一种判定制程固定位置缺陷的方法及系统与流程
本发明涉及aoi检测设备缺陷判定,特别涉及一种判定制程固定位置缺陷的方法及系统。
背景技术:
1、aoi检测设备检测的缺陷有偶然导入的缺陷,偶然导入的缺陷为意外的污染及突发的元器件损坏的缺陷。意外污染是当外来的物质或杂质意外进入生产环境时,它们可能会附着在检测物上,进而导致的污染。突发元器件损坏的缺陷是在加工或装配过程中,由于温度或其他外力因素,导致元器件的损坏或断裂等。
2、aoi检测设备检测的缺陷还有固定产生的缺陷,固定产生的缺陷为生产工艺问题导致产生固定位置的缺陷及生产搬运过程中产生的缺陷。生产工艺问题导致产生固定位置的缺陷,如:光刻掩膜版如果出现问题,就会在光刻完成后的产品的固定位置造成相同类型的缺陷。生产搬运过程中产生的缺陷,如:卡夹边缘与元器件存在挤压,导致产品被挤压的位置出现微小形变。
3、而这些缺陷会严重影响到产品的良品率,现有对固定缺陷监控的方法为人工判定和设备深度学习。
4、人工判定的方式为,通过对历史数据进行关键词查询,分析得到固定缺陷点坐标集合。
5、设备深度学习的方式为,通过收集大量固定缺陷样本,建立训练样本的数据模型,利用该模型对固定缺陷进行监控。
6、但是,现有技术中人工判定的缺陷是通过人工进行查询,查询效率低下,无法做到在生产中实时进行监控,对新产生的固定缺陷点无法做到有效检测。
7、设备深度学习的缺陷是收到收集样本数量和质量的影响较大,对于突发异常缺陷无法做到有效监控。
8、因此,提供一种判定制程固定位置缺陷的方法及系统,用于解决上述技术问题是非常有必要的。
技术实现思路
1、本发明实施例提供一种判定制程固定位置缺陷的方法及系统,能解决相关技术中人工分析工作效率低下,设备深度学习对突发异常缺陷无法做到有效监控的问题。
2、一方面,本发明实施例提供了一种判定制程固定位置缺陷的方法,
3、其包括如下步骤:
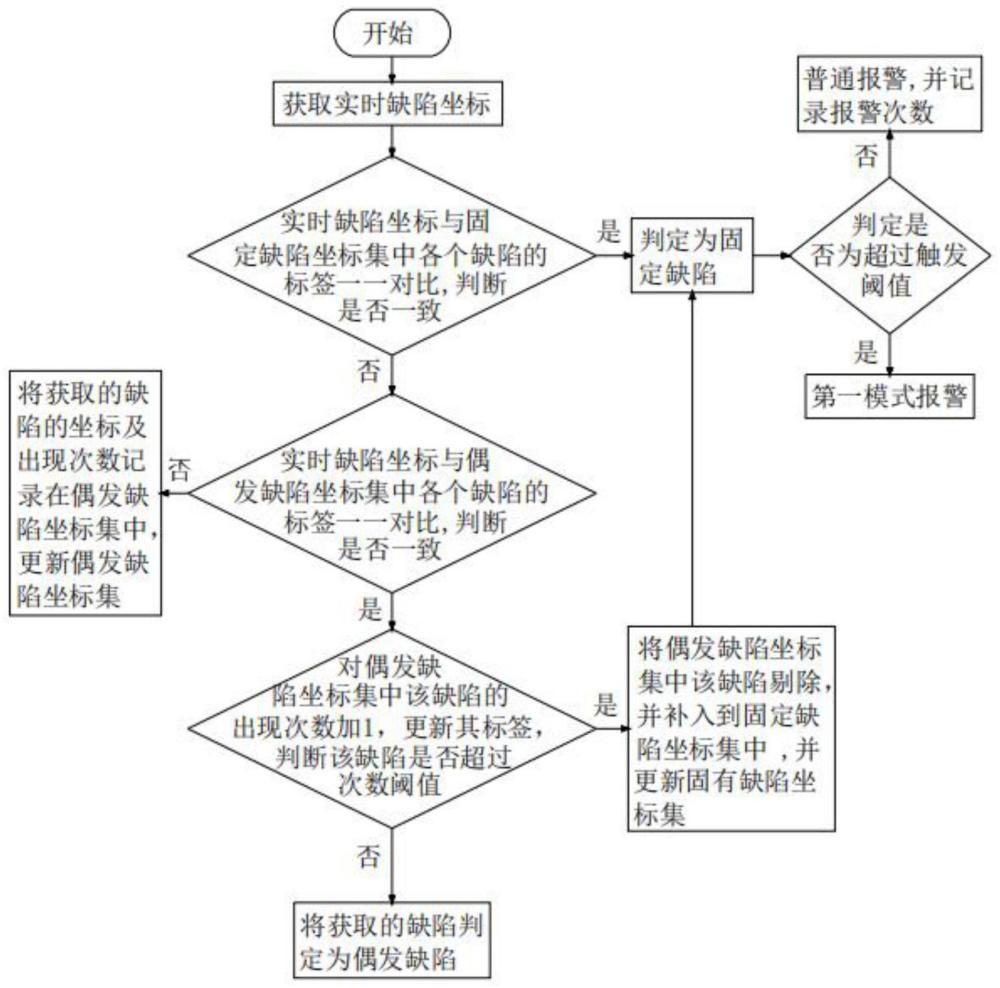
4、将获取的缺陷的坐标,与固定缺陷坐标集和偶发缺陷坐标集中的各个缺陷的标签一一对比,所述标签包括缺陷的坐标及该缺陷出现的次数;
5、若获取的缺陷的坐标与固定缺陷坐标集中的缺陷的坐标一致,则该获取的缺陷判定为固定缺陷;
6、若获取的缺陷的坐标与固定缺陷坐标集中所有的缺陷的坐标均不一致,则当获取的缺陷的坐标与偶发缺陷坐标集中所有的缺陷的坐标均不一致时,将获取的缺陷的坐标及出现次数记录在偶发缺陷坐标集中,以更新偶发缺陷坐标集;
7、当获取的缺陷的坐标与偶发缺陷坐标集中的缺陷的坐标一致,对偶发缺陷坐标集中该缺陷的出现次数加1,以更新其标签,并判断该缺陷的出现次数是否超过次数阈值;
8、若超过,将偶发缺陷坐标集中该缺陷剔除,补入到固定缺陷坐标集中,更新固有缺陷坐标集,该获取的缺陷判定为固定缺陷;
9、否则,该获取的缺陷判定为偶发缺陷。
10、进一步地,
11、将获取的缺陷的坐标,与固定缺陷坐标集和偶发缺陷坐标集中的各个缺陷的标签一一对比,具体包括:
12、将获取的缺陷的坐标,先与固定缺陷坐标集中的各个缺陷的标签一一对比,再与偶发缺陷坐标集中的各个缺陷的标签一一对比。
13、进一步地,所述方法还包括如下步骤:
14、在同一制程下,统计所有不同产品上出现的所有缺陷的位置及其出现次数,以获得各个缺陷的标签;
15、将各个缺陷出现的次数与次数阈值进行对比;
16、若超过,则确定为固定缺陷,否则,确定为偶发缺陷;
17、将所有的固定缺陷作为固定缺陷坐标集,将所有的偶发缺陷作为偶发缺陷坐标集。
18、进一步地,所述方法还包括:
19、当判定为固定缺陷时,报警。
20、进一步地,所述报警的方式包括:
21、若获取的缺陷的坐标与固定缺陷坐标集中的某个缺陷的坐标一致,且出现次数超出次数阈值,第一模式报警。
22、进一步地,所述方法还包括:
23、人工获取现有固定缺陷坐标集不能覆盖的缺陷数据,将其导入固定缺陷坐标集中。
24、一方面,提供一种判定制程固定位置缺陷系统,包括:
25、第一模块,其用于:获取缺陷的坐标;
26、第二模块,其用于:存储固定缺陷坐标集和偶发缺陷坐标集,所述固定缺陷坐标集和偶发缺陷坐标集均包括若干个带有标签的缺陷,所述标签包括缺陷的坐标及该缺陷出现的次数;
27、第三模块,其用于:将获取的缺陷的坐标,与固定缺陷坐标集和偶发缺陷坐标集中的各个缺陷的标签一一对比,若获取的缺陷的坐标与固定缺陷坐标集中的缺陷的坐标一致,则该获取的缺陷判定为固定缺陷;
28、若获取的缺陷的坐标与固定缺陷坐标集中所有的缺陷的坐标均不一致,则当获取的缺陷的坐标与偶发缺陷坐标集中所有的缺陷的坐标均不一致时,将获取的缺陷的坐标及出现次数记录在偶发缺陷坐标集中,以更新偶发缺陷坐标集;
29、当获取的缺陷的坐标与偶发缺陷坐标集中的缺陷的坐标一致,对偶发缺陷坐标集中该缺陷的出现次数加1,以更新其标签,并判断该缺陷的出现次数是否超过次数阈值;
30、若超过,将偶发缺陷坐标集中该缺陷剔除,补入到固定缺陷坐标集中,更新固有缺陷坐标集,该获取的缺陷判定为固定缺陷;
31、否则,该获取的缺陷判定为偶发缺陷。
32、进一步地,其还包括:报警模块,其用于:当判定为固定缺陷时,报警。
33、进一步地,其还包括:第四模块,其用于:若获取的缺陷的坐标与固定缺陷坐标集中的某个缺陷的坐标一致,且出现次数超出次数阈值,第一模式报警。
34、进一步地,其还包括:第四模块,其用于:人工获取现有固定缺陷坐标集不能覆盖的缺陷数据,将其导入固定缺陷坐标集中。
35、本发明提供的技术方案带来的有益效果包括:
36、本申请实时检测的缺陷数据,能够与偶发缺陷坐标集及固定缺陷坐标集进行分析判定,偶发缺陷坐标集及固定缺陷坐标集能够在不断的补充完善,能够有效监控突发异常缺陷,解决了现有技术中采用人工判定效率低下的问题,也解决了现有技术设备深度学习无法有效监控到突发异常缺陷数据的问题。
技术特征:
1.一种判定制程固定位置缺陷的方法,其特征在于,其包括如下步骤:
2.如权利要求1所述的判定制程固定位置缺陷的方法,其特征在于,
3.如权利要求1所述的一种判定制程固定位置缺陷的方法,其特征在于,所述方法还包括如下步骤:
4.如权利要求1所述的一种判定制程固定位置缺陷的方法,其特征在于,所述方法还包括:
5.如权利要求4所述的一种判定制程固定位置缺陷的方法,其特征在于,所述报警的方式包括:
6.如权利要求1所述的一种判定制程固定位置缺陷的方法,其特征在于,所述方法还包括:
7.一种判定制程固定位置缺陷系统,其特征在于,包括:
8.如权利要求7所述的一种判定制程固定位置缺陷系统,其特征在于,其还包括:报警模块,其用于:当判定为固定缺陷时,报警。
9.如权利要求7所述的一种判定制程固定位置缺陷系统,其特征在于,其还包括:第四模块,其用于:若获取的缺陷的坐标与固定缺陷坐标集中的某个缺陷的坐标一致,且出现次数超出次数阈值,第一模式报警。
10.如权利要求7所述的一种判定制程固定位置缺陷系统,其特征在于,其还包括:第四模块,其用于:人工获取现有固定缺陷坐标集不能覆盖的缺陷数据,将其导入固定缺陷坐标集中。
技术总结
本发明涉及一种判定制程固定位置缺陷的方法及系统,包括将获取的缺陷的坐标,与固定缺陷坐标集和偶发缺陷坐标集中的各个缺陷的标签一一对比;若获取的缺陷的坐标与固定缺陷坐标集中的缺陷的坐标一致,则该获取的缺陷判定为固定缺陷;将获取的缺陷的坐标及出现次数记录在偶发缺陷坐标集中,以更新偶发缺陷坐标集;当获取的缺陷的坐标与偶发缺陷坐标集中的缺陷的坐标一致,判断该缺陷的出现次数是否超过次数阈值;若超过,补入到固定缺陷坐标集中,更新固有缺陷坐标集,该获取的缺陷判定为固定缺陷;否则,该获取的缺陷判定为偶发缺陷。本发明的有益效果在于:偶发缺陷坐标集及固定缺陷坐标集得到补充完善,能够有效监控突发异常缺陷。
技术研发人员:易家祥,张国栋,李波
受保护的技术使用者:武汉中导光电设备有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!