一种基于DR图像的焊缝缺陷智能检测方法及装置与流程
本发明属于焊缝缺陷检测,具体涉及一种基于dr图像的焊缝缺陷智能检测方法及装置。
背景技术:
1、当前,在焊缝缺陷检测领域,一般是以x射线作为核心技术,利用dr(digitalradiography,数字化x线摄影系统)成像技术等多种成像技术作为焊缝缺陷的图像成像方法,在此基础上,再应用目标检测技术进行缺陷的识别与分类。
2、随着工业和生产制造业的飞速发展,焊接工艺已广泛应用于各行各业的生产中,当下的焊接技术已具备完成无内外缺陷的焊接工艺。燃气管道异型焊口对焊接工艺的要求极高,焊接工艺是否完善,加工操作过程是否得当,直接影响了燃气管道焊接的质量,质量的好坏也会关系到焊接后的燃气管道在将来使用中的安全性和寿命。但是燃气管道的焊接过程中会有诸多不可避免的意外产生,如燃气管道在裂缝处向外泄漏燃气,焊接温度控制不当导致过焊、虚焊、未熔合和夹渣等缺陷。如果不检测出这些焊接过程中出现的意外,燃气管道埋入地下后,焊缝受力集中容易断裂,从而造成巨大的经济损失,甚至还可能造成人员伤亡。
3、在进行焊缝缺陷智能检测之前,需要考虑dr图像的质量是否合格。由于在施工现场采集到的dr图像的成像效果会受到施工现场环境、拍摄设备、人为失误等因素的影响,dr图像可能会在一定程度上存在噪声干扰、清晰度不够以及放大倍数不一致等问题,从而造成图像质量偏低,使人工标注数据集过程困难或焊缝缺陷识别效果差。因此,通过对dr焊缝图像质量进行纠偏处理,确保dr检测结果的可靠性和准确性,显得非常重要。
技术实现思路
1、为了解决现有技术中存在的上述问题,本发明提供一种基于dr图像的焊缝缺陷智能检测方法及装置。
2、为了实现上述目的,本发明采用以下技术方案。
3、第一方面,本发明提供一种基于dr图像的焊缝缺陷智能检测方法,包括以下步骤:
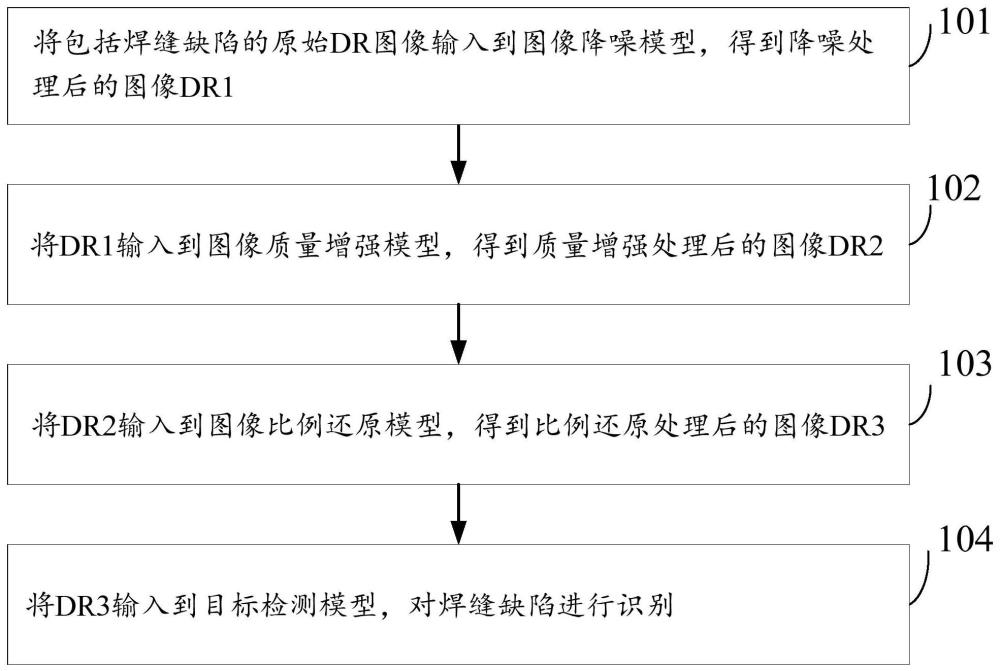
4、将包括焊缝缺陷的原始dr图像输入到图像降噪模型,得到降噪处理后的图像dr1;
5、将dr1输入到图像质量增强模型,得到质量增强处理后的图像dr2;
6、将dr2输入到图像比例还原模型,得到比例还原处理后的图像dr3;
7、将dr3输入到目标检测模型,对焊缝缺陷进行识别。
8、进一步地,所述方法还包括:基于原始dr图像进行噪声估计,若噪声估计值大于设定的阈值,则将原始dr图像输入到图像降噪模型,进行降噪处理;否则,将原始dr图像直接输入到图像质量增强模型,进行质量增强处理。
9、更进一步地,所述基于原始dr图像进行噪声估计,包括:
10、将输入的原始dr图像分成大小相等的n个图像块;
11、计算每个图像块的协方差矩阵的特征值,计算所有特征值的最小值得到该图像块的噪声估计值;
12、计算n个图像块的噪声估计值的平均值,得到原始dr图像的噪声估计值。
13、进一步地,所述图像降噪模型采用3d自相关网络,利用上下文信息,使用快速一维卷积进行计算。
14、进一步地,所述图像降噪模型采用3d自相关网络,利用上下文信息,使用快速一维卷积进行计算包括:
15、将原始图像依次输入卷积核大小为3×3、1×1和3×3共三个卷积层来提取浅层特征;
16、将所述浅层特征图像传入多个伪3d自相关模块以及一个跳跃连接中;
17、将所述浅层特征图像和深层特征图像通过跳跃连接方式连接;
18、将输出的图像通过一个卷积核大小为3×3的卷积层后,与原始图像进行全局残差连接。
19、进一步地,所述图像质量增强模型采用盲图像超分辨率模型,利用纯合成的数据进行训练,模拟高分辨率图像退化成低分辨率图像的过程,然后再反过来,利用低分辨率图像推导、计算出高分辨率图像;
20、其中,退化过程用包括:
21、将真实图像与一个高斯模糊核进行卷积,再按一定的比例因子进行降采样操作;
22、加上一个噪声并将图像压缩成jepg格式。
23、进一步地,所述图像比例还原模型采用高斯金字塔模型进行图像比例还原,包括:
24、s1、基于卷积操作对输入图像进行高斯平滑处理;
25、s2、对经高斯平滑处理后的图像进行降采样操作;
26、s3、循环执行s1、s2,得到不同分辨率的图像,将它们按照分辨率从高到低的顺序排列,形成金字塔结构的不同层级,最底层是原始输入图像;若循环执行次数超过设定值,退出循环,得到比例还原的图像。
27、进一步地,所述目标检测模型采用yolov5网络模型。
28、更进一步地,所述图像降噪模型、图像质量增强模型和图像比例还原模型作为前置框架加入yolov5中,构成基于yolov5改进的目标检测模型。
29、第二方面,本发明提供一种基于dr图像的焊缝缺陷智能检测装置,包括:
30、图像降噪模块,用于将包括焊缝缺陷的原始dr图像输入到图像降噪模型,得到降噪处理后的图像dr1;
31、质量增强模块,用于将dr1输入到图像质量增强模型,得到质量增强处理后的图像dr2;
32、比例还原模块,用于将dr2输入到图像比例还原模型,得到比例还原处理后的图像dr3;
33、目标检测模块,用于将dr3输入到目标检测模型,对焊缝缺陷进行识别。
34、与现有技术相比,本发明具有以下有益效果。
35、本发明通过将包括焊缝缺陷的原始dr图像输入到图像降噪模型,得到降噪处理后的图像dr1,将dr1输入到图像质量增强模型,得到质量增强处理后的图像dr2,将dr2输入到图像比例还原模型,得到比例还原处理后的图像dr3,将dr3输入到目标检测模型,对焊缝缺陷进行识别,实现了基于高质量dr图像的焊缝缺陷智能检测。本发明通过综合采用图像降噪模型、图像质量增强模型和图像比例还原模型对输入图像进行优化处理,大大提高了图像质量,从而提高了焊缝缺陷检测精度。
技术特征:
1.一种基于dr图像的焊缝缺陷智能检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述方法还包括:基于原始dr图像进行噪声估计,若噪声估计值大于设定的阈值,则将原始dr图像输入到图像降噪模型,进行降噪处理;否则,将原始dr图像直接输入到图像质量增强模型,进行质量增强处理。
3.根据权利要求2所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述基于原始dr图像进行噪声估计,包括:
4.根据权利要求1所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述图像降噪模型采用3d自相关网络,利用上下文信息,使用快速一维卷积进行计算。
5.根据权利要求4所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述图像降噪模型采用3d自相关网络,利用上下文信息,使用快速一维卷积进行计算包括:
6.根据权利要求1所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述图像质量增强模型采用盲图像超分辨率模型,利用纯合成的数据进行训练,模拟高分辨率图像退化成低分辨率图像的过程,然后再反过来,利用低分辨率图像推导、计算出高分辨率图像;
7.根据权利要求1所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述图像比例还原模型采用高斯金字塔模型进行图像比例还原,包括:
8.根据权利要求1所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述目标检测模型采用yolov5网络模型。
9.根据权利要求8所述的基于dr图像的焊缝缺陷智能检测方法,其特征在于,所述图像降噪模型、图像质量增强模型和图像比例还原模型作为前置框架加入yolov5中,构成基于yolov5改进的目标检测模型。
10.一种基于dr图像的焊缝缺陷智能检测装置,其特征在于,包括:
技术总结
本发明提供一种基于DR图像的焊缝缺陷智能检测方法及装置。所述方法包括以下步骤:将包括焊缝缺陷的原始DR图像输入到图像降噪模型,得到降噪处理后的图像DR1;将DR1输入到图像质量增强模型,得到质量增强处理后的图像DR2;将DR2输入到图像比例还原模型,得到比例还原处理后的图像DR3;将DR3输入到目标检测模型,对焊缝缺陷进行识别。本发明通过综合采用图像降噪模型、图像质量增强模型和图像比例还原模型对输入图像进行优化处理,大大提高了图像质量,从而提高了焊缝缺陷检测精度。
技术研发人员:关鹏,沈𬎆,黄文尧,田晓江,马伯昊,张博,成楚,胡春阳,王品端,高观玲,陈哲,徐岩,刘敏
受保护的技术使用者:北京市燃气集团有限责任公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!