明涉及一种钨合金电脉冲辅助切削加工用刀具设计方法,首先通过钨合金电脉冲辅助作用下正交拉伸实验,基于原有的Johnson‑Cook材料本构模型和正交实验数据,使用Matlab软件拟合数据后得到钨合金电脉冲辅助作用下流动应力模型;其次使用三维建模软件建立不同几何参数的刀具模型并导入参数计算得到刀具切削力和刀具磨损量的数据;最后仿真与多目标优化,得到最优刀具参数。本发明的设计方法充分考虑了有效电流的影响,实现根据电塑性加工要求完成刀具设计的目的,显著提高了高频脉冲电流辅助作用下难加工材料切削专用刀具的设计效率,为钨合金的高效高质量加工提供了理论与实践指导。
技术研发人员:陈光军,于志威,王建肖,贾熊飞,刘杰,黄佳帅
受保护的技术使用者:天津职业技术师范大学(中国职业培训指导教师进修中心)
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!