用于定子内径夹持的装置的制作方法
1.本发明涉及了一种定子装配装置,尤其是涉及了一种用于定子内径夹持的装置。
背景技术:
2.在电机装配的生产线中,将成品定子与机壳中装配起来是复杂且重要的一环。目前普遍的常用的技术是将定子直接压入机壳当中。该种方法难以保证成品定子与机壳同心。不良率高,对后续工序影响较大。
3.此种装置包括机壳和成品定子,机壳内部有依据成品定子外形设计的放置台,将成品定子放置在放置台上,即完成了电机机壳与成品定子的装配工作。此种结构,无法完全保证定子与机壳的同心度。当机壳内的放置台不在同一平面上,此时机壳与定子的同心度就无法保证。此种装置和装配方式良品率不高,生产效率低。
技术实现要素:
4.为了解决背景技术中存在的问题,本发明所提供了一种用于定子内径夹持的装置。
5.本发明采用的技术方案是:
6.主体结构包括压机部件、压头部件、定子载台和机壳定位部件,压机部件下方安装有压头部件,压头部件下端安装有定子载台,定子载台中的定子与压头部件同轴心布置,定子载台下方设有机壳定位部件。
7.所述的压机部件包括动件和静件;其中静件为压机安装板,压机安装板保持固定,压机安装在压机安装板上面,动件为压头转接柱,压机的压机杆穿过压机安装板后和压头转接柱连接。
8.所述的压头部件包括两个气缸、长压杆、导向头、压套、拉杆和横杆;长压杆上端固定所述压机部件的压头转接柱上,长压杆两侧均固定设有气缸,长压杆两侧的两个气缸在同一水平面布置,每个气缸的气缸杆朝下且均安装有气缸连接杆,两个气缸的气缸连接杆之间通过水平的横杆连接;长压杆下方同轴安装有导向头,导向头内部中空形成竖直的空腔,空腔内设有一根拉杆,拉杆在空腔内可上下活动,拉杆上端和横杆中部固定连接,下端套装在导向头的底部内形成锥面配合结构;导向头外周设有压套,压套下端面用于压接定子载台的定子。
9.所述的锥面配合结构具体包括:导向头底部的外周面设置有多道环形槽,导向头底部沿周向间隔设置有多个连通到内部空腔的、径向的缺口槽,缺口槽外侧和环形槽连通,每个缺口槽内均装有一个内撑爪,每个环形槽内均装有一个环形的拉簧,伸入到导向头底部内的拉杆外周面设置为上大下小的圆锥面,内撑爪内侧面设置为和拉杆圆锥面配合的楔形面,内撑爪外侧面和拉簧接触压接。
10.所述的长压杆上部设有用于横杆穿过且允许上下移动的水平的通槽,且导向头在通槽和自身内部的空腔之间设有同于拉杆穿设出的通孔,拉杆上端设有用于横杆穿过的通
孔;拉杆上端穿过导向头的通孔后伸入到长压杆的通槽中,横杆穿过长压杆上的通槽,也从拉杆上端伸入到长压杆通槽中的通孔穿入。
11.所述拉杆底端和导向头空腔底端内壁之间装有第二无油衬套,拉杆上端和导向头空腔上端内壁之间装有第一无油衬套,拉杆上下两端从第二无油衬套和第一无油衬套内穿过而可上下轴向移动地安装在导向头空腔内。
12.所述的拉杆下端面还安装有用于限位定位第二无油衬套安装的挡盖。
13.所述的定子载台包括载板、鼠笼和定子,鼠笼固定在载板上,定子预先被装入鼠笼内,定子与压头部件的导向头同轴心布置。
14.所述的机壳定位部件包括机壳定位板和机壳,机壳固定在机壳定位板上,机壳上端开设有用于安装所述定子载台的定子的定子安装孔,机壳内的定子安装孔与定子同轴心。
15.针对本发明的对象成品定子需要与机壳同心安装的问题,本发明在压头部件增加一种定子内径夹持的装置;在成品定子压装入机壳前,压头先将成品定子固定在压头部件上,然后压头推动成品定子下压将成品定子压入机壳内,这样在整个下压的过程中,由于成品定子被固定在压头部件上不会晃动和移动,所以就保证了成品定子与机壳的同心。
16.本发明的有益效果是:
17.本发明能够很好地解决在成品定子与机壳装配时无法保证同心度的问题,将定子的固定、压装实现自动化,以提升生产效率和良品率。
附图说明
18.图1是本发明热套内撑压头机构示意图。
19.图2是本发明压机部件示意图。
20.图3是本发明压头部件示意图。
21.图4是本发明压头部件爆炸图。
22.图5是本发明压头部件剖视图。
23.图6是本发明压头部件局部剖视图。
24.图7、图8是本发明压头部件局部视图。
25.图9是本发明定子载台示意图。
26.图10是本发明定子载台爆炸图。
27.图11是本发明机壳定位部件示意图。
28.图12是本发明压头内撑运动转换示意图。
29.图中,a0、压机部件,a1、压机,a2、压机安装板,a3、压头转接柱;b0、压头部件,b1、气缸,b2、气缸连接杆,b3、长压杆,b4、横杆,b5、拉杆,b6、导向头,b7、第一无油衬套,b8、压套,b9、拉簧,b10、挡盖,b11、第二无油衬套,b12、内撑爪;c0、定子载台,c1、载板,c2、鼠笼,c3、定子;d0、机壳定位部件,d1、机壳定位板,d2、机壳。
具体实施方式
30.下面结合附图及具体实施例对本发明作进一步详细说明。
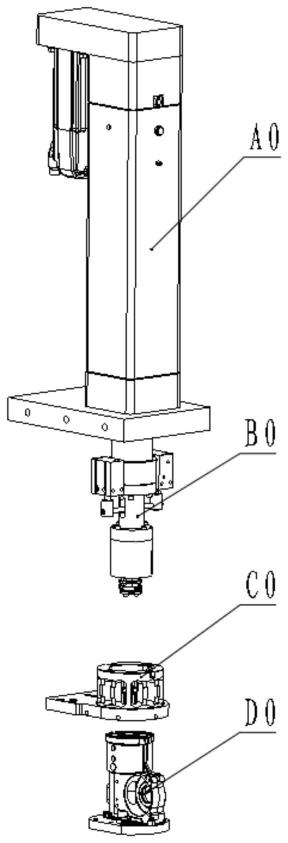
31.如图1所示,本装置主体结构包括压机部件a0、压头部件b0、定子载台c0和机壳定
位部件d0,压机部件a0下方安装有压头部件b0,压机部件a0和压头部件b0之间通过压头转接柱a3连接,压头部件b0下端安装有定子载台c0,定子载台c0中的定子c3与压头部件b0同轴心布置,定子载台c0下方设有机壳定位部件d0,机壳定位部件d0中的机壳d2与定子载台c0中的定子c3是本装置的作用对象。
32.如图2所示,压机部件a0包括动件和静件;其中静件为压机安装板a2,压机安装板a2保持固定,压机安装板a2作用是给压机a1提供固定和支撑,压机a1安装在压机安装板a2上面,动件为压头转接柱a3,压机a1的压机杆穿过压机安装板a2后和压头转接柱a3连接,压机a1是本机构压头部件b0的下压动力源。
33.如图3、图4所示,压头部件b0是本发明的关键机构,包括两个气缸b1、长压杆b3、导向头b6、压套b8、拉杆b5和横杆b4;
34.长压杆b3上端固定压机部件a0的压头转接柱a3上与压机部件a0相连,长压杆b3两侧均固定设有气缸b1,长压杆b3两侧的两个气缸b1在同一水平面布置并固定在长压杆b3侧面,每个气缸b1的气缸杆朝下且均安装有气缸连接杆b2,两个气缸b1的气缸连接杆b2之间通过水平的横杆b4连接,使两个气缸的作用力通过横杆b4集中到一起;
35.长压杆b3下方同轴安装有导向头b6,压套b8固定于长压杆b3,导向头b6内部中空形成竖直的空腔,空腔内设有一根拉杆b5,拉杆b5在空腔内可上下活动,拉杆b5上端和横杆b4中部固定连接,下端套装在导向头b6的底部内形成锥面配合结构;导向头b6外周设有压套b8,压套b8下端面用于压接定子载台c0的定子c3。
36.锥面配合结构具体包括:导向头b6底部的外周面设置有多道环形槽,导向头b6底部沿周向间隔设置有多个连通到内部空腔的、径向的缺口槽,缺口槽外侧和环形槽连通,每个缺口槽内均装有一个内撑爪b12,每个环形槽内均装有一个环形的拉簧b9,伸入到导向头b6底部内的拉杆b5外周面设置为上大下小的圆锥面,内撑爪b12内侧面设置为和拉杆b5圆锥面配合的楔形面,内撑爪b12外侧面和拉簧b9接触压接。
37.缺口槽沿轴向的长度大于所有环形槽沿轴向的长度,使得缺口槽所在的轴向段覆盖设置多个环形槽。
38.长压杆b3上部设有用于横杆b4穿过且允许上下移动的水平的通槽,且导向头b6在通槽和自身内部的空腔之间设有同于拉杆b5穿设出的通孔,拉杆b5上端设有用于横杆b4穿过的通孔;拉杆b5上端穿过导向头b6的通孔后伸入到长压杆b3的通槽中,横杆b4穿过长压杆b3上的通槽,也从拉杆b5上端伸入到长压杆b3通槽中的通孔穿入,同时也穿过长压杆b3上的通槽;这样横杆b4就可在气缸b1的作用下推动拉杆b5在通槽范围内上下往复运动且不与长压杆b3发生干涉。
39.具体实施中,长压杆b3下端沿圆周均匀分布三个径向镂空槽作为缺口槽,每个槽内各装有一个内撑爪b12,内撑爪b12和长压杆b3上均设有两道环形槽;两根拉簧b9分别拉紧安装于这两道环形槽内。
40.拉杆b5底端和导向头b6空腔底端内壁之间装有第二无油衬套b11,拉杆b5上端和导向头b6空腔上端内壁之间装有第一无油衬套b7,拉杆b5上下两端从第二无油衬套b11和第一无油衬套b7内穿过而可上下轴向移动地安装在导向头b6空腔内。
41.第二无油衬套b11和第一无油衬套b7的两个无油衬套均为黄铜材质,其内壁与拉杆b5接触的两处精密配合,从而保证拉杆b5沿直线上下往复运动。
42.拉杆b5下端面还安装有用于限位定位第二无油衬套b11安装的挡盖b10,作用是紧固第二无油衬套b11防止其脱落。
43.如图9、图10所示,定子载台c0包括载板c1、鼠笼c2和定子c3,鼠笼c2固定在载板c1上,定子c3预先被装入鼠笼c2内,定子c3与压头部件b0的导向头b6同轴心布置。
44.如图11所示,机壳定位部件d0包括机壳定位板d1和机壳d2,机壳d2固定在机壳定位板d1上,机壳d2上端开设有用于安装定子载台c0的定子c3的定子安装孔,机壳d2内的定子安装孔与定子c3同轴心。
45.本发明装置需要将鼠笼c2中的定子c3准确地脱出装入到机壳d2内的定子安装孔中,本发明具体动作过程如下:
46.鼠笼c2与定子c3置于载板c1上,机壳d2固定在机壳定位板d1上。压机a1启动,推动压头部件b0整体下移,带动长压杆b3、导向头b6和压套b8整体下移;
47.待压套b8接触到定子c3时压机暂停,此时导向头b6下端已经进入定子c3内,然后两个气缸b1工作,两个气缸b1的缸杆下压经过横杆b4的作用将拉杆b5下移;
48.拉杆b5底端的锥面与三个内撑爪b12的斜面接触,这样拉杆b5在下行时就推动三个内撑爪b12径向向外做扩张运动从而顶住定子c3内壁,压头部件b0内部运动转换如图8所示。
49.接着压机a1启动继续下压,推动压头部件b0整体下移进而经压套b8推动定子c3下行脱离鼠笼c2。由于定子c3内壁已经被3个内撑爪b12撑牢,所以定子c3在脱离鼠笼c2后依然与机壳d2内的定子安装孔保持同轴不会偏移。并且由于定子c3内壁已经被3个内撑爪b12撑牢,定子c3被固定保持于导向头b6底部并随压头部件b0整体下移。
50.将定子c3压入机壳d2的定子安装孔内后,压机a1暂停工作,气缸b1缩回将拉杆b5拉回,内撑爪b12在两根拉簧b9的收缩力作用下缩回中心,回到原位状态;
51.最后压机a1上行将压头部件b0回复到初始位置;如此就完成了将定子c3压入机壳d2的定子安装孔整个动作流程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1