一种冲压有效冲程的核算方法、系统、设备及存储介质与流程
本发明属于冲压工艺,具体涉及一种基于模型的冲压有效冲程的核算方法、系统、设备及存储介质。
背景技术:
1、随着数字化与智能化生产方式在制造业中的广泛应用,发挥制造大数据的价值对革新生产过程管理具有重要意义。把冲压技术的方法、知识经验和积累变成软件、算法和模型,嵌入到冲压装备中,是冲压生产未来的发展趋势。
2、传统的冲压线生产,人工统计生产、停台等数据进行分析,存在人为因素导致的信息不准确,传递环节的信息质量衰减等问题,不利于生产运营水平分析、问题快速识别和处理、生产计划精准排布等。
技术实现思路
1、为了解决现有的复杂冲压产品生产过程中精细管控问题,本发明提出一种冲压有效冲程的核算方法、系统、设备及存储介质,该方法通过大数据长时间的积累,利用设备与数字化融合的技术,可有效解决冲压生产过程中生产运营水平分析、问题快速识别和处理、生产计划精准排布等问题。
2、本发明通过如下技术方案实现:
3、一种冲压有效冲程的核算方法,具体包括如下步骤:
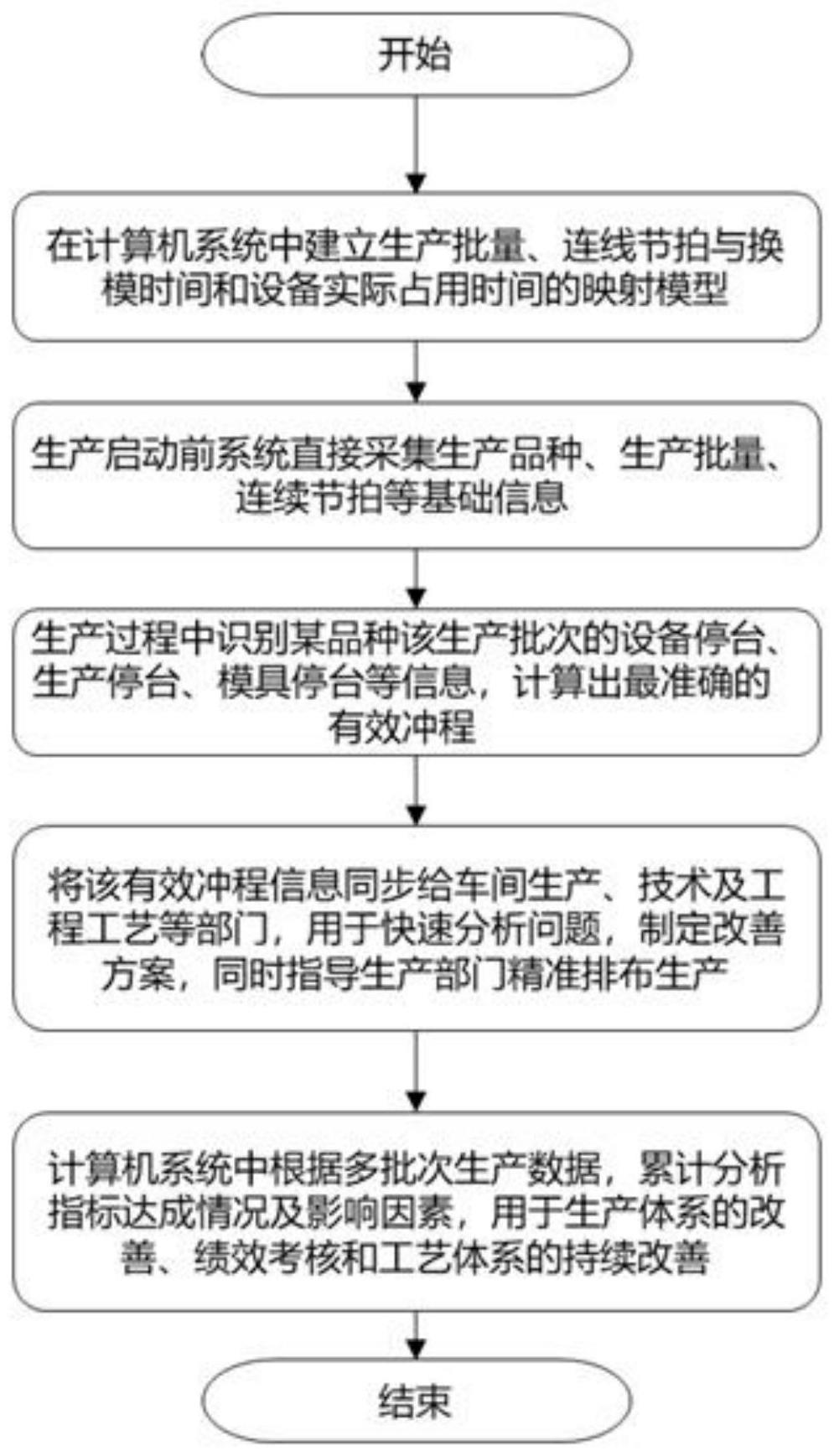
4、s1:建立生产批量、连线节拍与换模时间和设备实际占用时间的映射模型,并根据不同特征匹配不同的计算模型;
5、s2:生产启动前,采集生产品种、生产批量、连续节拍基础信息;
6、s3:生产过程中识别某品种该生产批次的设备停台、生产停台、模具停台信息,计算出有效冲程,经过系统对比分析,输出相应的图表报告;
7、s4:通过有效冲程信息可用于分析问题制定改善方案,及生产体系的改善、绩效考核和工艺体系的持续改善。
8、进一步地,步骤s1中,具体包括如下内容:
9、当生产批量q≤(t1-t2)×p时,对应计算模型s=(1-ta-tb-tc-tx)*q)/t1;
10、当生产批量q>(t1-t2)×p时,对应计算模型s=(1-ta-tb-tc-tx)*q)/t3;
11、其中,q-生产批量;s-有效冲程;p-连续节拍;ta-设备停台占比;tb-生产停台占比;tc-模具停台占比;tx-其他停台占比;t1-品种切换时间;t2-换模时间;t3-实际设备占用时间。
12、进一步地,步骤s4中,具体包括如下内容:
13、将有效冲程信息同步给车间生产、技术及工程工艺部门,用于快速分析问题,制定改善方案,同时指导生产部门精准排布生产;
14、根据多批次生产数据,累计分析指标达成情况及影响因素,用于生产体系的改善、绩效考核和工艺体系的持续改善。
15、第二方面,本发明还提供了一种基于模型的冲压有效冲程的核算系统,包括:
16、指标选取模块,用于获取管理人员设定的指标,并根据管理人员设定的指标,从预置的影响因子库中选取与核算相关的多个指标;
17、数据集建立模块,用于实际生产时采集信息,并根据各所述核算指标,采用所述实际采集信息建立核算数据集;
18、数据分析模块,用于根据所述核算数据集,利用预置的有效冲程指标对实际采集的数据进行对比分析,得到各所述实际达成与目标差异的评估;
19、图表报告构建模块,用于根据所述评估,构建各所述整体及各影响因子的差异分析报告,以展示给相关的用户,用户根据报告快速分析问题,制定改善方案,同时生产部门根据有效冲程实践达成情况及影响因子的整改计划精准排布生产,计算机系统根据多批次生产数据,累计分析指标达成情况及影响因素,展示给相关的用户,用户根据报告推进生产体系的改善及绩效考核、促进工艺体系的持续改善。
20、进一步地,所述指标选取模块包括影响因子提取单元、全局匹配单元及局部匹配单元;所述影响因子提取单元,用于识别并提取影响有效冲程的影响因子及对应的指标,所述全局匹配单元用于有效冲程s的实际达成与指标的匹配,所述局部匹配单元用于生产批量q、设备停台占比ta、生产停台占比tb影响因子与对应指标的匹配。
21、进一步地,所述数据集建立模块包括数据集建立单元、指标选取单元、完成度提取单元;其中,所述数据集建立单元用于采集某品种生产时该生产批次的设备停台、生产停台、模具停台、其他停台信息,所述指标选取单元用于根据所采集的数据从预置指标中选取对应的核算指标,所述完成度提取单元用于提取设备停台、生产停台、模具停台、其他停台单项指标完成度数据。
22、进一步地,所述数据分析模块包括影响因子转换单元、数据全局对比分析单元及数据单项对比分析单元;其中,所述影响因子转换单元用于将采集到的设备停台、生产停台、模具停台、其他停台数据转换为计算模型中的占比数据,所述数据全局对比分析单元用于整线、单车型、单品种的有效冲程的实际达成与指标的差异分析及多批次生产数据的累计分析,所述数据单项对比分析单元用于单品种的设备停台、生产停台、模具停台、其他停台子指标实际达成差异分析及多批次生产数据的累计分析。
23、进一步地,所述图表报告构建模块包括指标对比单元、画像构建单元及图表构建单元,其中,所述指标对比单元用于不同生产线、不同车型、不同或相同品种的对比分析,单品种的设备停台、生产停台等指标的对比分析,生产批次间的对比分析,按时间段统计的对比分析,所述画像构建单元用于整理对比分析的数据,根据不同的对象构建所述整体及各影响因子的差异分析模型,所述图表构建单元用于根据不同用户对象,构建各所述整体及各影响因子的差异分析报告,以展示给相关的用户,用户可根据报告快速分析问题,制定改善方案,推进生产体系的改善及绩效考核、促进工艺体系的持续改善。
24、第三方面,本发明实施例还提供了一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如本发明实施例中任一所述的一种冲压有效冲程的核算方法。
25、第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明实施例中任一所述的一种冲压有效冲程的核算方法。
26、与现有技术相比,本发明的优点如下:
27、本发明的一种冲压有效冲程的核算方法、系统、设备及存储介质,将传统冲压有效冲程人工统计分析,信息传递的方式转变为依靠系统统计分析,信息共享,各部门高效协同的模式,大大提升了信息准确度和工作效率。
技术特征:
1.一种冲压有效冲程的核算方法,其特征在于,具体包括如下步骤:
2.如权利要求1所述的一种冲压有效冲程的核算方法,其特征在于,步骤s1中,具体包括如下内容:
3.如权利要求1所述的一种冲压有效冲程的核算方法,其特征在于,步骤s4中,具体包括如下内容:
4.一种基于模型的冲压有效冲程的核算系统,用于实现如权利要求1-3任一项所述的方法,其特征在于,包括:
5.如权利要求4所述的一种基于模型的冲压有效冲程的核算系统,其特征在于,所述指标选取模块包括影响因子提取单元、全局匹配单元及局部匹配单元;所述影响因子提取单元,用于识别并提取影响有效冲程的影响因子及对应的指标,所述全局匹配单元用于有效冲程s的实际达成与指标的匹配,所述局部匹配单元用于生产批量q、设备停台占比ta、生产停台占比tb影响因子与对应指标的匹配。
6.如权利要求4所述的一种基于模型的冲压有效冲程的核算系统,其特征在于,所述数据集建立模块包括数据集建立单元、指标选取单元、完成度提取单元;其中,所述数据集建立单元用于采集某品种生产时该生产批次的设备停台、生产停台、模具停台、其他停台信息,所述指标选取单元用于根据所采集的数据从预置指标中选取对应的核算指标,所述完成度提取单元用于提取设备停台、生产停台、模具停台、其他停台单项指标完成度数据。
7.如权利要求4所述的一种基于模型的冲压有效冲程的核算系统,其特征在于,所述数据分析模块包括影响因子转换单元、数据全局对比分析单元及数据单项对比分析单元;其中,所述影响因子转换单元用于将采集到的设备停台、生产停台、模具停台、其他停台数据转换为计算模型中的占比数据,所述数据全局对比分析单元用于整线、单车型、单品种的有效冲程的实际达成与指标的差异分析及多批次生产数据的累计分析,所述数据单项对比分析单元用于单品种的设备停台、生产停台、模具停台、其他停台子指标实际达成差异分析及多批次生产数据的累计分析。
8.如权利要求4所述的一种基于模型的冲压有效冲程的核算系统,其特征在于,所述图表报告构建模块包括指标对比单元、画像构建单元及图表构建单元,其中,所述指标对比单元用于不同生产线、不同车型、不同或相同品种的对比分析,单品种的设备停台、生产停台指标的对比分析,生产批次间的对比分析,按时间段统计的对比分析,所述画像构建单元用于整理对比分析的数据,根据不同的对象构建所述整体及各影响因子的差异分析模型,所述图表构建单元用于根据不同用户对象,构建各所述整体及各影响因子的差异分析报告,以展示给相关的用户,用户可根据报告快速分析问题,制定改善方案,推进生产体系的改善及绩效考核、促进工艺体系的持续改善。
9.一种计算机设备,其特征在于,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如权利要求1-3任一项所述的一种冲压有效冲程的核算方法。
10.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,该程序被处理器执行时实现如权利要求1-3任一项所述的一种冲压有效冲程的核算方法。
技术总结
本发明公开了一种基于模型的冲压有效冲程的核算方法、系统、设备及存储介质,属于冲压工艺技术领域,包括:建立生产批量、连线节拍与换模时间和设备实际占用时间的映射模型,并根据不同特征匹配不同的计算模型;生产启动前,采集生产品种、生产批量、连续节拍基础信息;生产过程中识别某品种该生产批次的设备停台、生产停台、模具停台信息,计算出有效冲程,经过系统对比分析,输出相应的图表报告;该方法通过大数据长时间的积累,利用设备与数字化融合的技术,可有效解决冲压生产过程中生产运营水平分析、问题快速识别和处理、生产计划精准排布等问题。
技术研发人员:高鹏,邰伟彬,高洪雷,马天流,李文彬,杨咏,苏广川,白昱璟,薛洪涛,金锋
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!