一种激光多曲度弯曲成形智能工艺规划方法
本发明涉及激光加工,具体为一种激光多曲度弯曲成形智能工艺规划方法。
背景技术:
1、激光弯曲成形技术是一种先进的无接触弯曲加工方式,广泛应用于金属材料的精密加工。然而,该技术常局限在单曲度弯曲应用,原因在于工程师难以找到合适的参考方案进行工艺规划。工艺规划问题包括同时实现加工工艺参数与扫描路径两类对象的一体化工艺规划。围绕多层、多路径激光扫描中多维参数复杂的耦合作用,提出一种新的方法来实现工艺规划具有较高的意义。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种激光多曲度弯曲成形智能工艺规划方法,采用特征温度矩阵同时映射激光扫描路径及各路径中加工工艺条件的激光弯曲成形预测方法,并进一步通过激光加工顺序的优化调度,提高工艺规划模型的预测效率和精度,解决了目前无法找到合适的参考方案进行工艺规划的问题。
3、(二)技术方案
4、为实现上述的目的,本发明提供如下技术方案:一种激光多曲度弯曲成形智能工艺规划方法,具体步骤如下:
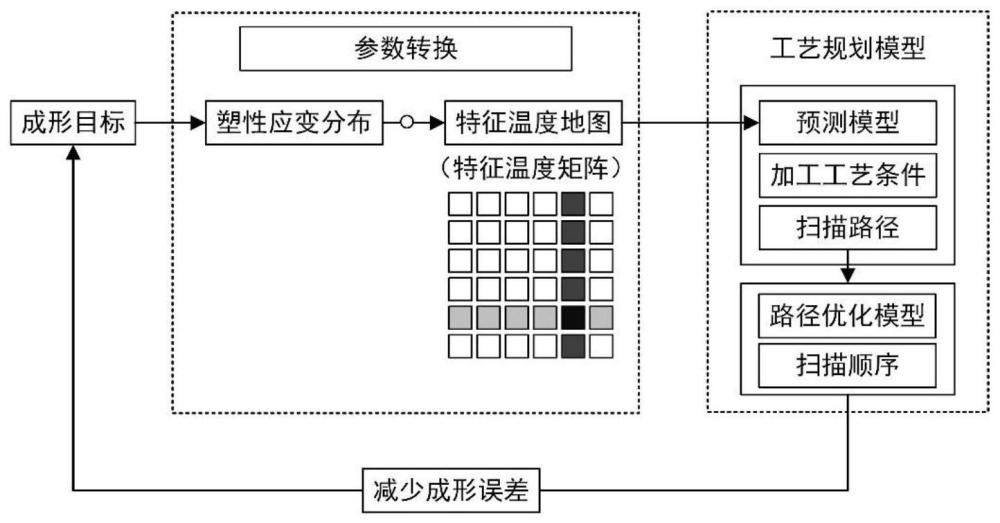
5、步骤一:建立数学模型,通过固有应变数据库建立塑性应变分布的数学模型,所述固有应变数据库通过数值模拟形成;
6、步骤二:生成特征温度地图,将塑性应变分布的数学模型映射为特征温度地图;
7、步骤三:预测路径和参数,利用矩阵方式,结合特征温度地图,快速预测各加工路径及其加工工艺参数;
8、步骤四:获得路径,使用路径优化模型获得最优激光扫描路径。
9、进一步优选的,所述步骤一中塑性应变分布的数学模型映射为特征温度地图的过程为参数转换。
10、进一步优选的,所述步骤三的预测路径和参数之间存在工艺规划模型,且预测路径和参数包括预测模型、加工工艺条件、扫面路径、路径优化模型和扫面顺序,所述工艺规划模型能够规划成形目标并减少成形误差,最后将成形目标进行数据转换。
11、进一步优选的,所述特征温度地图的生成流程为,通过有效塑性应变分布采用假定热应变的生成特征温度地图。
12、进一步优选的,所述假定热应变为等效的。
13、进一步优选的,所述步骤三中矩阵方式为特征温度矩阵,且特征温度矩阵映射为激光工艺条件(多维矩阵)。
14、进一步优选的,所述步骤三中的快速预测过程包括激光工艺条件预测模型和路径扫描顺序优化模型,所述激光工艺条件预测模型包括输入成形目标,等效热应变映射、特征温度地图(特征温度矩阵)、神经网络模型1和激光工艺条件(多维矩阵),所述输入成形目标等效转化为等效热应变映射,所述等效热应变映射绘制特征温度地图(特征温度矩阵),所述特征温度地图(特征温度矩阵)与神经网络模型1连接,所述神经网络模型1与激光工艺条件(多维矩阵)连接,所述路径扫描顺序优化模型包括扫描路径顺序(提取自矩阵)、元启发算法(组合优化问题)、适应度计算、路径扫描优化顺序和神经网络模型2,所述描路径顺序(提取自矩阵)、元启发算法(组合优化问题)、适应度计算、路径扫描优化顺序依次首尾连接,所述神经网络模型2与适应度计算连接。
15、进一步优选的,所述神经网络模型1包括特征温度值和全局路径工艺参数。
16、进一步优选的,所述神经网络模型2包括加工工艺参数以及扫描路径和成形量。
17、进一步优选的,所述固有应变数据库通过学习/测试样本到全局路径工艺参数,所述激光工艺条件(多维矩阵)与扫描路径顺序(提取自矩阵)和神经网络模型2连接。
18、(三)有益效果
19、与现有技术相比,本发明提供了一种激光多曲度弯曲成形智能工艺规划方法,具备以下有益效果:
20、1、该激光多曲度弯曲成形智能工艺规划方法,提供了一种创新的激光弯曲成形预测方法;
21、2、该激光多曲度弯曲成形智能工艺规划方法,实现了加工工艺参数与扫描路径的一体化预测;
22、3、该激光多曲度弯曲成形智能工艺规划方法,提高了工艺规划模型的预测效率和精度;
23、4、该激光多曲度弯曲成形智能工艺规划方法,为激光弯曲成形工艺规划提供了新的研究思路。
技术特征:
1.一种激光多曲度弯曲成形智能工艺规划方法,其特征在于,具体步骤如下:
2.根据权利要求1所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述步骤一中塑性应变分布的数学模型映射为特征温度地图的过程为参数转换。
3.根据权利要求1所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述步骤三的预测路径和参数之间存在工艺规划模型,且预测路径和参数包括预测模型、加工工艺条件、扫面路径、路径优化模型和扫面顺序,所述工艺规划模型能够规划成形目标并减少成形误差,最后将成形目标进行数据转换。
4.根据权利要求1所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述特征温度地图的生成流程为,通过有效塑性应变分布采用假定热应变的生成特征温度地图。
5.根据权利要求4所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述假定热应变为等效的。
6.根据权利要求1所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述步骤三中矩阵方式为特征温度矩阵,且特征温度矩阵映射为激光工艺条件(多维矩阵)。
7.根据权利要求1所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述步骤三中的快速预测过程包括激光工艺条件预测模型和路径扫描顺序优化模型,所述激光工艺条件预测模型包括输入成形目标,等效热应变映射、特征温度地图(特征温度矩阵)、神经网络模型1和激光工艺条件(多维矩阵),所述输入成形目标等效转化为等效热应变映射,所述等效热应变映射绘制特征温度地图(特征温度矩阵),所述特征温度地图(特征温度矩阵)与神经网络模型1连接,所述神经网络模型1与激光工艺条件(多维矩阵)连接,所述路径扫描顺序优化模型包括扫描路径顺序(提取自矩阵)、元启发算法(组合优化问题)、适应度计算、路径扫描优化顺序和神经网络模型2,所述描路径顺序(提取自矩阵)、元启发算法(组合优化问题)、适应度计算、路径扫描优化顺序依次首尾连接,所述神经网络模型2与适应度计算连接。
8.根据权利要求7所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述神经网络模型1包括特征温度值和全局路径工艺参数。
9.根据权利要求7所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述神经网络模型2包括加工工艺参数以及扫描路径和成形量。
10.根据权利要求8所述的一种激光多曲度弯曲成形智能工艺规划方法,其特征在于:所述固有应变数据库通过学习/测试样本到全局路径工艺参数,所述激光工艺条件(多维矩阵)与扫描路径顺序(提取自矩阵)和神经网络模型2连接。
技术总结
本发明涉及激光加工技术领域,且公开了一种激光多曲度弯曲成形智能工艺规划方法,具体步骤如下:步骤一:建立数学模型,通过固有应变数据库建立塑性应变分布的数学模型,所述固有应变数据库通过数值模拟形成;步骤二:生成特征温度地图,将塑性应变分布的数学模型映射为特征温度地图;步骤三:预测路径和参数,利用矩阵方式,结合特征温度地图,快速预测各加工路径及其加工工艺参数;步骤四:获得路径,使用路径优化模型获得最优激光扫描路径。该激光多曲度弯曲成形智能工艺规划方法,采用特征温度矩阵同时映射激光扫描路径及各路径中加工工艺条件的激光弯曲成形预测方法,并进一步通过激光加工顺序的优化调度,提高工艺规划模型的预测效率和精度。
技术研发人员:王超,王磊,王韬磊
受保护的技术使用者:苏州科技大学
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!