一种外转子电机动平衡加工工艺的制作方法
本发明涉及外转子加工,特别涉及一种外转子电机动平衡加工工艺。
背景技术:
1、中国专利文献号cn113333709a于20121年9月3日公开了一种导体转子的离心铸造方法,采用离心铸造工艺制造导体转子,通过熔炼、离心成型、停机冷却、机加工等步骤加工导体转子;对导体环的原材料加热到t1℃进行熔炼,将原材料完全熔化成液态;对导体筒预加热到t2℃并保持恒温,将熔炼好的导体环液态原材料浇注在导体筒内,启动离心机,带动导体筒旋转,利用导体筒的离心力作用将导体环的液态原材料均匀的分布在导体筒的内圆周面上;当导体筒的温度降至t2℃后,离心机继续旋转10分钟,随后停机取下导体筒冷却至常温;对导体环和导体筒进行机加工,形成整体式的导体转子。该导体转子的离心铸造方法的转子铁芯的冲压模具为无气隙设计技术和转子压铸模具采用离心压铸(采用立式离心机压铸,铝注到转子槽孔),导致转子变形、同心度差(同心度为20~30c)、铸铝不饱满,造成转子动平衡差。
2、因此,有必要做进一步改进。
技术实现思路
1、本发明的目的旨在提供一种使转子不变形、转子同心度好、铸铝饱满、使转子动平衡好、实用性强的外转子电机动平衡加工工艺,以克服现有技术中的不足之处。
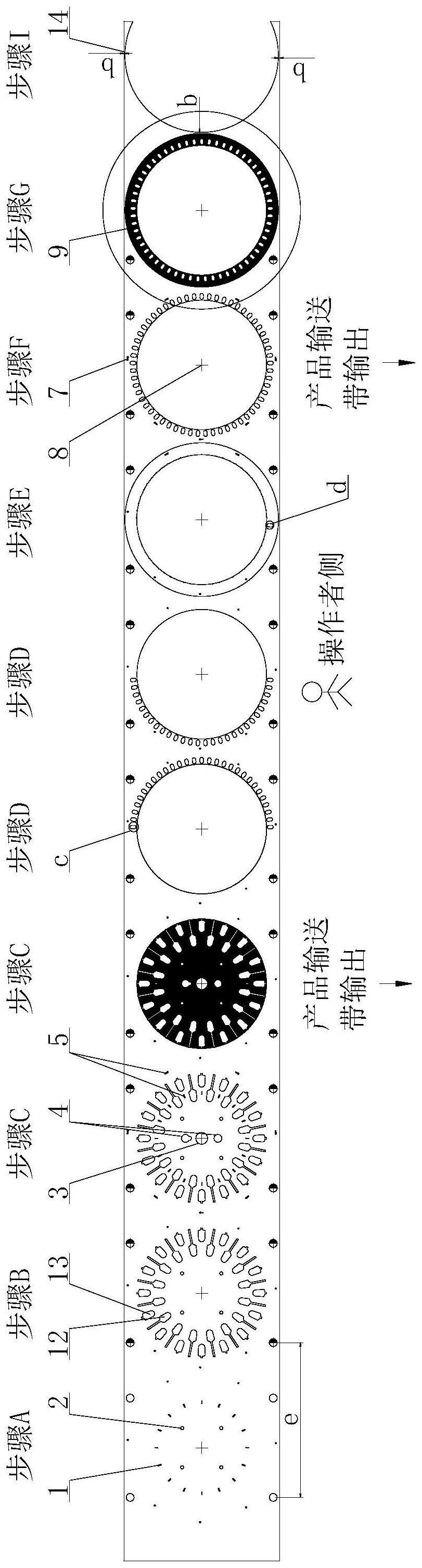
2、按此目的设计的一种外转子电机动平衡加工工艺,其特征在于:包括如下步骤:
3、a、分别冲导正孔、圆孔和内定子计数;
4、b、冲外转子槽型;
5、c、分别冲轴孔、减重孔、内定子叠铆和外转子计数;
6、d、冲外转子槽型;
7、e、切气隙;
8、f、冲外转子叠铆和中心孔;
9、g、冲外转子落料;
10、h、将废料切断,得出半成品;
11、i、通过卧式压铸技术对半成品进行铸铝,得出成品。
12、步骤d中,冲外转子槽型时,先冲槽孔,再冲槽口,气隙与槽口对接。
13、步骤i中,铸铝依次通过气隙、槽口和槽孔注入半成品内。
14、步骤e中,气隙的厚度为a,a=0.15~0.25mm。
15、步骤b中,外转子槽型包括异形短孔和异形长孔。
16、步骤d中,冲外转子槽型时,先冲其中一半边槽型,再冲另一半边槽型。
17、步骤a、步骤b和步骤c的冲压通过气缸抽板控制。
18、步骤g的冲压通过步进电机带动扭斜。
19、步骤i中,废料切断时形成搭边,搭边的厚度为b,b=1.5~2mm。
20、本发明通过将转子铁芯模具采用单边0.2mm气隙设计,且转子模具采用卧式压铸铸铝设计,同时冲外转子槽型时,先冲槽孔,再冲槽口,转子在压铸过程中应力消失,从而不变形,而且保证转子同心度好(同心度小于5c),而且铸铝饱满,提高转子的抗碰撞性能,使得转子的密度更高,且转子的铝成分比例高,减少电阻,提高转子能效和电效率(省电),生产损耗电少。
技术特征:
1.一种外转子电机动平衡加工工艺,其特征在于:包括如下步骤:
2.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤d中,冲外转子槽型时,先冲槽孔(10),再冲槽口(11),气隙(6)与槽口(11)对接。
3.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤i中,铸铝依次通过气隙(6)、槽口(11)和槽孔(10)注入半成品内。
4.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤e中,气隙(6)的厚度为a,a=0.15~0.25mm。
5.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤b中,外转子槽型包括异形短孔(12)和异形长孔(13)。
6.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤d中,冲外转子槽型时,先冲其中一半边槽型,再冲另一半边槽型。
7.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤a、步骤b和步骤c的冲压通过气缸抽板控制。
8.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤g的冲压通过步进电机带动扭斜。
9.根据权利要求1所述的外转子电机动平衡加工工艺,其特征在于:步骤i中,废料切断时形成搭边(14),搭边(14)的厚度为b,b=1.5~2mm。
技术总结
一种外转子电机动平衡加工工艺,包括如下步骤:A、分别冲导正孔、圆孔和内定子计数;B、冲外转子槽型;C、分别冲轴孔、减重孔、内定子叠铆和外转子计数;D、冲外转子槽型;E、切气隙;F、冲外转子叠铆和中心孔;G、冲外转子落料;H、将废料切断,得出半成品;I、通过卧式压铸技术对半成品进行铸铝,得出成品。本发明通过将转子铁芯模具采用单边0.2mm气隙设计,且转子模具采用卧式压铸铸铝设计,同时冲外转子槽型时,先冲槽孔,再冲槽口,转子在压铸过程中应力消失,从而不变形,而且保证转子同心度好(同心度小于5C),而且铸铝饱满,提高转子的抗碰撞性能,使得转子的密度更高,且转子的铝成分比例高,减少电阻,提高转子能效和电效率。
技术研发人员:梁文广
受保护的技术使用者:广东飞鹿电器有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!