一种W-Pin绕组电机的半闭口槽式定子冲片成型方法与流程
一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法
技术领域
1.本发明涉及绕组定子电机,具体涉及一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法。
背景技术:
2.在新能源汽车的实际应用中,随着高功率密度和高转矩密度的指标越来越高,槽满率更高的扁线成为了电机设计中的首选。扁线电机主要的下线绕组形式有hairpin、i
‑
pin、w
‑
pin等,其中,hairpin、i
‑
pin存在端部焊接电阻大、端部尺寸大的问题,因此较多采用w
‑
pin的绕组形式。
3.但是在该形式中,由于w
‑
pin绕组电机需要满足径向扩线、大开口下线的要求,因此通常其定子冲片中,齿槽的开口都较大,然而较大的齿槽开口,会对电机性能产生较大的影响,整体结构的可靠性也会下降。如果在套冲时就设计成小开口,又无法满足w
‑
pin绕组电机的下线要求。如果先套冲成大开口,下线完成后通过冲压齿靴完成对齿槽的封口,则会导致齿靴的应力分布较为集中,同样会对定子冲片造成损伤,对电机性能产生影响。
技术实现要素:
4.发明目的:本发明的目的是提供一种能够同时满足w
‑
pin绕组电机的下线要求以及结构可靠性高、应力分布较为均匀的w
‑
pin绕组电机的半闭口槽式定子冲片成型方法。
5.技术方案:本发明所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,包括以下步骤:
6.s1:对坯料进行套冲,得到定子冲片粗品,以齿靴的轴线与齿体的轴线之间的夹角为α,以齿靴的内侧边与齿体的底面之间所形成的的圆弧半径为r1,以齿靴的外侧边与齿体的侧面之间所形成的圆弧半径为r2;
7.s2:在定子冲片粗品中齿体的外侧,分别沿着齿体的两侧边由外向内对齿靴进行冲压,使得冲压后的α减小,r1减小,r2增大,随后进行下线;
8.s3:从正对齿体的方向由外向内对下线完成后的齿靴进行冲压,使得冲压后齿靴的α增大,r1增大,r2减小,完成半闭口式封口。
9.由此,在得到定子冲片粗品后,先对齿靴进行第一次冲压,使得相邻两个齿靴之间所形成的齿槽的开口扩大,从而方便进行下线,在下线完成后向反方向进行冲压,使得齿靴完成对齿槽的半闭口式封口,这样既可以实现w
‑
pin绕组电机的径向扩线、大开口要求,又能够通过两次冲压的方式使得应力分布更加均匀,有效缓解应力集中的情况,降低了定子冲片的综合损伤以及对电机性能的影响。
10.优选的,在步骤s2中,冲压后齿靴的外侧边与齿体的外侧边在同一直线上。
11.优选的,在步骤s3中,冲压后齿靴的内侧边与齿体的底面在同一弧线上,在该过程中,随着α的齿靴增大,齿靴的应力先减小后增大,最终使得齿靴整体的应力分布较为均匀,缓解了应力集中的状况。同时,在下线完成后,此时齿槽的开口为最小,从而减小了齿靴应
力对电机性能的影响。
12.优选的,在步骤s2中,采用直线型冲头进行冲压,这样可以提高对齿靴的冲压效率,并保证α能够处于持续减小的状态。
13.优选的,在步骤s3中,采用扇形冲头进行冲压,这样可以使得齿靴能够由内向外形变,并保证α处于持续增大的状态。
14.优选的,在步骤s1中,以齿靴的宽度为w,r/w≥2。
15.优选的,在步骤s1中,以齿靴的长度为l,齿靴的宽度为w,w/l≤0.5。
16.优选的,在步骤s1中,15
°
<α<75
°
,上述设计都可以减小应力集中系数,以提高整体结构的可靠性。
17.有益效果:本发明与现有技术相比,其具有的优点:在满足了w
‑
pin绕组电机的径向扩线、大开口下线要求的同时,使得齿靴的应力分布更加均匀,缓解了应力集中的情况,提高了整体结构的可靠性
附图说明
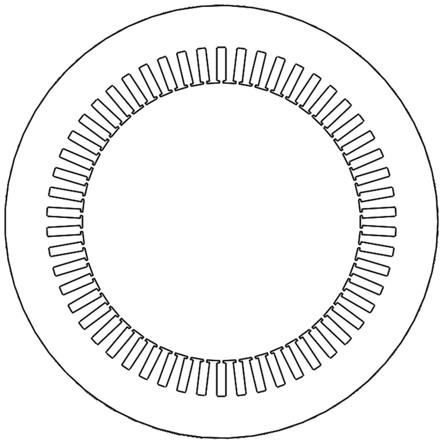
18.图1为通过本发明得到的定子冲片的结构示意图;
19.图2为定子冲片粗品中齿体的结构示意图;
20.图3为完成下线后齿体的结构示意图;
21.图4为完成半闭口式封口后齿体的结构示意图。
具体实施方式
22.下面结合附图对本发明的技术方案作进一步说明。
23.本发明所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,包括以下步骤:
24.s1:如图1所示,对坯料进行套冲,得到定子冲片粗品,以齿靴的轴线与齿体的轴线之间的夹角为α,以齿靴的内侧边与齿体的底面之间所形成的圆弧半径为r1,以齿靴的外侧边与齿体的侧面之间所形成的的圆弧半径为r2,以齿靴的宽度为w,以齿靴的长度为l,其中r/w≥2、w/l≤0.5、15
°
<α<75
°
;
25.s2:如图2所示,在定子冲片粗品中齿体的外侧,分别采用直线型冲头沿着齿体的两侧边由外向内对齿靴进行冲压,使得冲压后的α减小,r1减小,r2增大,并直到齿靴的外侧边与齿体的外侧边在同一直线上,此时不存在α和r2,随后进行下线;
26.s3:如图3所示,从正对齿体的方向采用扇形冲头,由内向外对下线完成后的齿靴进行冲压,使得冲压后齿靴的α增大,r1增大,r2减小,并直到齿靴的内侧边与齿体的底面在同一弧线上,此时α为90
°
,不存在r1,完成半闭口式封口。
27.在步骤s1中,对齿靴的结构参数进行控制,可以有效减小齿靴的应力集中系数。
28.在步骤s2中,当齿靴的外侧边与齿体的外侧边在同一直线上时,齿靴的应力最小,且此时齿槽的开口完全打开,能够方便工作人员进行下线,满足了w
‑
pin绕组电机的径向扩线、大开口下线要求。随后在s3中,当齿靴的内侧边与齿体的底面在同一弧线上时,齿靴重新对齿槽进行半闭口式封口,且此时开口最小,从而减小了开口过大对电机性能的影响。另一方面,在齿靴形变的过程中,其应变也逐渐增大,由此通过先减小、后增大的两次成型的
方式,缓解了齿靴的应力集中状况,使得应力分布更加均匀,从而提高了整体结构的可靠性。
技术特征:
1.一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,包括以下步骤:s1:对坯料进行套冲,得到定子冲片粗品,以齿靴的轴线与齿体的轴线之间的夹角为α,以齿靴的内侧边与齿体的底面之间所形成的圆弧半径为r1,以齿靴的外侧边与齿体的侧面之间所形成的圆弧半径为r2;s2:在定子冲片粗品中齿体的外侧,分别沿着齿体的两侧边由外向内对齿靴进行冲压,使得冲压后的α减小,r1减小,r2增大,随后进行下线;s3:从正对齿体的方向由内向外对下线完成后的齿靴进行冲压,使得冲压后齿靴的α增大,r1增大,r2减小,完成半闭口式封口。2.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s2中,冲压后齿靴的外侧边与齿体的外侧边在同一直线上。3.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s3中,冲压后齿靴的内侧边与齿体的底面在同一弧线上。4.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s2中,采用直线型冲头进行冲压。5.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s3中,采用扇形冲头进行冲压。6.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s1中,以齿靴的宽度为w,r/w≥2。7.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s1中,以齿靴的长度为l,齿靴的宽度为w,w/l≤0.5。8.根据权利要求1所述的一种w
‑
pin绕组电机的半闭口槽式定子冲片成型方法,其特征在于,在步骤s1中,15
°
<α<75
°
。
技术总结
本发明公开了一种W
技术研发人员:王迪 唐正宇 李节宝
受保护的技术使用者:蔚然(南京)动力科技有限公司
技术研发日:2021.08.04
技术公布日:2021/11/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1