一种基于预补偿机制的线缆护套生产方法及预补偿装置与流程
本发明属于新型光缆制造领域,更具体地,涉及一种护套同心度预补偿算法和装置。
背景技术:
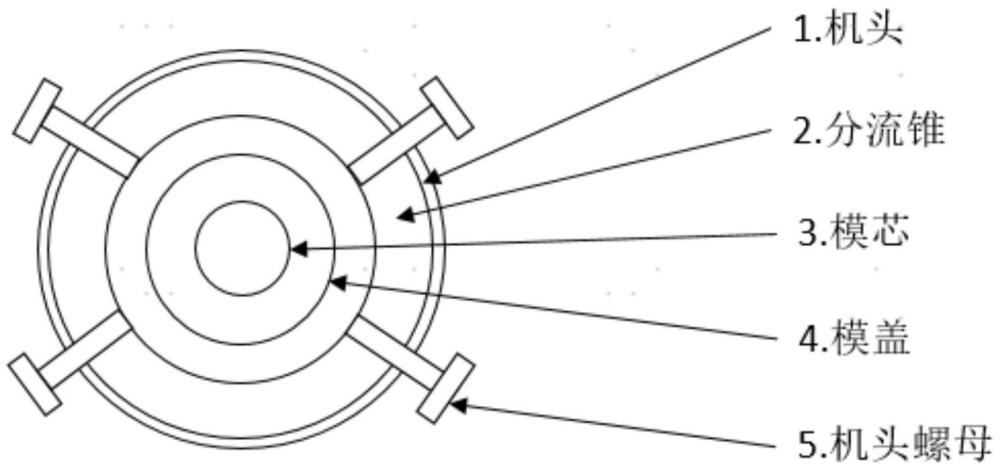
1、在光缆生产中,光缆的护套起到提高光缆的耐侧压力和防潮密闭性、提高抗拉强度等作用,光缆护套的厚度会根据不同的缆型和应用环境进行设计。光缆护套过薄会影响光缆的性能和使用寿命,光缆的护套过厚会造成材料的浪费和光缆直径增加,影响光缆施工。光缆生产为热挤塑工艺,护套材料从模芯和模盖的间隙中通过挤塑机的压力挤塑出,模芯和模盖之间的间距决定了光缆的同心度。只有调整好光缆的同心度,才能实现既满足设计标准又能最大程度节约材料。
2、由于重力因素影响,机头正上方的模芯和模盖间距需比机头正下方稍大,同心度调整时需要做出预补偿。在现有的光缆生产过程中,光缆同心度一般为人工手动调整,效率低且对操作人员的技能要求较高,容易出现护套过厚或过薄的情况,造成损失。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种基于预补偿机制的线缆护套生产方法及预补偿装置,其目的在于在装配模具时,根据加工材料的多组加工参数及对应的预补偿值,获取加工参数对加工材料预补偿值的映射,通过加工参数对预补偿值的映射计算模具机头的最佳安装位置,通过扫描装置由此解决光缆护套生产中,需要人工经验调整模具位置来调整护套同心度,以及由此造成的护套同心度不一致带来的材料损失的技术问题。
2、为实现上述目的,按照本发明的一个方面,提供了一种基于预补偿机制的线缆护套生产方法,其特征在于,包括以下步骤:
3、(1)对于目标挤出机的模具机头,获取模具的定距;所述定距为目标挤出机模具机头模芯外径与模盖内径差值的一半;
4、(2)使用目标挤出机对加工材料进行不同生产条件下的加工实验,获取护套同心度达到设计需求时加工实验采样数据;所述加工实验采样数据包括加工材料的熔指、密度、收缩率、加工温度和以及其对应的预补偿值;
5、所述预补偿值为:护套同心度达到设计需求时模芯外侧上沿和模盖内侧上沿之间的距离与定距之差;
6、(3)根据步骤(2)获得的加工实验采样数据,拟合得到加工材料的熔指、密度、收缩率、加工温度和定距对预补偿值的映射模型:
7、x=f(mi,ρ,η,t,y)
8、其中x为预补偿值,mi为熔指,ρ为密度,η为收缩率,t为加工温度,y为定距;
9、(4)对于实际生产条件,获取生产材料的熔指、密度、收缩率和加工温度参数,根据步骤(3)获得的映射模型计算目标挤出机模具机头的预补偿值;
10、(5)调整目标挤出机模具机头的模芯和/或模盖的位置,使模芯外侧上沿和模盖内侧上沿之间的距离等于定距加上步骤(4)中计算获得的预补偿值,进行预补偿调整,采用调整后的目标挤出机进行护套挤出加工。
11、优选地,所述基于预补偿机制的线缆护套生产方法,其步骤(3)所述映射模型中预补偿值与熔指、密度、收缩率和加工温度为正相关的关系。
12、优选地,所述基于预补偿机制的线缆护套生产方法,其步骤(3)映射模型中预补偿值和模具的定距为线性正相关的关系。
13、优选地,所述基于预补偿机制的线缆护套生产方法,其步骤(3)中使用如下函数对数据进行拟合:
14、x=(a×mi+b×ρ+c×η+d×t)×y×f
15、其中,a,b,c,d,f为拟合参数。
16、按照本发明的另一个方面,提供了一种基于预补偿机制的线缆护套生产预补偿装置,其包括映射模型获取模块和预补偿值计算模块;
17、所述映射模型获取模块,用于对加工实验采样数据进行拟合得到加工材料的熔指、密度、收缩率、加工温度和定距对预补偿值的映射模型,并提交给所述预补偿值计算模块;所述定距为目标挤出机模具机头模芯外径与模盖内径差值的一半;
18、所述预补偿值计算模块,用于获取生产材料的熔指、密度、收缩率和加工温度参数并输入所述映射模型,计算加工材料在实际生产条件下的预补偿值。
19、优选地,所述基于预补偿机制的线缆护套生产预补偿装置,其所述映射模型获取模块的映射模型通过以下步骤获得:
20、(s1)使用加工装置对加工材料进行预设数量的不同生产条件下的护套同心度达到设计需求的生产数据测量采样,得到加工材料的熔指、密度、收缩率、加工温度t和以及其对应的预补偿值;
21、(s2)对步骤(s1)获得的在预设定距的模具生产出来的预设数量组熔指、密度、收缩率、加工温度以及对应的预补偿值数据进行拟合,得到熔指、密度、收缩率、加工温度和定距对预补偿值的映射:
22、x=f(mi,ρ,η,t,y)
23、其中x为预补偿值,mi为熔指,ρ为密度,η为收缩率,t为加工温度,y为定距。
24、优选地,所述基于预补偿机制的线缆护套生产预补偿装置,其所述预补偿值计算模型中,所述预补偿值与熔指、密度、收缩率和加工温度为正相关的关系。
25、优选地,所述基于预补偿机制的线缆护套生产预补偿装置,其所述预补偿值计算模型中,所述预补偿值和模盖与模芯之间的距离y为线性正相关的关系。
26、优选地,所述基于预补偿机制的线缆护套生产预补偿装置,其所述预补偿值计算模型使用如下函数进行拟合:
27、x=(a×mi+b×ρ+c×η+d×t)×y×f
28、其中,a,b,c,d,f为拟合参数。
29、优选地,所述基于预补偿机制的线缆护套生产预补偿装置,其还包括位置识别模块、模具调整模块;其中:
30、所述位置识别模块用于获得模芯和模盖的位置信息,并计算定距提交给所述映射模型获取模块;
31、所述模具调整模块,用于根据所述预补偿值,计算模盖和/或模芯的目标位置,使模芯外侧上沿和模盖内侧上沿之间的距离等于定距加上所述预补偿值。
32、总体而言,通过本发明所构思的以上技术方案与现有技术相比,由于对于在装配模具时,根据不同材料的加工数据来确定加工数据与预补偿值之间的映射,来计算获得预补偿值,根据计算出来的预补偿值生产的线缆护套同心度能达到预设状态,并且对于同一挤出机只需要一次加工实验,即可对于不同的工作条件进行预补偿,无需反复调整导致原料浪费,能够取得大幅节约原材料。
技术特征:
1.一种基于预补偿机制的线缆护套生产方法,其特征在于,包括以下步骤:
2.如权利要求1所述的基于预补偿机制的线缆护套生产方法,其特征在于,步骤(3)所述映射模型中预补偿值与熔指、密度、收缩率和加工温度为正相关的关系。
3.如权利要求1所述的基于预补偿机制的线缆护套生产方法,其特征在于,步骤(3)映射模型中预补偿值和模具的定距为线性正相关的关系。
4.如权利要求1所述的基于预补偿机制的线缆护套生产方法,其特征在于,步骤(3)中使用如下函数对数据进行拟合:
5.一种基于预补偿机制的线缆护套生产预补偿装置,其特征在于,包括映射模型获取模块和预补偿值计算模块;
6.如权利要求5所述基于预补偿机制的线缆护套生产预补偿装置,其特征在于,所述映射模型获取模块的映射模型通过以下步骤获得:
7.如权利要求6所述基于预补偿机制的线缆护套生产预补偿装置,其特征在于,所述预补偿值计算模型中,所述预补偿值与熔指、密度、收缩率和加工温度为正相关的关系。
8.如权利要求6所述基于预补偿机制的线缆护套生产预补偿装置,其特征在于,所述预补偿值计算模型中,所述预补偿值和模盖与模芯之间的定距y为线性正相关的关系。
9.如权利要求6所述基于预补偿机制的线缆护套生产预补偿装置,其特征在于,所述预补偿值计算模型使用如下函数进行拟合:
10.如权利要求5所述基于预补偿机制的线缆护套生产预补偿装置,其特征在于,还包括位置识别模块、模具调整模块;其中:
技术总结
本发明公开了一种基于预补偿机制的线缆护套生产方法及预补偿装置,方法包括以下步骤:(1)获取目标挤出机模具机头模具的参数;(2)使用目标挤出机对加工材料进行不同生产条件下的加工实验,获取护套同心度达到设计需求时加工实验采样数据及其对应的预补偿值;(3)根据加工实验采样数据及其对应的预补偿值,拟合得到加工数据对预补偿值的映射模型;(4)对于实际生产条件,获取生产材料加工数据,通过预补偿值映射模型计算目标挤出机模具机头的预补偿值;(5)按照计算出的预补偿值调整目标挤出机模具机头的模芯和/或模盖的位置,后进行护套挤出加工。本发明保证护套生产过程中,护套同心度可达到最佳状态,最大限度的节约原材料。
技术研发人员:李红艳,杜超,石康,黄鑫,刘喆驰,丰波
受保护的技术使用者:长飞光纤光缆股份有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!