拼装式盘式电机定子生产工艺及其加工件的制作方法
本发明涉及电机,尤其是涉及一种拼装式盘式电机定子生产工艺及其加工件。
背景技术:
1、当前市场量产化的盘式电机,以单定子单转子,双定子单转子,双转子单定子为主,双转子单定子的结构中定子又分三种结构方式,其中,拼装式盘式电机定子结构,相比前面两种具有非常大的优势:
2、拼装式盘式电机定子结构去掉了电机额部铁芯,由于铁芯材料使用减少,铁损大幅降低,电机效率提高,电机重量大幅减小,同重量下的扭矩提升超过30%。
3、但是此结构在生产中存在很多问题,
4、首先:分体式铁芯加工困难,无法通过冲制叠装工艺批量生产,虽然通过线切割工艺可以在叠装以后切割生产,但是生产成本很高,也无法批量化。
5、其次:铁芯和线圈加工完成后,在安装定位时,也非常麻烦,很难精确定位,如果定位偏差,就会影响电机性能,只有在实验室样品生产采用很多工装夹具定位,也能实现样品制作,但实际无法进行批量化生产。
技术实现思路
1、针对上述问题,本发明的目的是提供一种可以批量生产,成本低,定位精度高,生产出的电机性能优异的拼装式盘式电机定子生产工艺及其加工件。
2、为了实现上述目的,本发明的第一技术方案为:一种拼装式盘式电机定子加工件,包括机壳,所述机壳底部设有容纳腔,且容纳腔的外周设有限位部。
3、在上述技术方案中,所述限位部为机壳的内壁面向内侧折成的环形台阶。
4、本发明的第二技术方案是:一种拼装式盘式电机定子生产工艺,包括上述的加工件,步骤如下:
5、s1,使用卷绕冲制法加工定子,且在定子下部预留连接部,冲槽延伸至连接部的上部;
6、s2,将定子、线圈、绝缘骨架和槽签组装后装入到机壳中,且定子下部预留的连接部位于容纳腔中,绝缘骨架的底部位于限位部的台阶面上;
7、s3,采用灌封料,将组装后的定子、线圈、绝缘骨架和槽签灌封固定到机壳中;
8、s4,使用车加工切去机壳底部的容纳腔以及位于容纳腔中的定子的连接部。
9、在上述技术方案中,所述卷绕冲制法步骤如下:s’1将宽度一定的硅钢带固定在能够旋转的托料机构上进行送料;s’2将卷好的硅钢带通过校平机构校平;
10、s’3将校平后的硅钢带通过冲床冲槽;
11、s’4在卷料机构上按照预先设置好的槽数绕制定子铁芯。
12、在上述技术方案上,所述定子铁芯、线圈、绝缘骨架和槽签通过固定螺栓固定连接在机壳上,所述固定螺栓穿过容纳腔固定在定子铁芯的连接部上。
13、在上述技术方案中,所述绝缘骨架的底部半径大于限位部的半径。
14、在上述技术方案中,所述绝缘骨架的底部外周设有挡边,所述挡边的半径大于限位部的半径。
15、在上述技术方案中,所述定子铁芯由多个铁芯单元组合而成,所述绝缘骨架的骨架单元套装在对应的铁芯单元上,所述线圈绕装在所述骨架单元外侧,每个铁芯单元上插装有所述槽签。
16、综上所述,采用本发明的技术方案相较于传统技术手段具有的有益效果是:本发明通过加工件的绝缘骨架和机壳进行定位,灌封以后,铁芯被灌封料固定,电机铁芯无需其他工装夹具固定,通过车加工掉容纳腔以及位于容纳腔中的定子的连接部,即可完成加工,操作简单,简化了工艺流程,大大降低了产品的生产成本,同时由于铁芯开始是一体的,铁芯整体与机壳定位安装的,定位精度高。
技术特征:
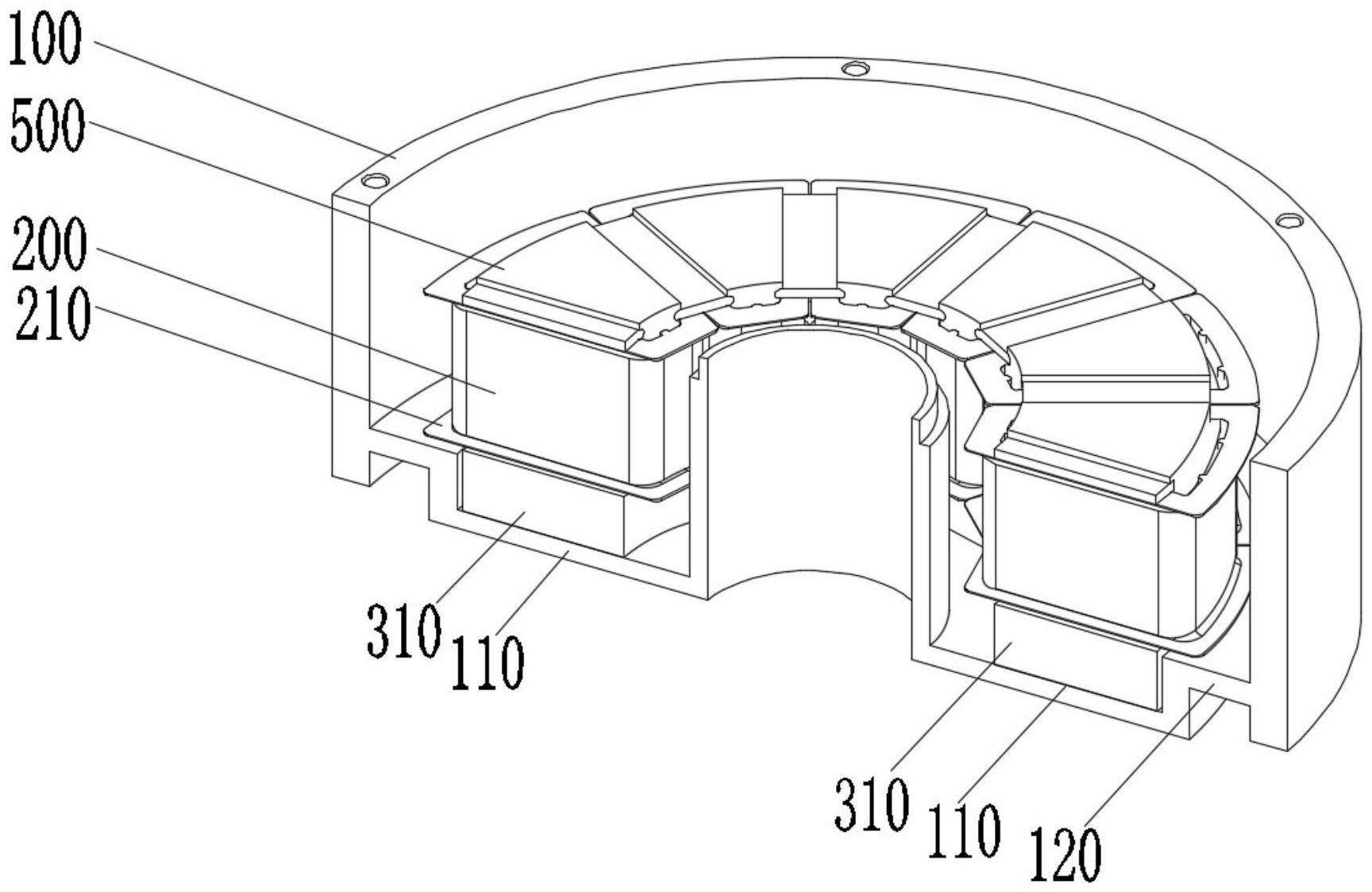
1.一种拼装式盘式电机定子加工件,其特征在于:包括机壳(100),所述机壳(100)底部设有容纳腔(110),且容纳腔(110)的外周设有限位部(120)。
2.根据权利要求1所述的拼装式盘式电机定子加工件,其特征在于:所述限位部(120)为机壳(100)的内壁面向内侧折成的环形台阶。
3.一种拼装式盘式电机定子生产工艺,其特征在于:包括权利要求1~2之任一项所述的加工件,步骤如下:
4.根据权利要求4所述的拼装式盘式电机定子生产工艺,其特征在于:所述卷绕冲制法步骤如下:
5.根据权利要求3所述的拼装式盘式电机定子生产工艺,其特征在于:所述定子铁芯(300)、线圈(400)、绝缘骨架(200)和槽签(500)通过固定螺栓(130)固定连接在机壳(100)上,所述固定螺栓(130)穿过容纳腔(110)固定在定子铁芯(300)的连接部(310)上。
6.根据权利要求3所述的拼装式盘式电机定子生产工艺,其特征在于:所述绝缘骨架(200)的底部半径大于限位部(120)的半径。
7.根据权利要求6所述的拼装式盘式电机定子生产工艺,其特征在于:所述绝缘骨架(200)的底部外周设有挡边(210),所述挡边(210)的半径大于限位部(120)的半径。
8.根据权利要求3所述的拼装式盘式电机定子生产工艺,其特征在于:所述定子铁芯(300)由多个铁芯单元(330)组合而成,所述绝缘骨架(200)的骨架单元(220)套装在对应的铁芯单元(330)上,所述线圈(400)绕装在所述骨架单元(220)外侧,每个铁芯单元(330)上插装有所述槽签(500)。
技术总结
本发明涉及电机加工技术领域,尤其是涉及一种拼装式盘式电机定子生产工艺及其加工件,工艺步骤如下:使用卷绕冲制法加工定子铁芯,且在定子铁芯下部预留连接部,冲槽延伸至连接部的上部;将定子铁芯、线圈、绝缘骨架和槽签组装后装入到机壳中,且定子铁芯下部预留的连接部位于容纳腔中,绝缘骨架的底部位于限位部的台阶面上;采用灌封料,将组装后的定子灌封固定到机壳中;使用车加工切去机壳底部的容纳腔以及位于容纳腔中的定子的连接部。本发明中定子铁芯通过螺钉和机壳上的定位孔进行定位并灌封固化,然后进行车加工,即可实现生产,操作简单,简化了工艺流程,降低了产品的生产成本,铁芯整体与机壳定位安装的,定位精度高。
技术研发人员:何章,姚国华,梁宏常,肖翔
受保护的技术使用者:常州高尔登科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!