定子组件、电机及电动工具的制作方法
本技术属于电动工具,具体涉及一种定子组件、电机及电动工具。
背景技术:
1、电机包括转子组件和定子组件,通过改变输入到定子线圈上的电流,产生旋转磁场并作用于转子形成旋转扭矩,从而驱动转子组件旋转,是把电能转化成机械能的一种重要设备。
2、定子组件包括定子铁芯、设置在定子铁芯两侧的端板,端板由绝缘材料制成,端板与定子线圈接触而防止铁芯与定子线圈接触导致电机损坏。
3、现有技术的端板的形状不能满足电机绝缘的需求。
技术实现思路
1、因此,本实用新型所要解决的技术问题是使电机绝缘性能更佳。
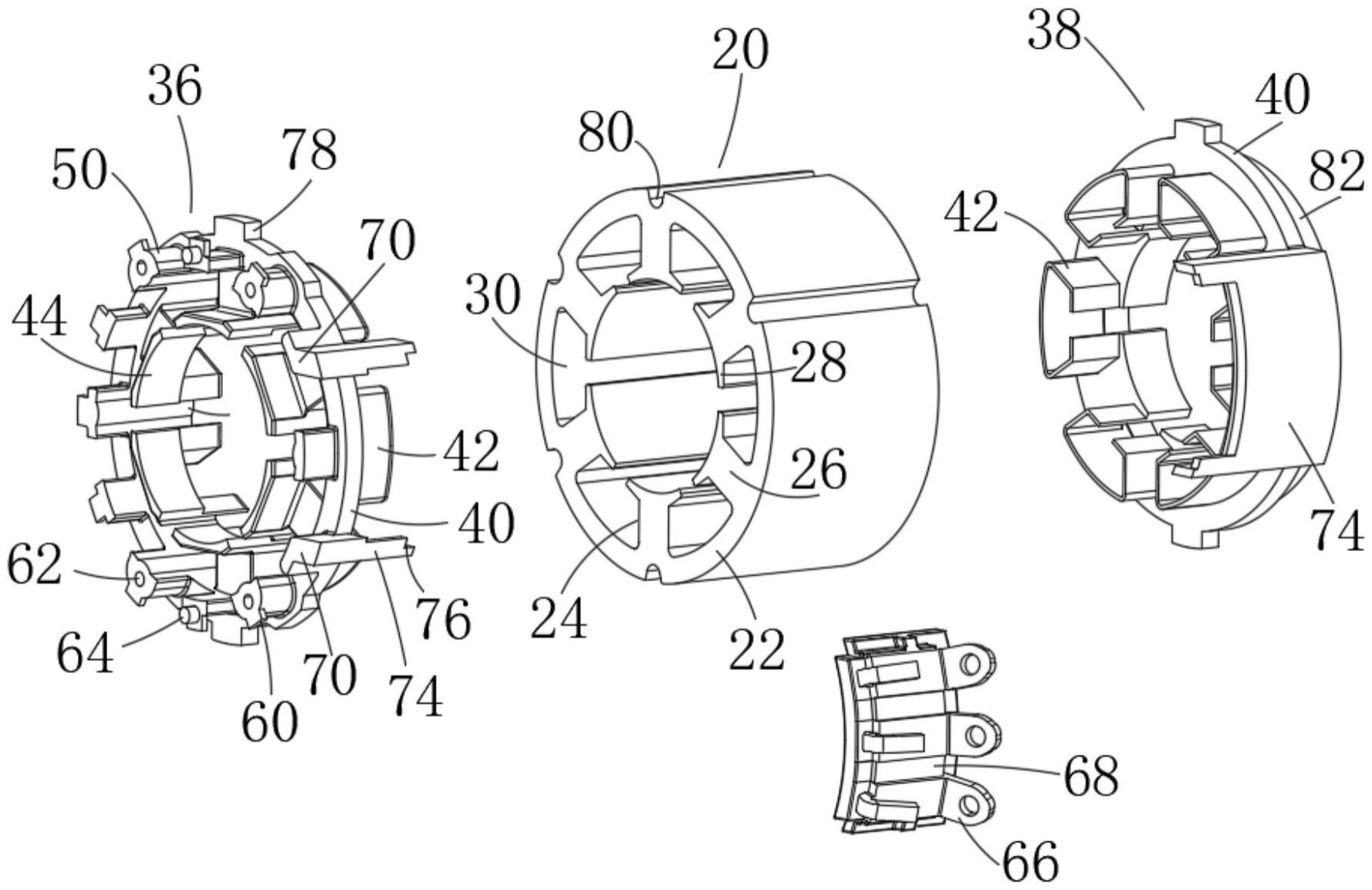
2、为解决上述技术问题,本实用新型提供一种定子组件,所述定子组件包括定子铁芯、设置在定子铁芯两侧的端板,所述定子铁芯包括本体及设置在本体上的绕线架,相邻的绕线架之间形成槽形空间,所述端板包括中间件、至少部分在中间件的内侧延伸的槽形件、至少部分在中间件的外侧延伸的绕线保护件,所述槽形件和所述绕线保护件在周向上临接设置,所述绕线保护件套接于所述绕线架的端部,所述槽形件收容于所述槽形空间;所述中间件的外表面轴向延伸有多个过线柱,所述过线柱的其中两个形成周向间隔设置的末端过线体,所述末端过线体的内表面与中间件的内侧间隔设置。
3、优选的,所述槽形件与所述槽形空间的内壁抵接,所述槽形件的厚度小于等于0.4mm;优选的,所述槽形件的厚度小于等于0.35mm;更优选的,所述槽形件的厚度小于等于0.30mm;进一步优选的,所述槽形件的厚度小于等于0.25mm。
4、优选的,所述端板由塑料注塑成型,所述塑料的熔融指数大于等于20g/10min。
5、优选的,所述端板通过注塑机一体注塑成型,所述注塑机的推动件的移动速度大于等于250mm/s。
6、优选的,所述端板通过注塑一体成型,每个端板对应的注胶点大于等于3个;或者,每个端板对应的注胶点数量与绕线保护件的数量相同。
7、优选的,所述注胶点对应所述绕线保护件外表面的中心位置。
8、优选的,所述端板通过注塑一体成型,所述定子铁芯作为所述端板的嵌件,所述端板注塑成型后与所述定子铁芯相对固定。
9、优选的,所述定子铁芯在所述端板注塑前被加热至特定温度,所述特定温度大于等于定子铁芯上的油污的挥发温度;和/或,所述定子铁芯被加热至大于等于90度,小于等于500度。
10、本实用新型还提供一种电机,所述电机包括相配合的定子组件和转子组件,所述定子组件为上述任一所述的定子组件。
11、本实用新型还提供一种电动工具,所述电动工具包括壳体、收容于所述壳体内的电机、由所述电机驱动的传动机构,由所述传动机构驱动的工作头,所述电机为上述的电机。
12、本实用新型提供的技术方案,具有以下优点:
13、1.本实用新型提供的定子组件,槽形件与槽形空间的形状匹配,槽形件可插入槽形空间中,槽形件与槽形空间的内壁抵接。槽形件用于更好地隔离定子线圈与槽形空间内壁接触,更好地避免短路。
14、2.本实用新型提供的电机及电动工具,采用上述定子组件,同样可以更好地避免短路,从而提升电机及电机工具的使用寿命。
技术特征:
1.一种定子组件,所述定子组件包括定子铁芯、设置在定子铁芯两侧的端板,所述端板包括分别设置在所述定子铁芯两侧的第一端板和第二端板,其特征在于:所述定子铁芯包括本体及设置在本体上的绕线架,相邻的绕线架之间形成槽形空间,所述端板包括中间件、至少部分在中间件的内侧延伸的槽形件、至少部分在中间件的外侧延伸的绕线保护件,所述槽形件和所述绕线保护件在周向上临接设置,所述绕线保护件套接于所述绕线架的端部,所述槽形件收容于所述槽形空间;所述第一端板的中间件的外表面轴向延伸有多个过线柱,所述过线柱的其中两个形成周向间隔设置的末端过线体,所述末端过线体的内表面与中间件的内侧间隔设置。
2.如权利要求1所述的定子组件,其特征在于:所述槽形件与所述槽形空间的内壁抵接,所述槽形件的厚度小于等于0.4mm。
3.如权利要求2所述的定子组件,其特征在于:所述端板由塑料注塑成型,所述塑料的熔融指数大于等于20g/10min。
4.如权利要求2所述的定子组件,其特征在于:所述端板通过注塑机一体注塑成型,所述注塑机的推动件的移动速度大于等于250mm/s。
5.如权利要求2所述的定子组件,其特征在于:所述端板通过注塑一体成型,每个端板对应的注胶点大于等于3个;或者,每个端板对应的注胶点数量与绕线保护件的数量相同。
6.如权利要求5所述的定子组件,其特征在于:所述注胶点对应所述绕线保护件外表面的中心位置。
7.如权利要求2所述的定子组件,其特征在于:所述端板通过注塑一体成型,所述定子铁芯作为所述端板的嵌件,所述端板注塑成型后与所述定子铁芯相对固定。
8.如权利要求7所述的定子组件,其特征在于:所述定子铁芯在所述端板注塑前被加热至特定温度,所述特定温度大于等于定子铁芯上的油污的挥发温度;和/或,所述定子铁芯被加热至大于等于90度,小于等于500度。
9.如权利要求2所述的定子组件,其特征在于:所述槽形件的厚度小于等于0.35mm。
10.如权利要求9所述的定子组件,其特征在于:所述槽形件的厚度小于等于0.30mm。
11.如权利要求10所述的定子组件,其特征在于:所述槽形件的厚度小于等于0.25mm。
12.一种电机,所述电机包括相配合的定子组件和转子组件,其特征在于:所述定子组件为权利要求1至11任一所述的定子组件。
13.一种电动工具,所述电动工具包括壳体、收容于所述壳体内的电机、由所述电机驱动的传动机构,由所述传动机构驱动的工作头,其特征在于:所述电机为权利要求12所述的电机。
技术总结
本技术公开一种定子组件、电机及电动工具,所述定子组件包括定子铁芯、设置在定子铁芯两侧的端板,所述定子铁芯包括本体及设置在本体上的绕线架,相邻的绕线架之间形成槽形空间,所述端板包括中间件、至少部分在中间件的内侧延伸的槽形件、至少部分在中间件的外侧延伸的绕线保护件,所述槽形件和所述绕线保护件在周向上临接设置,所述绕线保护件套接于所述绕线架的端部,所述槽形件收容于所述槽形空间。
技术研发人员:冯晓灿,鲍康龙
受保护的技术使用者:苏州得力科技有限公司
技术研发日:20220824
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!