一种焊缝熔池尺寸定量预测方法与流程
本发明涉及焊接,尤其涉及一种焊缝熔池尺寸定量预测方法。
背景技术:
1、弧焊是一种常用的焊接方式,相比于激光焊、电子束焊和搅拌摩擦焊等新兴的焊接方式,弧焊具有灵活性好(设备便携、易流通)且经过了长时间的发展,工艺比较稳定(工艺参数控制方法多且有效、焊缝成型稳定)等特点,因而在焊接作业中(尤其是较复杂难以自动化焊接的结构件中)具有支配性的地位。
2、现有技术中,熔深、熔宽与焊接质量高度相关,所以熔深、熔宽的定量预测具有重要的意义。
3、然而,在缺乏对焊接机理有足够的认识与了解的基础上很难做到对熔宽、熔深精准鲁棒地预测。
技术实现思路
1、本发明提供一种焊缝熔池尺寸定量预测方法,用以解决现有技术中在缺乏对焊接机理有足够的认识与了解的基础上很难做到对熔宽、熔深精准鲁棒地预测的缺陷。
2、本发明提供一种焊缝熔池尺寸定量预测方法,包括:
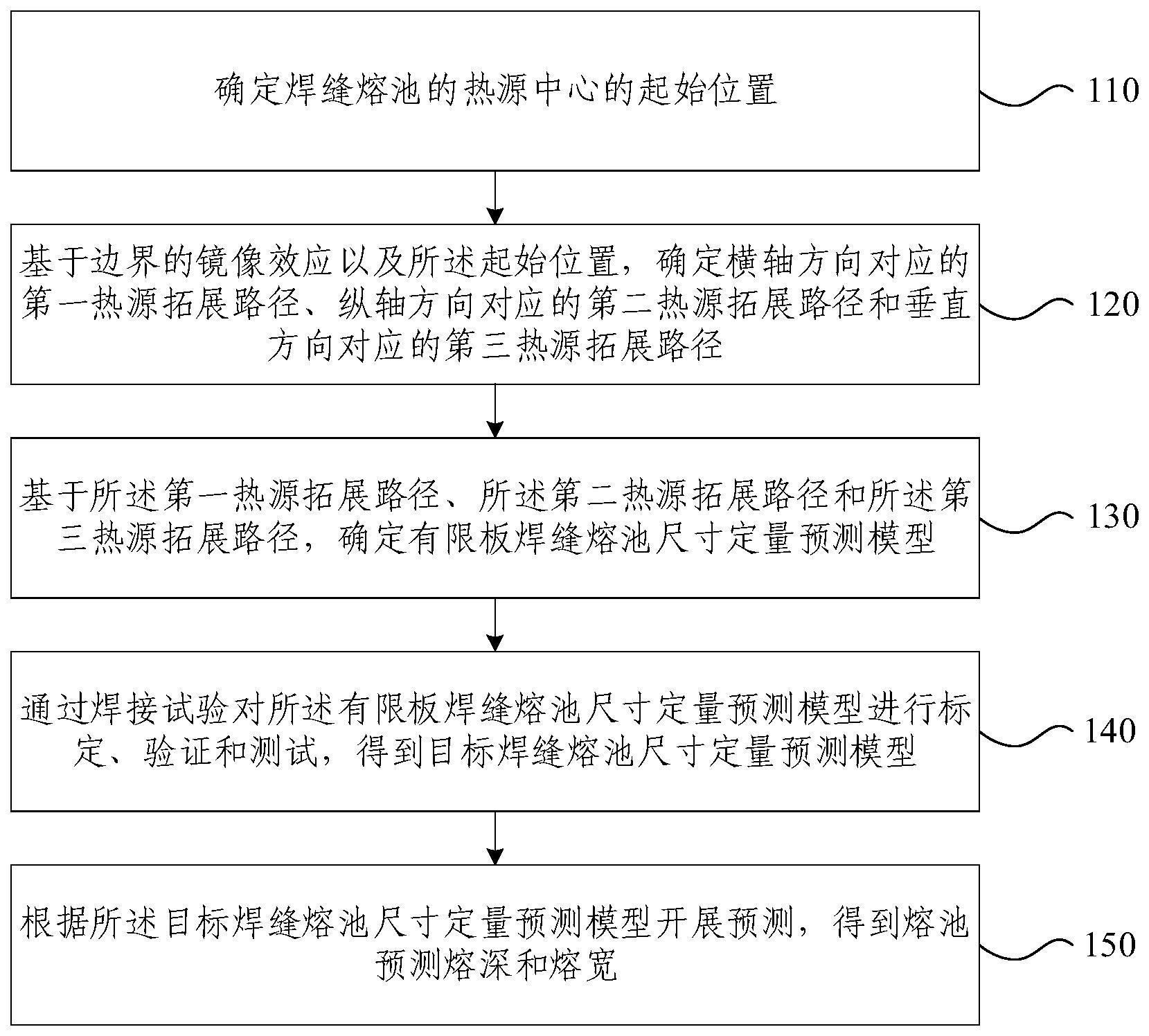
3、确定焊缝熔池的热源中心的起始位置;
4、基于边界的镜像效应以及所述起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径;
5、基于所述第一热源拓展路径、所述第二热源拓展路径和所述第三热源拓展路径,确定有限板焊缝熔池尺寸定量预测模型;
6、通过焊接试验对所述有限板焊缝熔池尺寸定量预测模型进行标定、验证和测试,得到目标焊缝熔池尺寸定量预测模型;
7、根据所述目标焊缝熔池尺寸定量预测模型开展预测,得到熔池预测熔深和熔宽。
8、根据本发明提供的一种焊缝熔池尺寸定量预测方法,所述基于边界的镜像效应以及所述起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径,包括:
9、基于所述横轴方向的镜像次数、板材的长度和所述起始位置距离第一边界的第一距离,确定所述第一热源拓展路径;
10、基于所述纵轴方向的镜像次数、所述板材的宽度和所述起始位置距离第二边界的第二距离,确定所述第二热源拓展路径;
11、基于所述纵轴方向的镜像次数、所述板材的厚度,确定所述第三热源拓展路径。
12、根据本发明提供的一种焊缝熔池尺寸定量预测方法,所述基于所述横轴方向的镜像次数、板材的长度和所述起始位置距离第一边界的第一距离,确定所述第一热源拓展路径,包括:
13、基于如下公式,确定所述第一热源拓展路径:
14、
15、其中,xh表示第一热源拓展路径,h表示横轴方向的镜像次数,l+lr+lf表示板材的长度,lr表示起始位置距离第一边界的第一距离,x表示热源中心的横轴坐标。
16、根据本发明提供的一种焊缝熔池尺寸定量预测方法,所述基于所述纵轴方向的镜像次数、所述板材的宽度和所述起始位置距离第二边界的第二距离,确定所述第二热源拓展路径,包括:
17、基于如下公式,确定所述第二热源拓展路径:
18、yi=[2i+1+(-1)i+1]b+[(-1)i-1]bl+(-1)iy
19、其中,yi表示第二热源拓展路径,i表示纵轴方向的镜像次数,b表示板材的宽度的二分之一,bl表示起始位置距离第二边界的第二距离,y表示热源中心的纵轴坐标。
20、根据本发明提供的一种焊缝熔池尺寸定量预测方法,所述基于所述纵轴方向的镜像次数、所述板材的厚度,确定所述第三热源拓展路径,包括:
21、基于如下公式,确定所述第三热源拓展路径:
22、
23、其中,zj表示第三热源路径,j表示纵轴方向的镜像次数,d表示板材的厚度,z表示热源中心的垂直方向坐标。
24、根据本发明提供的一种焊缝熔池尺寸定量预测方法,所述基于所述第一热源拓展路径、所述第二热源拓展路径和所述第三热源拓展路径,确定焊缝熔池尺寸定量预测模型,包括:
25、将所述第一热源拓展路径、所述第二热源拓展路径和所述第三热源拓展路径代入双椭球热源模型中,得到所述焊缝熔池尺寸定量预测模型。
26、本发明还提供一种焊缝熔池尺寸定量预测装置,包括:
27、确定位置单元,用于确定焊缝熔池的热源中心的起始位置;
28、确定热源拓展路径单元,用于基于边界的镜像效应以及所述起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径;
29、确定预测模型单元,用于基于所述第一热源拓展路径、所述第二热源拓展路径和所述第三热源拓展路径,确定有限板焊缝熔池尺寸定量预测模型;
30、焊接试验单元,用于通过焊接试验对所述有限板焊缝熔池尺寸定量预测模型进行标定、验证和测试,得到目标焊缝熔池尺寸定量预测模型;
31、求解单元,用于根据所述目标焊缝熔池尺寸定量预测模型开展预测,得到熔池预测熔深和熔宽;
32、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述焊缝熔池尺寸定量预测方法。
33、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述焊缝熔池尺寸定量预测方法。
34、本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上述任一种所述焊缝熔池尺寸定量预测方法。
35、本发明提供的焊缝熔池尺寸定量预测方法,基于边界的镜像效应以及起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径,再基于第一热源拓展路径、第二热源拓展路径和第三热源拓展路径,确定焊缝熔池尺寸定量预测模型,通过焊接试验对有限板焊缝熔池尺寸定量预测模型进行标定、验证和测试,得到目标焊缝熔池尺寸定量预测模型,最后,根据目标焊缝熔池尺寸定量预测模型开展预测,得到熔深和熔宽,此过程利用边界的镜像效应将焊缝熔池尺寸定量预测模型从无限板扩展到有限板,由此,拓宽了焊缝熔池尺寸定量预测模型的应用范围,提高了熔宽、熔深预测的准确性和可靠性,此模型能够对焊接过程中熔池熔宽和熔深进行较高精度的实时预测,为智能化焊接提供有力保障。
技术特征:
1.一种焊缝熔池尺寸定量预测方法,其特征在于,包括:
2.根据权利要求1所述的焊缝熔池尺寸定量预测方法,其特征在于,所述基于边界的镜像效应以及所述起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径,包括:
3.根据权利要求2所述的焊缝熔池尺寸定量预测方法,其特征在于,所述基于所述横轴方向的镜像次数、板材的长度和所述起始位置距离第一边界的第一距离,确定所述第一热源拓展路径,包括:
4.根据权利要求2所述的焊缝熔池尺寸定量预测方法,其特征在于,所述基于所述纵轴方向的镜像次数、所述板材的宽度和所述起始位置距离第二边界的第二距离,确定所述第二热源拓展路径,包括:
5.根据权利要求2所述的焊缝熔池尺寸定量预测方法,其特征在于,所述基于所述纵轴方向的镜像次数、所述板材的厚度,确定所述第三热源拓展路径,包括:
6.根据权利要求1至5中任一项所述的焊缝熔池尺寸定量预测方法,其特征在于,所述基于所述第一热源拓展路径、所述第二热源拓展路径和所述第三热源拓展路径,确定焊缝熔池尺寸定量预测模型,包括:
7.一种焊缝熔池尺寸定量预测装置,其特征在于,包括:
8.一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现如权利要求1至6任一项所述焊缝熔池尺寸定量预测方法。
9.一种非暂态计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至6任一项所述焊缝熔池尺寸定量预测方法。
10.一种计算机程序产品,包括计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1至6任一项所述焊缝熔池尺寸定量预测方法。
技术总结
本发明提供一种焊缝熔池尺寸定量预测方法,其中方法包括:确定焊缝熔池的热源中心的起始位置;基于边界的镜像效应以及起始位置,确定横轴方向对应的第一热源拓展路径、纵轴方向对应的第二热源拓展路径和垂直方向对应的第三热源拓展路径;基于第一热源拓展路径、第二热源拓展路径和第三热源拓展路径,确定有限板焊缝熔池尺寸定量预测模型;通过焊接试验对有限板焊缝熔池尺寸定量预测模型进行标定、验证和测试;根据标定后的焊缝熔池尺寸定量预测模型开展预测,得到预测熔深和熔宽。此过程利用边界的镜像效应将模型从无限板扩展到有限板,拓宽了模型应用范围,此模型对焊接过程中熔宽和熔深进行较高精度的实时预测,为智能化焊接提供有力保障。
技术研发人员:程永超,马志,王添,刘蕊,李明高,田寅,龚明,赵明元,刘昱,胡浩,刘雯
受保护的技术使用者:中车工业研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!