一种热冲压模具镶块磨损预测方法与流程
本发明涉及热冲压,具体地说是一种热冲压模具镶块磨损预测方法。
背景技术:
1、超高强度钢热冲压件在汽车上应用越来越广泛,产品越来越复杂,热冲压生产中,常常出现模具镶块磨损后,导致批量废品的出现,影响生产线的正常运行,增加了零件成本,降低了生产效率。
2、模具镶块磨损后,凹凸模间隙增大,导致工艺参数不稳定,零件尺寸偏差,还可能出现起皱、开裂等质量问题。
3、通过准确预测模具镶块需要修复的时间,前期采取修复措施,可以保持生产线的稳定,避免批量废品的出现。
4、热冲压仿真技术比较成熟,能够模拟冲压过程中板料变形过程,变形温度、接触压力等。
5、带环境箱的磨损试验装置,可以模拟在不同温度、压力、相对运动速度下,确定这这些条件下的材料的磨损量。
6、模具镶块磨损后,可通过增材修复,回到模面设计尺寸。修复后的镶块装回模具,重新稳定生产。
7、对于冲压模具寿命预测的方法,中国专利公开号cn109033673 a提出了一种全时磨损累计的冲压模具磨损寿命预测方法,该方法通过实验测得不同模具材料的磨损系数、粗糙度系数以及黏着磨损和磨粒磨损的比重并结合仿真获取模具材料的硬度以及硬度随磨损深度的变化关系,修改仿真边界条件,进而提高预测模具寿命的仿真精度。该方法需要进行复杂的磨损试验和多种边界条件下的数值仿真计算,成本较高,仿真计算时间较长。中国专利公开号cn 115952597 a公开了一种汽车翼子板锐棱成形模具磨损仿真方法,该方法是通过仿真预测磨损,计算每次仿真磨损量,并不断迭代直至达到磨损设置条件,然后将计算得到的最大磨损量与覆盖件模具磨损棱线清晰度失效评价指标进行对比分析,当累计磨损量达到失效评价指标时,即为模具寿命值,进而实现对模具寿命的预测。该方法虽然实现了对模具寿命值的预测,但仅仅依据单的棱线清晰度评价指标可能无法全面、准确地预测模具寿命。
技术实现思路
1、本发明为克服现有技术的不足,提供一种热冲压模具镶块磨损预测方法,通过有限元仿真提出了“最大允许磨损量”的概念,先通过仿真确定磨损部位,再根据磨损部位修改有限元仿真中模面的参数,模拟出模具磨损后的冲压过程,得到正常工作最大允许的磨损量,再结合磨损实验得到单次冲压时磨损部位的磨损量,从而确定满足正常工艺条件下的最大允许冲压次数。
2、为实现上述目的,设计一种热冲压模具镶块磨损预测方法,包括如下步骤:
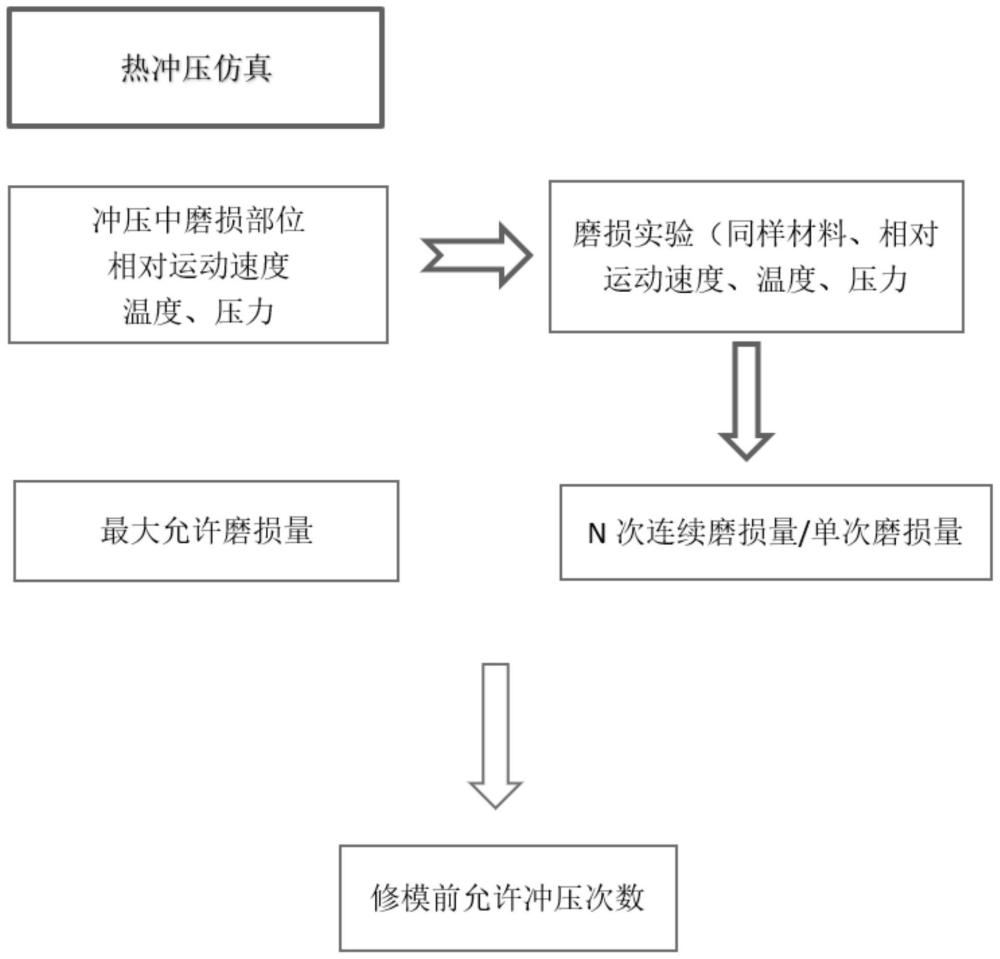
3、s1,通过仿真分析磨损部位,确定最大允许磨损量,并在仿真结果中获取磨损部位的温度、压力、相对速度;
4、s2,根据步骤s1仿真得到的磨损时的温度、压力、相对速度的外在条件,通过磨损实验来确定单次磨损量;
5、s3,通过最大允许磨损量除以单次磨损量,得到允许的冲压次数。
6、所述的步骤s1的具体方法如下:
7、s11,对模具镶块进行热冲压仿真,分析磨损量较大的部位;
8、s12,发生磨损后,模面几何形状发生改变,接着在仿真中增加磨损量,调整模面几何形状,分析仿真结果;
9、s13,当冲压零件出现明显尺寸超差或其他起皱、开裂的质量问题时停止增加磨损量,把此时的磨损量确定为正常工作最大允许的磨损量;
10、s14,在仿真结果中确定磨损发生部位的温度、压力、相对速度,为磨损实验提供准确的边界条件。
11、所述的步骤s2的具体方法如下:
12、s21,选择带有温度环境箱的磨损实验装置;
13、s22,准备和步骤s1中磨损部位相同的模具材料和板料材料,制成磨损实验要求的试件;
14、s23,根据步骤s1仿真得到的磨损时的温度、压力、相对速度的外在条件,开展连续n次磨损试验,通过磨损实验来确定单次冲压磨损量。
15、所述的步骤s23中,测得n次冲压的总磨损量,然后除以冲压次数,得到单次冲压的磨损量。
16、还包括步骤s4,模具达到允许冲压次数后,拆下并更换磨损镶块,进行模具修复。
17、本发明同现有技术相比,通过仿真确定磨损位置,以及保持工艺稳定的最大允许磨损量;通过模拟得到条件,结合磨损试验,得到板料每次冲压的磨损量;根据两者比值,可得到满足工艺稳定的前提下允许的冲压次数。在实际生产中,达到允许的冲压次数后,就对模具镶块进行修复,生产线上可更换其他模具进行生产,这样能够避免批量不良产品的出现。
技术特征:
1.一种热冲压模具镶块磨损预测方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种热冲压模具镶块磨损预测方法,其特征在于:所述的步骤s1的具体方法如下:
3.根据权利要求1所述的一种热冲压模具镶块磨损预测方法,其特征在于:所述的步骤s2的具体方法如下:
4.根据权利要求1所述的一种热冲压模具镶块磨损预测方法,其特征在于:所述的步骤s23中,测得n次冲压的总磨损量,然后除以冲压次数,得到单次冲压的磨损量。
5.根据权利要求1所述的一种热冲压模具镶块磨损预测方法,其特征在于:还包括步骤s4,模具达到允许冲压次数后,拆下并更换磨损镶块,进行模具修复。
技术总结
本发明涉及热冲压技术领域,具体地说是一种热冲压模具镶块磨损预测方法。包括如下步骤:S1,通过仿真分析磨损部位,确定最大允许磨损量,并在仿真结果中获取磨损部位的温度、压力、相对速度;S2,根据步骤S1仿真得到的磨损时的温度、压力、相对速度的外在条件,通过磨损实验来确定单次磨损量;S3,通过最大允许磨损量除以单次磨损量,得到允许的冲压次数。同现有技术相比,通过仿真确定磨损位置,以及保持工艺稳定的最大允许磨损量;通过模拟得到条件,结合磨损试验,得到板料每次冲压的磨损量;根据两者比值,可得到满足工艺稳定的前提下允许的冲压次数。就对模具镶块进行修复,生产线上可更换其他模具进行生产,这样能够避免批量不良产品的出现。
技术研发人员:刘迪辉,叶建彬,许逸驰,焦长建
受保护的技术使用者:浙江博汇汽车部件有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!