一种塑料模具注塑表面缺陷检测方法与流程
本发明涉及图像数据处理,具体涉及一种塑料模具注塑表面缺陷检测方法。
背景技术:
1、由于塑料种类多样,且塑料模具生产注塑产品的工艺较为复杂,生产完成后的注塑产品表面不可避免的存在各种缺陷,注塑产品往往是批量生产的,流水线上的注塑产品具有高度相似性,因此现有技术中往往使用模板匹配算法对注塑产品表面缺陷进行检测,由于实际生产环境中存在自然光照的影响,导致即使正常的注塑产品表面也会与模板图像之间存在灰度差异。此外,部分缺陷并不会造成注塑产品表面发生明显的灰度变化,如凹陷缺陷,在自然关照的干扰下,无法判断发生灰度变化的像素点是缺陷造成的还是光照造成的,因此使用传统的模板匹配算法对注塑产品表面缺陷的检测效果较差。
技术实现思路
1、本发明提供一种塑料模具注塑表面缺陷检测方法,以解决现有的问题。
2、本发明的一种塑料模具注塑表面缺陷检测方法采用如下技术方案:
3、本发明一个实施例提供了一种塑料模具注塑表面缺陷检测方法,该方法包括以下步骤:
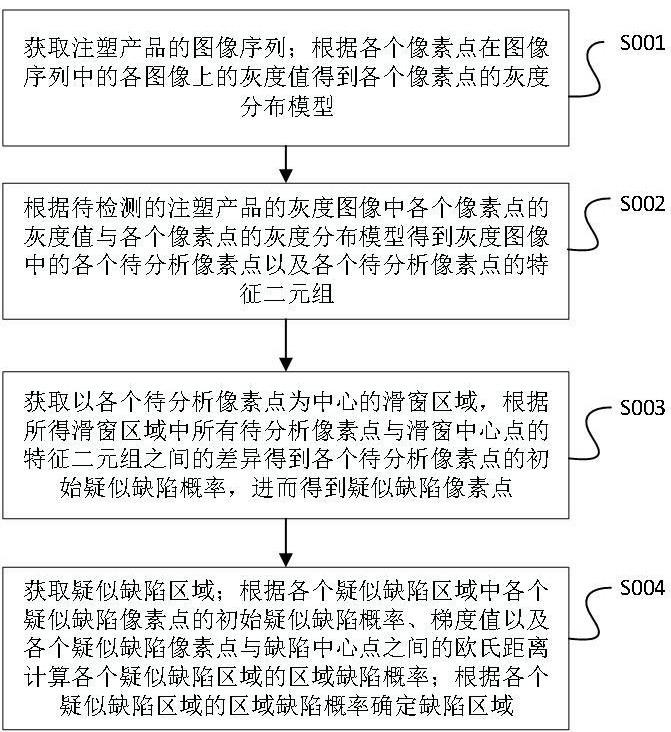
4、对检测合格的注塑产品进行设定时间内的实时图像采集,得到注塑产品的图像序列;根据各个像素点在图像序列中的各灰度图像上的灰度值得到各个像素点的灰度分布模型;
5、根据待检测的注塑产品的灰度图像中各个像素点的灰度值与各个像素点的灰度分布模型得到灰度图像中的各个待分析像素点,并计算灰度图像中各个待分析像素点的特征二元组;
6、获取以各个待分析像素点为中心的滑窗区域,根据所得滑窗区域中所有待分析像素点的特征二元组与滑窗中心点的特征二元组之间的差异得到各个待分析像素点的初始疑似缺陷概率;根据各个待分析像素点的初始疑似缺陷概率得到疑似缺陷像素点;对所有疑似缺陷像素点的坐标进行聚类,得到多个疑似缺陷区域以及各个疑似缺陷区域的缺陷中心点坐标;
7、根据各个疑似缺陷区域中所包含的各个疑似缺陷像素点的初始疑似缺陷概率以及各个疑似缺陷像素点在待检测的注塑产品的梯度图像中的梯度值得到各个疑似缺陷像素点的缺陷概率;根据各个疑似缺陷区域中所包含的各个疑似缺陷像素点与缺陷中心点坐标之间的欧氏距离以及各个疑似缺陷像素点的缺陷概率得到各个疑似缺陷区域的区域缺陷概率;根据各个疑似缺陷区域的区域缺陷概率得到缺陷区域。
8、优选的,所述根据灰度图像中的各个待分析像素点的方法为:
9、对于灰度图像中的任意一个像素点,获取该像素点所对应的灰度分布模型中各个子高斯模型的灰度范围,若该像素点的灰度值处于任意一个子高斯模型的灰度范围内,该像素点为待分析像素点;否则,该像素点为缺陷像素点。
10、优选的,所述灰度图像中各个待分析像素点的特征二元组的获取方法为:
11、以任意一个待分析像素点为目标像素点,获取与目标像素点的灰度值匹配的子高斯模型,计算目标像素点的灰度值和与所得子高斯模型的均值之间的差值;计算3.0与所得子高斯模型的标准差之间的乘积,将所得差值与所得乘积之间的比值作为目标像素点的灰度偏移量;所得子高斯模型的均值以及目标像素点的灰度偏移量组成目标像素点的特征二元组,以灰度图像中的各个待分析像素点为目标像素点,得到灰度图像中各个待分析像素点的特征二元组。
12、优选的,所述各个待分析像素点的初始疑似缺陷概率的获取方法为:
13、获得所得滑窗区域中每个待分析像素点与滑窗中心点的灰度偏移量之间的差值以及所得各个差值的平均值,将每个待分析像素点对应的差值与所得平均值之间的差值作每个待分析像素点的第一差异指标;
14、将所得滑窗区域中每个待分析像素点的特征二元组中的子高斯模型均值与滑窗中心点特征二元组中的子高斯模型均值之间的差值作为每个待分析像素点的第二差异指标;根据所得滑窗区域中每个待分析像素点与滑窗中心点之间的欧氏距离得到每个待分析像素点与滑窗中心点之间第二差异指标的参考权重;
15、计算所得滑窗区域中每个待分析像素点的第二差异指标的平方及其参考权重之间的乘积,将所得乘积与每个待分析像素点的第一差异指标的平方之间的加和结果作为每个待分析像素点与滑窗中心点之间的差异程度;
16、计算所得滑窗区域中每个待分析像素点与滑窗中心点之间差异程度的平均值,记为各个滑窗中心点的差异程度;根据各个滑窗中心点的差异程度得到各个滑窗中心点的初始疑似缺陷概率,即灰度图像中各个待分析像素点的初始疑似缺陷概率。
17、优选的,所述疑似缺陷像素点的获取方法为:设置第一阈值,当各个待分析像素点的初始疑似缺陷概率大于等于第一阈值时,各个待分析像素点为疑似缺陷像素点;否则各个待分析像素点不为疑似缺陷像素点。
18、优选的,所述各个疑似缺陷像素点的缺陷概率的获取方法为:
19、获取梯度图像中所有待分析像素点的梯度最大值,计算各个疑似缺陷像素点的梯度值与梯度最大值之间的比值,将1.0与所得比值之间的差值作为各个疑似缺陷像素点的修正程度;将各个疑似缺陷像素点的初始疑似缺陷概率与各个疑似缺陷像素点的修正程度之间的乘积作为各个疑似缺陷像素点的缺陷概率。
20、优选的,所述各个疑似缺陷区域的区域缺陷概率的获取方法为:
21、计算各个疑似缺陷区域中所包含的各个疑似缺陷像素点与缺陷中心点之间的欧氏距离,根据所得欧氏距离得到各个疑似缺陷像素点的参考权重,将各个疑似缺陷像素点的参考权重与各个疑似缺陷像素点的缺陷概率的乘积的累加和作为各个疑似缺陷区域的区域缺陷概率。
22、优选的,所述缺陷区域的获取方法为:设置第二阈值,当一个疑似缺陷区域的区域缺陷概率大于等于第二阈值时,该疑似缺陷区域为一个缺陷区域,否则该疑似缺陷区域不为缺陷区域。
23、优选的,所述第二阈值设置为0.8。
24、优选的,所述第一阈值设置为0.3。
25、本发明的有益效果是:本发明获取注塑产品表面图像中各个像素点的灰度分布模型,并根据待检测的注塑产品表面相同位置上各个像素点的灰度值相对于其灰度分布模型的特征二元组之间的差异判断图像中缺陷存在概率,可以实现在自然光照本身存在变化的情况以及注塑产品表面本身设计由凹槽区域的情况下,对注塑产品表面灰度变化不明显的凹陷缺陷进行检测,方法简单快速。
技术特征:
1.一种塑料模具注塑表面缺陷检测方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述灰度图像中的各个待分析像素点的获取方法为:
3.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述灰度图像中各个待分析像素点的特征二元组的获取方法为:
4.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述各个待分析像素点的初始疑似缺陷概率的获取方法为:
5.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述疑似缺陷像素点的获取方法为:设置第一阈值,当各个待分析像素点的初始疑似缺陷概率大于等于第一阈值时,各个待分析像素点为疑似缺陷像素点;否则各个待分析像素点不为疑似缺陷像素点。
6.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述各个疑似缺陷像素点的缺陷概率的获取方法为:
7.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述各个疑似缺陷区域的区域缺陷概率的获取方法为:
8.根据权利要求1所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述缺陷区域的获取方法为:设置第二阈值,当一个疑似缺陷区域的区域缺陷概率大于等于第二阈值时,该疑似缺陷区域为一个缺陷区域,否则该疑似缺陷区域不为缺陷区域。
9.根据权利要求8所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述第二阈值设置为0.8。
10.根据权利要求5所述的一种塑料模具注塑表面缺陷检测方法,其特征在于,所述第一阈值设置为0.3。
技术总结
本发明涉及图像数据处理技术领域,具体涉及一种塑料模具注塑表面缺陷检测方法,包括:获取注塑产品的图像序列,得到各个像素点的灰度分布模型;根据待检测的注塑产品的灰度图像中各个像素点的灰度值与各个像素点的灰度分布模型得到各个待分析像素点以及各个待分析像素点的特征二元组;根据各个待分析像素点的初始疑似缺陷概率,得到疑似缺陷像素点;获取疑似缺陷区域;根据各个疑似缺陷区域中各个疑似缺陷像素点的初始疑似缺陷概率、梯度值以及各个疑似缺陷像素点与缺陷中心点之间的欧氏距离计算各个疑似缺陷区域的区域缺陷概率;根据各个疑似缺陷区域的区域缺陷概率确定缺陷区域。本发明可以对注塑产品表面的低对比度缺陷进行快速缺陷检测。
技术研发人员:严定春,谢道喜,陈昌宏,高传领
受保护的技术使用者:张家港市神舟机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!