铝箔餐盒冲压成型控制方法及系统与流程
本发明涉及冲压成型相关,具体涉及铝箔餐盒冲压成型控制方法及系统。
背景技术:
1、在铝箔餐盒的生产过程中,冲压模具起着非常重要的作用,但,现有的冲压模具存在一定的缺点,如铝箔餐盒冲压后容易卡在模具中,严重影响了铝箔餐盒的生产效率,同时,对于人工调整,操作人员的技术水平可能会影响调整的结果,而对于自动化生产线,机械手的精确度和稳定性也会影响调整时间和精度的质量,总的来说,难以实现高精度的控制,从而影响铝箔餐盒的质量和稳定性。
2、综上所述,现有技术中存在由于铝箔餐盒冲压成型步骤的控制精度和稳定性不佳,进而导致的所制得铝箔餐盒的产品质量无法保证的技术问题。
技术实现思路
1、本申请通过提供了铝箔餐盒冲压成型控制方法及系统,旨在解决现有技术中的由于铝箔餐盒冲压成型步骤的控制精度和稳定性不佳,进而导致的所制得铝箔餐盒的产品质量无法保证的技术问题。
2、鉴于上述问题,本申请提供了铝箔餐盒冲压成型控制方法及系统。
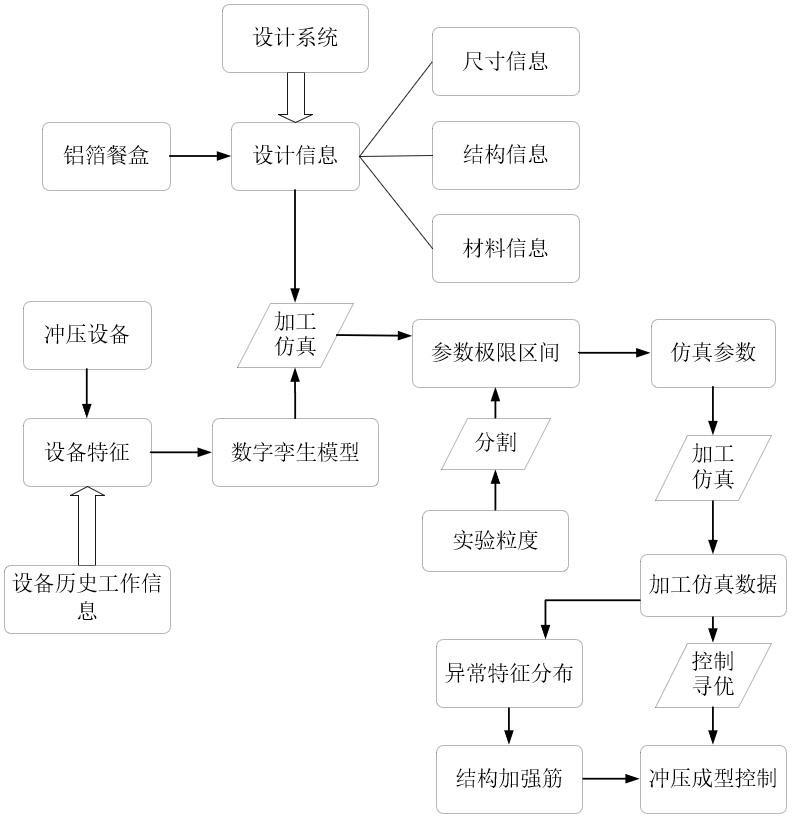
3、本申请公开的第一个方面,提供了铝箔餐盒冲压成型控制方法,其中,所述方法包括:构建铝箔餐盒的设计信息,所述设计信息通过接入设计系统获取,所述设计信息包括尺寸信息、结构信息和材料信息;获得冲压设备的设备特征,其中,所述设备特征通过采集设备历史工作信息构建,且所述设备特征为时序补偿特征;通过所述设备特征建立数字孪生模型,并通过数字孪生模型基于所述设计信息进行加工仿真,具体包括:配置参数极限区间,其中,参数包括压边力、摩擦润滑条件、模具间隙;设定实验粒度,通过所述实验粒度对所述参数极限区间分割,确定仿真参数;通过所述仿真参数完成加工仿真,并记录加工仿真数据;对所述加工仿真数据进行数据分析,确定异常特征分布,并依据所述异常特征分布构建结构加强筋;在所述加工仿真数据内执行控制寻优,根据控制寻优结果和结构加强筋进行铝箔餐盒的冲压成型控制。
4、本申请公开的另一个方面,提供了铝箔餐盒冲压成型控制系统,其中,所述系统包括:设计信息构建模块,用于构建铝箔餐盒的设计信息,所述设计信息通过接入设计系统获取,所述设计信息包括尺寸信息、结构信息和材料信息;设备特征获得模块,用于获得冲压设备的设备特征,其中,所述设备特征通过采集设备历史工作信息构建,且所述设备特征为时序补偿特征;孪生模型建立模块,用于通过所述设备特征建立数字孪生模型,并通过数字孪生模型基于所述设计信息进行加工仿真,具体包括:极限区间配置模块,用于配置参数极限区间,其中,参数包括压边力、摩擦润滑条件、模具间隙;区间分割模块,用于设定实验粒度,通过所述实验粒度对所述参数极限区间分割,确定仿真参数;加工仿真模块,用于通过所述仿真参数完成加工仿真,并记录加工仿真数据;数据分析模块,用于对所述加工仿真数据进行数据分析,确定异常特征分布,并依据所述异常特征分布构建结构加强筋;冲压成型控制模块,用于在所述加工仿真数据内执行控制寻优,根据控制寻优结果和结构加强筋进行铝箔餐盒的冲压成型控制。
5、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
6、由于采用了构建铝箔餐盒的设计信息;获得冲压设备的设备特征;通过设备特征建立数字孪生模型,并通过数字孪生模型基于设计信息进行加工仿真,并记录加工仿真数据;对加工仿真数据进行数据分析,确定异常特征分布,并依据异常特征分布构建结构加强筋;在加工仿真数据内执行控制寻优,根据控制寻优结果和结构加强筋进行铝箔餐盒的冲压成型控制,实现了铝箔餐盒冲压成型步骤的高精度控制,提高了铝箔餐盒冲压成型的生产效率和产品质量,从而提高了铝箔餐盒的稳定性的技术效果。
7、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.铝箔餐盒冲压成型控制方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述方法还包括:
3.如权利要求2所述的方法,其特征在于,所述方法还包括:
4.如权利要求3所述的方法,其特征在于,所述方法还包括:
5.如权利要求1所述的方法,其特征在于,所述方法还包括:
6.如权利要求5所述的方法,其特征在于,所述方法还包括:
7.如权利要求1所述的方法,其特征在于,所述方法还包括:
8.铝箔餐盒冲压成型控制系统,其特征在于,用于实施权利要求1-7任意一项所述的铝箔餐盒冲压成型控制方法,包括:
技术总结
本发明涉及冲压成型技术领域,提供铝箔餐盒冲压成型控制方法及系统,包括:构建铝箔餐盒的设计信息;获得冲压设备的设备特征;通过设备特征建立数字孪生模型,并通过数字孪生模型基于设计信息进行加工仿真,并记录加工仿真数据;对加工仿真数据进行数据分析,确定异常特征分布,并依据异常特征分布构建结构加强筋;在加工仿真数据内执行控制寻优,根据控制寻优结果和结构加强筋进行铝箔餐盒冲压成型控制,解决由于铝箔餐盒冲压成型步骤的控制精度和稳定性不佳,进而导致所制得铝箔餐盒的产品质量无法保证技术问题,实现铝箔餐盒冲压成型步骤的高精度控制,提高铝箔餐盒冲压成型的生产效率和产品质量,从而提高了铝箔餐盒的稳定性技术效果。
技术研发人员:陈林,陈城
受保护的技术使用者:恩葛智能科技(南通)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!