一种包芯线自动计数装置的制作方法
本技术涉及包芯线加工设备领域,具体地说是一种包芯线自动计数装置。
背景技术:
1、包芯线是将欲加入钢液或铁液中的各种添加剂(脱氧剂,脱硫剂,变质剂,合金等)破碎成一定的粒度,然后用冷轧低碳钢带将其包括为一条具有任意长度的复合材料;包芯线可以更加有效的在炼钢或铸造的过程中将冶炼材料加入钢水或铁水中,通过专业的喂线设备可将包芯线插入到理想的位置,当包芯线表皮溶化后线芯可在理想的位置得到充分的溶解并产生化学反应,有效的避免了与空气、熔渣的反应,提高了冶炼材料的吸收率,广泛用作脱氧剂、脱硫剂、合金添加剂,可以改变钢水夹杂物形态,有效提升炼钢铸造产品的质量。
2、包芯线绕线设备一般装有计数器,常用的计数器有机械式和电子式计数器,计数器可以准确快速地计数,在保证产品质量和提高工作效率方面有重要意义,当包芯线绕组匝数达到规定值停机时,此时由于绕线设备转动惯性很大,因而绕线机不会立刻停止转动,即使是采取提前停机的措施也很难正好缠绕到绕组规定的匝数,导致包芯线缠绕匝数不准确,随后还需要进行正转或反转进行调整。
技术实现思路
1、针对现有技术中存在当包芯线绕组匝数达到规定值停机时,此时由于绕线设备转动惯性很大,因而绕线机不会立刻停止转动,即使是采取提前停机的措施也很难正好缠绕到绕组规定的匝数,随后还需要进行正转或反转进行调整的问题,本实用新型提供一种包芯线自动计数装置,可以避免上述问题的发生。
2、本实用新型解决其技术问题所采取的技术方案是:
3、一种包芯线自动计数装置,包括安装架,安装架上设置有绕线轮和安装板,安装板上设置有与绕线轮连接的驱动组件,绕线轮上设置有红外线接收器,红外线接收器与设置在安装架上的红外线发射器相配合,安装架上至少设置有一组用于对绕线轮抱死的抱死制动组件。
4、本装置在绕线到指定匝数之前提前对绕线轮进行逐步抱死制动,利用自动离合器实现驱动箱和绕线轮之间的传动脱离后再利用抱死制动组件对绕线轮进行制动即可。
5、进一步地,所述驱动组件包括自动离合器和驱动箱,驱动箱设置在安装板上,驱动箱连接有自动离合器,自动离合器连接有绕线轮。
6、进一步地,所述抱死制动组件包括抱死气缸,抱死气缸设置在安装架上,抱死气缸连接有抱死板,抱死板与绕线轮相配合。
7、抱死过程中驱动箱与绕线轮传动脱离,随后抱死制动组件逐步与绕线轮进行贴合接触进行抱死。
8、进一步地,所述安装架上设置有排线组件,排线组件包括排线电机、丝杠、滑块和导向杆,安装架上设置有排线电机和导向杆,排线电机连接有丝杠,丝杠的一端通过轴承与安装架转动连接,丝杠上螺纹连接有滑块,滑块与导向杆滑动配合,滑块上设置有排线环。
9、在进行包芯线缠绕的同时利用排线组件实现往绕线轮上的均匀排线,避免了乱线现象。
10、进一步地,所述排线环内设置有二重制动组件,二重制动组件包括电动缸和抱死块,滑块上对称设置有电动缸,电动缸的收缩杆穿过排线环连接有抱死块。
11、在上述方案中,二重制动组件在抱死制动组件的基础上提高抱死制动的效果。
12、进一步地,所述抱死块的主体形状为圆弧,抱死块的内壁上设置有橡胶垫。
13、对包芯线进行二重制动的同时配合抱死制动组件对绕线轮的制动,可以提高制动效果,给予绕线轮停机后由于惯性继续运动方向相反方向的一个作用力实现二重制动,橡胶垫可以避免对包芯线造成磨损。
14、与现有技术相比,本实用新型的有益效果:
15、1、本装置在绕线到指定匝数之前提前对绕线轮进行逐步抱死制动,利用自动离合器实现驱动箱和绕线轮之间的传动脱离后再利用抱死制动组件对绕线轮进行制动即可,解决了原先绕线轮在驱动设备停止旋转后由于惯性继续进行运动导致包芯线绕线匝数不准确的问题,制动效果好大幅度降低后续进行正反转调整的时间成本,通过自动离合器实现绕线轮和驱动箱之间的传动脱离,避免了抱死制动过程中对驱动设备造成损坏。
16、2、本装置设计了二重制动组件进一步对包芯线进行抱死制动,提高了对绕线轮的制动效果,同时在对包芯线的制动过程中不会对包芯线的表面造成磨损。
17、3、本装置利用排线组件实现包芯线往绕线轮上均匀布线,避免了乱线现象。
技术特征:
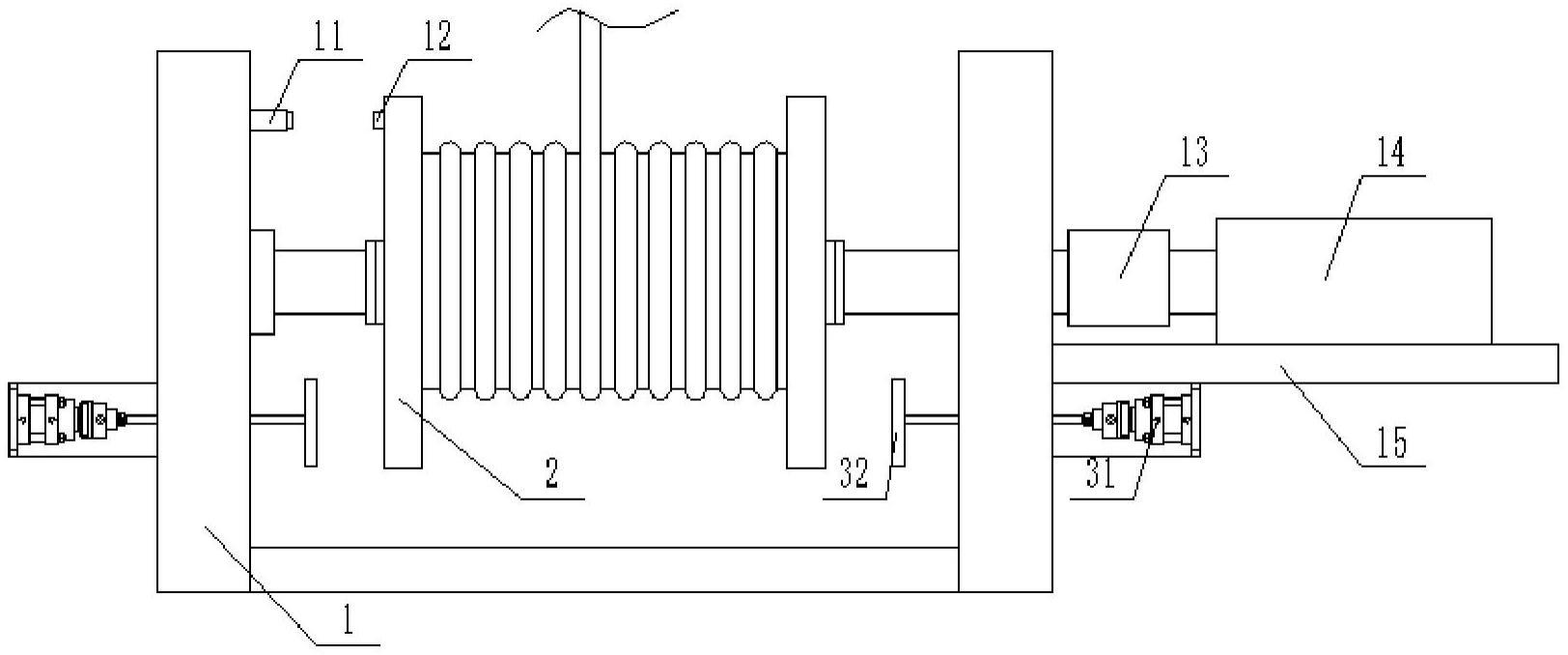
1.一种包芯线自动计数装置,其特征在于,包括安装架(1),安装架(1)上设置有绕线轮(2)和安装板(15),安装板(15)上设置有与绕线轮(2)连接的驱动组件,绕线轮(2)上设置有红外线接收器(12),红外线接收器(12)与设置在安装架(1)上的红外线发射器(11)相配合,安装架(1)上至少设置有一组用于对绕线轮(2)抱死的抱死制动组件。
2.根据权利要求1所述的一种包芯线自动计数装置,其特征在于,所述驱动组件包括自动离合器(13)和驱动箱(14),驱动箱(14)设置在安装板(15)上,驱动箱(14)连接有自动离合器(13),自动离合器(13)连接有绕线轮(2)。
3.根据权利要求1所述的一种包芯线自动计数装置,其特征在于,所述抱死制动组件包括抱死气缸(31),抱死气缸(31)设置在安装架(1)上,抱死气缸(31)连接有抱死板(32),抱死板(32)与绕线轮(2)相配合。
4.根据权利要求1所述的一种包芯线自动计数装置,其特征在于,所述安装架上设置有排线组件,排线组件包括排线电机(41)、丝杠(42)、滑块(43)和导向杆(44),安装架(1)上设置有排线电机(41)和导向杆(44),排线电机(41)连接有丝杠(42),丝杠(42)的一端通过轴承与安装架(1)转动连接,丝杠(42)上螺纹连接有滑块(43),滑块(43)与导向杆(44)滑动配合,滑块(43)上设置有排线环(45)。
5.根据权利要求4所述的一种包芯线自动计数装置,其特征在于,所述排线环(45)内设置有二重制动组件,二重制动组件包括电动缸(46)和抱死块(47),滑块(43)上对称设置有电动缸(46),电动缸(46)的收缩杆穿过排线环(45)连接有抱死块(47)。
6.根据权利要求5所述的一种包芯线自动计数装置,其特征在于,所述抱死块(47)的主体形状为圆弧,抱死块(47)的内壁上设置有橡胶垫。
技术总结
本技术提出了一种包芯线自动计数装置,涉及包芯线加工设备领域,包括安装架,安装架上设置有绕线轮和安装板,安装板上设置有与绕线轮连接的驱动组件,绕线轮上设置有红外线接收器,红外线接收器与设置在安装架上的红外线发射器相配合,安装架上至少设置有一组用于对绕线轮抱死的抱死制动组件;本装置避免了绕线轮因转动惯性大而继续转动导致匝数不准确的问题,可以准确计算包芯线往绕线轮上的缠绕匝数,具有高使用价值。
技术研发人员:张锡昌,魏述友,李继兰
受保护的技术使用者:山东鸿昌铁合金有限公司
技术研发日:20230508
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!