一种基于物联网的设备管理跟踪方法及系统与流程
1.本发明涉及设备管理技术领域,具体涉及一种基于物联网的设备管理跟踪方法及系统。
背景技术:
2.现代化的生产设备日益向大型、连续、高速和高度自动化方向发展,目前越来越多的机械设备被运用到各种场景当中,对于机械设备运行状态的跟踪管理也变得越来越重要。
3.现有大型设备生产以及运行都是自动化完成,在整个过程不需要人为操作以及控制,这就可能导致生产设备本身无法稳定运转或产生看不到的问题情况发生,而且,大型设备的有很多关键零件,一旦其中一个零件发生故障就会全面停机,影响到整个生产计划,也给企业造成了重大的经济损失。
4.现有的大型设备管理是通过维护人员定期对设备的关键部件进行检查,判断是否出先故障,或者,根据加工出的零件判断关键部件是否出现故障,前者,受主观影响较大,后者,会造成部分零件报废,带来经济损失,而且,两种都无法对零件的潜在故障进行判断,而且也无法预测零件在未来一段时间运行时是否会产生故障,提前作出预警。
技术实现要素:
5.本发明的目的在于提供一种基于物联网的设备管理跟踪方法及系统,解决上述提到的问题。
6.本发明的目的可以通过以下技术方案实现:
7.一种基于物联网的设备管理跟踪方法,所述方法包括如下步骤:
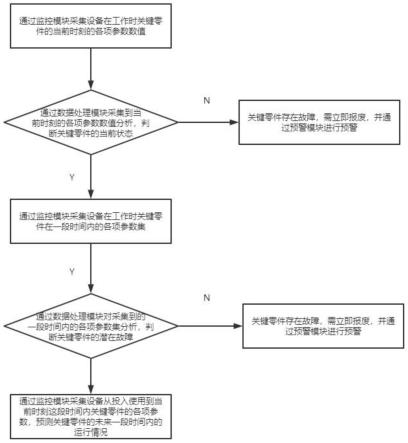
8.s1、通过监控模块采集设备在工作时关键零件的当前时刻的各项参数数值;
9.s2、通过数据处理模块采集到当前时刻的各项参数数值分析,判断关键零件的当前状态:
10.当分析符合要求时,进行步骤s3;
11.当分析不符合要求时,则关键零件存在故障,需立即报废,并通过预警模块进行预警;
12.s3、通过监控模块采集设备在工作时关键零件在一段时间内的各项参数集;
13.s4、通过数据处理模块对采集到的一段时间内的各项参数集分析,判断关键零件的潜在故障:
14.当分析符合要求时,则进行s5;
15.当分析不符合要求时,则关键零件存在潜在故障,需立即检修,并通过预警模块进行预警;
16.s5、通过监控模块采集设备从投入使用到当前时刻这段时间内关键零件的各项参数,预测关键零件的未来一段时间内的运行情况。
17.通过上述技术方案,本发明通过采集设备零件参数,并对参数进行分析对比,判断零件是否达到报废标准,若未达到报废标准,通过进一步分析对比,判断零件是否达到检修标准,若未达到检修标准,再通过更进一步分析对比,预测零件在未来一段时间使用时是否达到报废标准。
18.作为本发明方案的进一步描述,所述步骤s1中每台设备都有设备信息码,关键零件的各项参数与设备信息码一一对应,用于在预警模块预警时,快速找到对应设备。
19.作为本发明方案的进一步描述,所述步骤s2中对当前时刻的各项参数数值分析的具体过程为:
20.获取关键零件的当前时刻工作时的各项参数:a1、a2
…
an,将a1、a2
…
an代入公式,得出零件的故障指标系数q:
21.q=α1*a1+α2*a2+
…
+αn*an;
22.其中,其中α1、α2…
αn分别为各项参数a1、a2
…
an的补偿系数,q为零件的故障指标系数;
23.将零件的故障指标系数q与预设的故障指标系数阈值q0比较:若q大于q0,则判断为零件磨损达到报废标准,并通过预警模块进行预警;
24.否则,则判断零件磨损程度未达到报废标准。
25.通过上述技术方案,本发明通过关键零件的当前时刻工作时的各项参数得出零件的故障指标系数q,并将零件的故障指标系数q与预设的故障指标系数阈值q0比较,判断零件是否达到报废标准。
26.作为本发明方案的进一步描述,所述步骤s4中对关键零件一段时间内的各项参数集分析的具体过程为:
27.获取关键零件在一段时间内的各项参数a1、a2
…
an随时间变化的曲线b1、b2
…
bn,将各项参数随时间变化曲线b1、b2
…
bn分别与各自预设的阈值曲线进行比较;
28.将各项参数随时间变化曲线b1、b2
…
bn下方与预设参数变化阈值曲线上方围成的面积记为s1、s2
…
sn,将s1、s2
…
sn代入公式,得出零件的潜在故障指标系数p:
29.p=β1*s1+β2*s2+
…
+βn*sn;
30.其中,β1、β2…
βn分别为s1、s2
…
sn的补偿系数,p为零件的潜在故障指标系数;
31.将零件的潜在故障指标系数p与潜在故障指标系数阈值p0比较,若p大于p0,则判断零件磨损达到检修标准,通过预警模块进行预警;
32.否则,则判断零件磨损未达到检修标准。
33.通过上述技术方案,本发明通过各项参数随时间变化曲线得出零件的潜在故障指标系数p,并将零件的潜在故障指标系数p与潜在故障指标系数阈值p0比较,判断零件是否达到检修标准。
34.作为本发明方案的进一步描述,所述步骤s5中预测关键零件的使用寿命具体过程为:
35.获取关键零件投入使用到当前时刻这段时间内故障系数q随时间的变化曲线l1;
36.将曲线l1输入预先训练的目标故障预测模型中,得到关键零件在未来一段时间内的变化曲线l2;
37.获取曲线l2对应的最大q值q
up
,将q
up
与预设的故障指标系数阈值q0比较,若q
up
大
于q0,则判断未来一段时间内零件磨损会达到报废标准,并通过预警模块进行预警;
38.否则,则判断未来一段时间内零件磨损程度不会达到报废标准。
39.通过上述技术方案,本发明通过将关键零件投入使用到当前时刻这段时间内故障系数q随时间的变化曲线l1代入预先训练的目标故障预测模型中,预测关键零件在未来一段时间内的变化曲线l2,然后获取曲线l2对应的最大q值q
up
,并将q
up
与预设的故障指标系数阈值q0比较,预测零件在未来一段时间内运行时是否达到报废标准。
40.作为本发明方案的进一步描述,所述目标故障预测模型可以预先通过对大量的训练数据集进行训练得到,未来一段时间可以理解为需要预测设备运行状态的时间段。
41.作为本发明方案的进一步描述,所述预警模块预警时根据零件磨损程度发出不同的预警指令,当零件磨损达到报废标准时发出红色预警指令,当零件磨损达到检修标准时,发出黄色预警指令,且指令可以通过手机短信的形式发给设备维护人。
42.一种基于物联网的设备管理跟踪系统,包括监控模块、数据处理模块和预警模块;
43.所述监控模块用于监控采集设备运行时关键零件的各项参数;
44.所述数据处理模块用于对采集的参数进行处理转换,并对采集和转换的数据进行分析;
45.所述预警模块用于根据数据处理模块对数据分析出不符合要求时,发出预警信息。
46.有益效果:1、本发明通过采集设备零件参数,并对参数进行分析对比,判断零件是否达到报废标准,若未达到报废标准,通过进一步分析对比,判断零件是否达到检修标准,若未达到检修标准,再通过更进一步分析对比,预测零件在未来一段时间使用时是否达到报废标准。
47.2、本发明通过关键零件的当前时刻工作时的各项参数得出零件的故障指标系数q,并将零件的故障指标系数q与预设的故障指标系数阈值q0比较,判断零件是否达到报废标准。
48.3、本发明通过各项参数随时间变化曲线得出零件的潜在故障指标系数p,并将零件的潜在故障指标系数p与潜在故障指标系数阈值p0比较,判断零件是否达到检修标准。
49.4、通过上述技术方案,本发明通过将关键零件投入使用到当前时刻这段时间内故障系数q随时间的变化曲线l1代入预先训练的目标故障预测模型中,预测关键零件在未来一段时间内的变化曲线l2,然后获取曲线l2对应的最大q值q
up
,并将q
up
与预设的故障指标系数阈值q0比较,预测零件在未来一段时间内运行时是否达到报废标准。
附图说明
50.下面结合附图对本发明作进一步的说明。
51.图1为本发明提供的基于物联网的设备管理跟踪方法部分流程示意图。
具体实施方式
52.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它
实施例,都属于本发明保护的范围。
53.请参阅图1所示,本发明为一种基于物联网的设备管理跟踪方法,所述方法包括如下步骤:
54.s1、通过监控模块采集设备在工作时关键零件的当前时刻的各项参数数值;
55.s2、通过数据处理模块采集到当前时刻的各项参数数值分析,判断关键零件的当前状态:
56.当分析符合要求时,进行步骤s3;
57.当分析不符合要求时,则关键零件存在故障,需立即报废,并通过预警模块进行预警;
58.s3、通过监控模块采集设备在工作时关键零件在一段时间内的各项参数集;
59.s4、通过数据处理模块对采集到的一段时间内的各项参数集分析,判断关键零件的潜在故障:
60.当分析符合要求时,则进行s5;
61.当分析不符合要求时,则关键零件存在潜在故障,需立即检修,并通过预警模块进行预警;
62.s5、通过监控模块采集设备从投入使用到当前时刻这段时间内关键零件的各项参数,预测关键零件的未来一段时间内的运行情况。
63.通过上述技术方案,本发明通过采集设备零件参数,并对参数进行分析对比,判断零件是否达到报废标准,若未达到报废标准,通过进一步分析对比,判断零件是否达到检修标准,若未达到检修标准,再通过更进一步分析对比,预测零件在未来一段时间使用时是否达到报废标准。
64.所述步骤s1中每台设备都有设备信息码,关键零件的各项参数与设备信息码一一对应,用于在预警模块预警时,快速找到对应设备。
65.所述步骤s2中对当前时刻的各项参数数值分析的具体过程为:
66.获取关键零件的当前时刻工作时的各项参数:a1、a2
…
an,具体的可以根据关键零件的特性选择对应的参数,例如某切割设备的切割刀,选择的参数为噪音a1、转矩a2、耗油量a3,根据实际情况选择参数数量,
67.具体的将噪音a1、转矩a2、耗油量a3代入公式,得出切割刀的故障指标系数q:
68.q=α1*a1+α2*a2+α3*a3;
69.其中,其中α1、α2、α3分别为各项参数a1、a2、a3的补偿系数,q为零件的故障指标系数;
70.将切割刀的故障指标系数q与预设的故障指标系数阈值q0比较:若q大于q0,则判断为切割刀磨损达到报废标准,并通过预警模块进行预警;
71.否则,则判断切割刀磨损程度未达到报废标准。
72.通过上述技术方案,本发明通过关键零件的当前时刻工作时的各项参数得出零件的故障指标系数q,并将零件的故障指标系数q与预设的故障指标系数阈值q0比较,判断零件是否达到报废标准。
73.所述步骤s4中对关键零件一段时间内的各项参数集分析的具体过程为:
74.获取切割刀在一段时间内的各项参数噪音a1、转矩a2、耗油量a3随时间变化的曲
线b1、b2、b3,将各项参数随时间变化曲线b1、b2、b3分别与各自预设的阈值曲线进行比较;
75.将各项参数随时间变化曲线b1、b2、b3下方与预设参数变化阈值曲线上方围成的面积记为s1、s2、s3,将s1、s2、s3代入公式,得出零件的潜在故障指标系数p:
76.p=β1*s1+β2*s2+β3*s3;
77.其中,β1、β2、β3分别为s1、s2、s3的补偿系数,p为零件的潜在故障指标系数;
78.将切割刀的潜在故障指标系数p与潜在故障指标系数阈值p0比较,若p大于p0,则判断切割刀磨损达到检修标准,通过预警模块进行预警;
79.否则,则判断切割刀磨损未达到检修标准。
80.通过上述技术方案,本发明通过各项参数随时间变化曲线得出零件的潜在故障指标系数p,并将零件的潜在故障指标系数p与潜在故障指标系数阈值p0比较,判断零件是否达到检修标准。
81.所述步骤s5中预测关键零件的使用寿命具体过程为:
82.获取切割刀投入使用到当前时刻这段时间内故障系数q随时间的变化曲线l1;
83.将曲线l1输入预先训练的目标故障预测模型中,得到关键零件在未来一段时间内的变化曲线l2;
84.获取曲线l2对应的最大q值q
up
,将q
up
与预设的故障指标系数阈值q0比较,若q
up
大于q0,则判断未来一段时间内切割刀磨损会达到报废标准,并通过预警模块进行预警;
85.否则,则判断未来一段时间内切割刀磨损程度不会达到报废标准。
86.通过上述技术方案,本发明通过将关键零件投入使用到当前时刻这段时间内故障系数q随时间的变化曲线l1代入预先训练的目标故障预测模型中,预测关键零件在未来一段时间内的变化曲线l2,然后获取曲线l2对应的最大q值q
up
,并将q
up
与预设的故障指标系数阈值q0比较,预测零件在未来一段时间内运行时是否达到报废标准。
87.作为本发明方案的进一步描述,所述目标故障预测模型可以预先通过对大量的训练数据集进行训练得到,未来一段时间可以理解为需要预测设备运行状态的时间段。
88.作为本发明方案的进一步描述,所述预警模块预警时根据零件磨损程度发出不同的预警指令,当零件磨损达到报废标准时发出红色预警指令,当零件磨损达到检修标准时,发出黄色预警指令,且指令可以通过手机短信的形式发给设备维护人。
89.一种基于物联网的设备管理跟踪系统,包括监控模块、数据处理模块和预警模块;
90.所述监控模块用于监控采集设备运行时关键零件的各项参数;
91.所述数据处理模块用于对采集的参数进行处理转换,并对采集和转换的数据进行分析;
92.所述预警模块用于根据数据处理模块对数据分析出不符合要求时,发出预警信息。
93.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1