一种电磁辅助定位的波形弹簧装配工装的制作方法
1.本实用新型属于油泵装配领域,涉及一种汽车电子油泵定子和转子的装配工装,特别涉及一种电磁辅助定位的波形弹簧装配工装。
背景技术:
2.汽车电子油泵转子和定子的组装过程中,为了补偿转子的轴向浮动,会在定子组件端面和转子组件端面之间放置波形弹簧,对转子组件形成轴向的弹性推力。在组装的过程中,由于转子组件和波形弹簧是相对转动的关系,因此波形弹簧无法直接放置在转子组件上、随转子组件压入式装配。现有的装配方式都是将波形弹簧先放入定子组件内,而后再装入转子组件压住波形弹簧。波形弹簧沿环周方向呈波浪形起伏,其本身并非平整的结构,因此在波形弹簧放入时会产生移动导致偏置或不平整,而转子组件装入定子为不可视过程,波形弹簧的偏置或不平整在转子组件压入后会产生挤压折叠等变形,在后续的通电测试和使用中才能发现,容易导致汽车电子油泵烧毁等严重后果。
技术实现要素:
3.本实用新型的目的在于解决汽车电子油泵转子组件和定子组件之间的波形弹簧为波形结构,放置时会产生移动导致偏置或不平整,导致汽车电子油泵质量不合格的问题,提供一种电磁辅助定位的波形弹簧装配工装,在波形弹簧装入后在汽车电子油泵定子组件外端部采用电磁铁吸附定位波形弹簧,避免波形弹簧偏置移动,提高产品的合格率。
4.本实用新型解决其技术问题所采用的一种技术方案是:一种电磁辅助定位的波形弹簧装配工装,包括夹持转移定子组件的夹持机构、放置波形弹簧的波形弹簧上料机构,所述定子组件包括相互嵌设定子绕组和壳体,所述定子绕组中间设有装设转子组件的通孔,所述壳体一端开口并嵌设定子绕组,另一端的端面中心与通孔对齐设有嵌设波形弹簧的凹槽,所述夹持机构包括夹持定子组件的夹爪,夹爪之间设有与壳体凹槽背面对齐的电磁铁,所述波形弹簧上料机构为气缸驱动的伸缩杆,伸缩杆的端部设有波形弹簧放置座,所述壳体为铝合金材质。定子组件为定子绕组和壳体相互嵌合的结构,壳体一端开口并嵌设固定定子组件,另一端封闭,定子绕组中间为通孔用于与转子绕组装配,壳体封闭端中心与通孔对齐设置凹槽,凹槽内定位放置波形弹簧。夹持机构夹持定子组件,定子组件开口朝下,夹持后移动到波形弹簧上料机构上方,将波形弹簧放置在伸缩杆的波形弹簧放置座上,利用伸缩杆顶升将波形弹簧定至壳体凹槽内,此时电磁铁处于通电状态,产生吸力吸附波形弹簧并定位,波形弹簧被吸附后不会移动跑偏,直至夹持组件转移到转子组件上方,与转子组件完成组装后,电磁铁断电。由于壳体为铝材质,因此电磁铁的磁性不会对齐产生影响。
5.作为优选,所述夹爪相对设置两个,两夹爪相对的侧面为与定子组件适配的u型卡槽。
6.作为优选,所述夹爪为可在水平位置和竖直位置之间来回摆动的开合式夹爪。
7.作为优选,所述夹持机构朝下设置,所述波形弹簧上料机构向上顶升上料。
8.作为优选,所述电磁铁设置两夹爪之间的上部。
9.作为优选,所述波形弹簧为铁磁性材料制成。波形弹簧采用弹簧钢等材料制作,可以被电磁铁吸附。
10.本实用新型在夹持机构中设置电磁铁,利用电磁铁吸附波形弹簧并进行定位,防止波形弹簧移动跑偏;另外由于波形弹簧被磁性吸附,方便夹持的定子组件可以被倒吊移动,与不便夹持的转子组件装配。
附图说明
11.下面结合附图对本实用新型进一步说明。
12.图1是本实用新型的一种定子组件和转子组件的分解结构示意图。
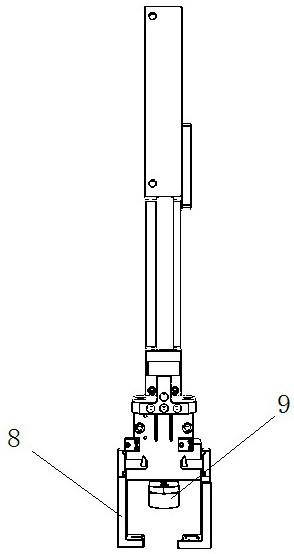
13.图2是本实用新型的夹持机构示意图。
14.图3是本实用新型的波形弹簧上料机构示意图。
15.图中 :1、定子组件,2、转子组件,3、定子绕组,4、壳体,5、凹槽,6、波形弹簧,7、转子,8、夹爪,9、电磁铁,10、伸缩杆,11、波形弹簧放置座,12、气缸。
具体实施方式
16.下面通过具体实施例并结合附图对本实用新型进一步说明。
17.实施例:一种电磁辅助定位的波形弹簧装配工装,用于在组装如图1所示的汽车电子油泵时,定位波形弹簧的位置。图1中,定子组件包括拼装成圆周的定子绕组3,定子绕组中心设有组装转子绕组2的通孔。定子绕组嵌设在壳体4中,壳体为铝合金材质,壳体前端开口、后端封闭,定子绕组从壳体4前端采用热套工艺嵌入,壳体4的后端面中心设有放置波形弹簧6的凹槽5,凹槽5与通孔对齐。转子组件2与定子组件1组装时,转子7插入定子组件的通孔中,转子7的后端面压在波形弹簧6上。
18.如图2、3所示,本例中的电磁辅助定位的波形弹簧装配工装包括如图2所示的夹持转移定子组件的夹持机构、如图3所示的放置波形弹簧的波形弹簧上料机构。如图2所示,夹持机构夹持定子组件后可以在轨道上平移、升降。夹持机构包括夹持定子组件的夹爪8,夹爪之间设有与壳体凹槽背面对齐的电磁铁9。夹爪8相对设置两个,两夹爪相对的侧面为与定子组件适配的u型卡槽。夹爪为可在水平位置和竖直位置之间来回摆动的开合式夹爪。电磁铁9设置两夹爪8之间的上部。
19.波形弹簧6为铁磁性材料制成,本例中采用弹簧钢。所述波形弹簧上料机构为气缸12驱动的伸缩杆10,伸缩杆的端部设有波形弹簧放置座11,所述壳体为铝合金材质。夹持机构朝下设置,所述波形弹簧上料机构向上顶升上料。
20.夹持机构夹持定子组件,定子组件开口朝下,夹持后移动到波形弹簧上料机构上方,将波形弹簧放置在伸缩杆的波形弹簧放置座上,利用伸缩杆顶升将波形弹簧定至壳体凹槽内,此时电磁铁处于通电状态,产生吸力吸附波形弹簧并定位,波形弹簧被吸附后不会移动跑偏,直至夹持组件转移到转子组件上方,与转子组件完成组装后,电磁铁断电。
技术特征:
1.一种电磁辅助定位的波形弹簧装配工装,其特征在于:包括夹持转移定子组件的夹持机构、放置波形弹簧的波形弹簧上料机构,所述定子组件包括相互嵌设定子绕组和壳体,所述定子绕组中间设有装设转子组件的通孔,所述壳体一端开口并嵌设定子绕组,另一端的端面中心与通孔对齐设有嵌设波形弹簧的凹槽,所述夹持机构包括夹持定子组件的夹爪,夹爪之间设有与壳体凹槽背面对齐的电磁铁,所述波形弹簧上料机构为气缸驱动的伸缩杆,伸缩杆的端部设有波形弹簧放置座,所述壳体为铝合金材质。2.根据权利要求1所述的一种电磁辅助定位的波形弹簧装配工装,其特征在于:所述夹爪相对设置两个,两夹爪相对的侧面为与定子组件适配的u型卡槽。3.根据权利要求1或2所述的一种电磁辅助定位的波形弹簧装配工装,其特征在于:所述夹爪为可在水平位置和竖直位置之间来回摆动的开合式夹爪。4.根据权利要求1或2所述的一种电磁辅助定位的波形弹簧装配工装,其特征在于:所述夹持机构朝下设置,所述波形弹簧上料机构向上顶升上料。5.根据权利要求1或2所述的一种电磁辅助定位的波形弹簧装配工装,其特征在于:所述电磁铁设置两夹爪之间的上部。6.根据权利要求1或2所述的一种电磁辅助定位的波形弹簧装配工装,其特征在于:所述波形弹簧为铁磁性材料制成。
技术总结
本实用新型涉及一种电磁辅助定位的波形弹簧装配工装,解决转子组件和定子组件之间的波形弹簧为波形结构,组装是后容易移动导致偏置的问题。本装置包括夹持转移定子组件的夹持机构、放置波形弹簧的波形弹簧上料机构,所述定子组件包括相互嵌设定子绕组和壳体,所述定子绕组中间设有装设转子组件的通孔,所述壳体一端开口并嵌设定子绕组,另一端的端面中心与通孔对齐设有嵌设波形弹簧的凹槽,所述夹持机构包括夹持定子组件的夹爪,夹爪之间设有与壳体凹槽背面对齐的电磁铁,所述波形弹簧上料机构为气缸驱动的伸缩杆,伸缩杆的端部设有波形弹簧放置座,所述壳体为铝合金材质。本实用新型利用电磁铁吸附波形弹簧并进行定位,防止波形弹簧移动跑偏。形弹簧移动跑偏。形弹簧移动跑偏。
技术研发人员:杨定兵 曹彦湖 王文斌
受保护的技术使用者:江西沃德尔科技有限公司
技术研发日:2022.02.28
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1