一种电机绕组部件以及具有该绕组部件的注塑电机的制作方法
1.本实用新型涉及注塑电机领域,尤其是涉及一种电机绕组部件以及具有该绕组部件的注塑电机。
背景技术:
2.随着终端产品微型化发展趋势,电机作为其动力部件,按传统的电机结构,也无法满足客户安装空间要求,因此一种塑封(注塑)电机应用而生。注塑电机指定子组件(绕组部件)通过高压注塑的方式形成电机结构支撑部件,为电机微型化提供了基础,且注塑材料填充定子铁芯与绕组空隙,形成实体,提高导热系数,更利于电机运行中定子散热,此工艺具有一定的竞争优势,行业应用不断扩大。
3.然此类注塑电机均存在一个共性问题,即定子组件(绕组部件)需要作为注塑工序的嵌件,放在注塑模具中进行包塑,其注塑过程中绕组与注塑料进行直接接触,受高温影响,另一方面注塑料流动产生的巨大冲击力与漆包线直接作用。绕组漆包线作为电机电磁转换重要部件,存在一定的特殊要求,在包塑过程中易造成以下几个方面的品质问题:
4.1、漆包线受注塑料高温热量传递,易造成漆包线表层绝缘膜损伤,出现线圈匝间击穿;
5.2、绕组漆包线径一般比较细,注塑过程中漆包线受注塑料流动产生的巨大冲击力,以及注塑料固化产生的内应力影响,易造成漆包线断线;
6.3、定子绕组结构强度有限,在受到冲击力作用下易变形,造成漆包线外漏于注塑材料
7.基于以上问题,产品的合格率,以及可靠性受到影响,因此限制了此类电机应用工况。
技术实现要素:
8.本实用新型的目的就是为了克服上述现有技术问题而提供一种电机绕组部件以及具有该绕组部件的注塑电机。
9.本实用新型的目的可以通过以下技术方案来实现:
10.根据本实用新型的一个方面,提供了一种电机绕组部件,该部件为采用两次包塑成型的绕组部件,该绕组部件包括绕线部分、低压注塑部分和高压注塑部分,所述低压注塑部分先对绕线部分进行包塑成型后形成低压注塑预成形组件,所述低压注塑预成形组件通过高压注塑部分进行包塑成型。
11.作为优选的技术方案,所述的低压注塑部分为用于对绕线部分使用低压注塑工艺进行预成型的低压预成型部分。
12.作为优选的技术方案,所述的低压预成型部分包括低压成型模具和热缩性材料,所述的绕线部分作为嵌件放在低压成型模具内,所述的热缩性材料对其进行低压包塑成型形成低压注塑预成形组件。
13.作为优选的技术方案,所述的热缩性材料为高流动性的热缩性材料。
14.作为优选的技术方案,所述的高压注塑部分包括高压成型模具和注塑材料,所述的低压注塑预成形组件以嵌件形式放入高压成型模具后,所述的注塑材料对其进行高压包塑成型形成最终产品。
15.作为优选的技术方案,所述的注塑材料为热缩性材料或热固性塑料。
16.作为优选的技术方案,所述的电机绕组部件为定子组件或转子组件。
17.根据本实用新型的另一个方面,提供了一种具有绕组部件的注塑电机,其特征在于,该电机包括所述的电机绕组部件。
18.与现有技术相比,本实用新型具有以下优点:
19.1)本实用新型采用低压注塑部分作为中间过渡,因其高流动性,低注塑温度的特点,可以降低注塑压力及注塑温度,有效的保护漆包线,其次可以降低对漆包线材质及绝缘层的要求。
20.2)本实用新型由于使用了低压注塑预成型,可以有效性解决现有技术中直接采作高压注塑工艺对绕组进行包塑带来的漆包线匝间、断线、变形等品质问题。
21.3)按本实用新型方案生产良品率高,制程稳定,电机长期运行可靠性更高。
附图说明
22.图1为电机绕组部件示意图;
23.图2为低压注塑预成型示意图;
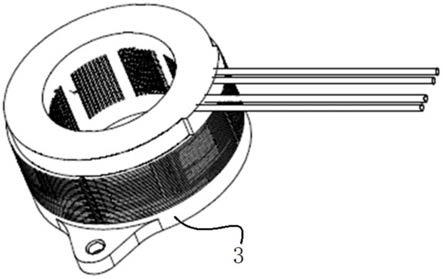
24.图3为高压注塑成型示意图。
25.其中1为绕线部分,2为低压注塑部分,3为高压注塑部分,4为低压注塑预成形组件。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。
27.实施例1
28.如图1
‑
3所示,一种电机绕组部件,该部件为采用两次包塑成型的绕组部件,该绕组部件包括绕线部分1、低压注塑部分2和高压注塑部分3,所述低压注塑部分2先对绕线部分1进行包塑成型后形成低压注塑预成形组件4,所述低压注塑预成形组件4通过高压注塑部分3进行包塑成型。
29.本实用新型提出了一种用于电机绕组部件的二次注塑方案,即电机绕组部件,如图1所示,使用两次包塑进行成形,包括对电机的绕组部件,定子部件先使用低压注塑工艺进行预成型,以对绕线部件进行保护,以及待部件冷却后再进行高压注塑成形,以达到设计终成形要求。
30.所述的低压注塑是指绕组部件作为嵌件放在成型模具,后采用高流动性的热缩性材料,以极低的压力进行包塑成形,制成中间半成品,如图2所示。所述的极低的压力为1
‑
5mpa。
31.所述的高压注塑是指低压注塑成形组件,以嵌件形式放入成型模具,后采用热缩性或热固性塑材料,以高压高射的工艺进行包塑成型,以达以设计最终成形材料、尺寸、形状要求,如图3所示。所述的高压高射的工艺具体为300mpa。
32.实施例2
33.所述的电机绕组部件为是转子组件,其他与实施例1相同。
34.实施例3
35.一种具有绕组部件的注塑电机,该电机包括所述的电机绕组部件。
36.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
技术特征:
1.一种电机绕组部件,其特征在于,该部件为采用两次包塑成型的绕组部件,该绕组部件包括绕线部分、低压注塑部分和高压注塑部分,所述低压注塑部分先对绕线部分进行包塑成型后形成低压注塑预成形组件,所述低压注塑预成形组件通过高压注塑部分进行包塑成型。2.根据权利要求1所述的电机绕组部件,其特征在于,所述的低压注塑部分为用于对绕线部分使用低压注塑工艺进行预成型的低压预成型部分。3.根据权利要求2所述的电机绕组部件,其特征在于,所述的低压预成型部分包括低压成型模具和热缩性材料,所述的绕线部分作为嵌件放在低压成型模具内,所述的热缩性材料对其进行低压包塑成型形成低压注塑预成形组件。4.根据权利要求3所述的电机绕组部件,其特征在于,所述的热缩性材料为高流动性的热缩性材料。5.根据权利要求1所述的电机绕组部件,其特征在于,所述的高压注塑部分包括高压成型模具和注塑材料,所述的低压注塑预成形组件以嵌件形式放入高压成型模具后,所述的注塑材料对其进行高压包塑成型形成最终产品。6.根据权利要求5所述的电机绕组部件,其特征在于,所述的注塑材料为热缩性材料或热固性塑料。7.根据权利要求1所述的电机绕组部件,其特征在于,所述的电机绕组部件为定子组件或转子组件。8.一种具有绕组部件的注塑电机,其特征在于,该电机包括权利要求1
‑
7中任一所述的电机绕组部件。
技术总结
本实用新型涉及一种电机绕组部件以及具有该绕组部件的注塑电机,该部件为采用两次包塑成型的绕组部件,该绕组部件包括绕线部分、低压注塑部分和高压注塑部分,所述低压注塑部分先对绕线部分进行包塑成型后形成低压注塑预成形组件,所述低压注塑预成形组件通过高压注塑部分进行包塑成型。与现有技术相比,本实用新型具有适用复杂工况、产品合格率高、成品可靠性高等优点。可靠性高等优点。可靠性高等优点。
技术研发人员:姬中营 金万兵 田阁 彭光明
受保护的技术使用者:上海鸣志电器股份有限公司
技术研发日:2021.06.08
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1