一种磁悬浮转子表贴式磁钢的安装方法与流程
本发明涉及一种及磁悬浮电机轴领域,尤其涉及一种磁悬浮转子表贴式磁钢的安装方法。
背景技术:
1、随着科学技术的发展和生产的需求,磁悬浮高速电机已成为国际电工领域研究的热点之一。由于磁悬浮高速电机具有能量密度高、结构尺寸小、效率高等优点,目前已经广泛应用于微型燃气轮机、高速离心压缩机、分子泵、高速加工中心、飞轮储能等工业领域,并且其应用范围仍在不断扩大。磁悬浮电机在工作过程中,电机转子的稳定性是保证电机平稳、高效运行的关键。电机转子的永磁体的磁性能、转子本身的动平衡性都直接影响磁悬浮电机的工作性能。
2、中国实用新型专利(公开号:cn215871119u;公告日:2022.02.18)公开的一种磁悬浮电机轴的定位工装、电机轴、组装工装、转子及护套工装,该电机轴包括磁钢、隔磁环、前主轴和后主轴;多个磁钢沿着轴向堆叠分布,并且相邻两个磁钢之间通过胶水固定连接。由于其电机轴是由磁钢、隔磁环、前主轴和后主轴这四个部件组成的,在装置运行的时候会产生大量的离心力,会事使电机轴的各部件造成偏移,从而影响电机轴的精度。
技术实现思路
1、为了解决上述的技术问题,本发明的目的是提供一种磁悬浮转子表贴式磁钢的安装方法,该装置方法能够很好的提升电机轴的刚性,从而确保了电机轴的精度不会受到离心力的影响,也能够节约大量的时间,也减少了加工时机器运转的经济成本。
2、为了实现上述的目的,本发明采用了以下的技术方案:
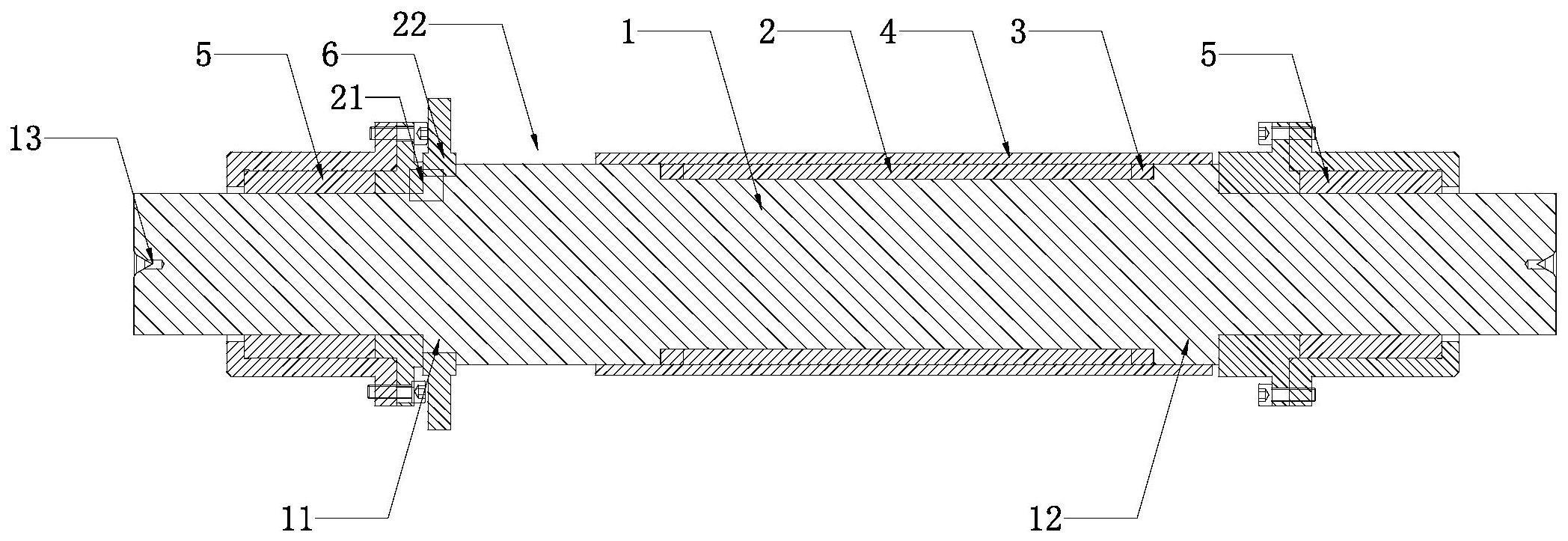
3、一种磁悬浮转子表贴式磁钢的安装方法,该方法对磁悬浮转子的表贴式磁钢进行安装,所述磁悬浮转子包括芯轴、磁钢、两个隔磁环、护套、热套组件以及推力盘;所述芯轴上设置有一体结构的第一限位环和第二限位环;芯轴在第一限位环和第二限位环之间形成有环形槽,所述两个隔磁环与磁钢均轴向套设在环形槽内,所述磁钢和隔磁环组合形成的外环面与环形槽的外环面相平齐相平齐;隔磁环与磁钢的内圈均与环形槽相互粘结,两个隔磁环设置在磁钢两侧并分别与磁钢相互粘结,所述磁钢由多组磁性组件相互粘结构成,每组磁性组件都均匀粘结在环形槽内,两个隔磁环由两个半圆形的半隔磁环粘结构成;所述护套套接在环形槽的外环面上,所述护套的两端分别贴合于第一限位环和第二限位环;所述推力盘设于芯轴的左端并抵接于第一限位环的左端;所述热套组件设有两组分别套设在芯轴的左端和右端,左端的热套组件抵接于推力盘,右端的热套组件抵接于第二限位环;包括以下的步骤:
4、(s1)将芯轴的两端固定在磨床机上,使磨床机对芯轴进行加工,其中对芯轴的中端进行精确加工,从而形成环形槽,并对芯轴除中端外的左端、右端、第一限位环部分以及第二限位环部分均留出少量余量,便于后续加工;
5、(s2)对第一限位环的左端加工,使其左端呈现出有两处阶梯的形状;
6、(s3)在芯轴的中端上依次表贴隔磁环、磁钢以及隔磁环,使用胶水将隔磁环和磁钢固定在芯轴上,并用喉箍捆扎磁钢表面和隔磁环表面;
7、(s4)在胶水固化后,拆除喉箍,紧接着使用磨床机对芯轴除中端外的各部分以及对磁钢的外表面进行研磨加工;
8、(s5)在第一限位环上设置限位工装,在第二限位环的右端设置与之相抵接的过渡导向工装;
9、(s6)将护套加热后,从设置过渡导向工装的一端轴向穿入芯轴,并使护套的端面抵接于限位工装;
10、(s7)拆除限位工装和过渡导向工装,将一组推力盘和两组热套组件进行加热,先将推力盘套设在第一限位环的阶梯处,再将热套组件依次套设在芯轴的左右两端,并且其中一组抵接于推力盘,其中推力盘与护套之间设有空隙;
11、(s8)左端的热套组件不仅抵接于推力盘,还与第一限位环之间留有缝隙;
12、(s9)在芯轴的左右两端中部均设有轴向设置的中心孔,通过夹持芯轴的中心孔,对其左右两端的外环面进行加工,处理掉多余的尺寸。
13、作为优选,所述第一限位环的左端呈台阶状,所述推力盘设于第一限位环的阶梯处,所述热套组件抵接于所述推力盘。
14、作为优选,所述缝隙的大小为0.2mm-0.5mm。
15、作为优选,所述磁钢组件的形状为半圆环,通过胶水将多组磁钢组件粘黏在环形槽内,并且两组组件相互粘结组合形成磁环。
16、作为优选,所述余量的大小为0.2mm-0.8mm。
17、综上所述,本发明的优点是:
18、通过将第一限位环和第二限位环一体设置在芯轴上,并将隔磁环与磁钢轴向设置在芯轴的中端上,使磁钢和隔磁环组合形成的外环面与第一限位环和第二限位环的外环面相平齐,通过护套将隔磁环、磁钢芯轴连接在一起,提升了电机轴的强度和刚度,从而确保了电机轴的精度不会受到离心力的影响。此安装方法工序少,能够节约大量的时间,也减少了加工时机器运转的经济成本。
技术特征:
1.一种磁悬浮转子表贴式磁钢的安装方法,其特征在于,该方法对磁悬浮转子的表贴式磁钢进行安装,所述磁悬浮转子包括芯轴(1)、磁钢(2)、两个隔磁环(3)、护套(4)、热套组件(5)以及推力盘(6);所述芯轴(1)上设置有一体结构的第一限位环(11)和第二限位环(12);芯轴(1)在第一限位环(11)和第二限位环(12)之间形成有环形槽,所述两个隔磁环(3)与磁钢(2)均轴向套设在环形槽内,所述磁钢(2)和隔磁环(3)组合形成的外环面与环形槽的外环面相平齐相平齐;隔磁环(3)与磁钢(2)的内圈均与环形槽相互粘结,两个隔磁环(3)设置在磁钢(2)两侧并分别与磁钢(2)相互粘结,所述磁钢(2)由多组磁性组件相互粘结构成,每组磁性组件都均匀粘结在环形槽内,两个隔磁环(3)由两个半圆形的半隔磁环(3)粘结构成;所述护套(4)套接在环形槽的外环面上,所述护套(4)的两端分别贴合于第一限位环(11)和第二限位环(12);所述推力盘(6)设于芯轴(1)的左端并抵接于第一限位环(11)的左端;所述热套组件(5)设有两组分别套设在芯轴(1)的左端和右端,左端的热套组件(5)抵接于推力盘(6),右端的热套组件(5)抵接于第二限位环(12);
2.根据权利要求1所述的一种磁悬浮转子表贴式磁钢的安装方法,其特征在于,所述第一限位环(11)的左端呈台阶状,所述推力盘(6)设于第一限位环(11)的阶梯处,所述热套组件(5)抵接于所述推力盘(6)。
3.根据权利要求1所述的一种磁悬浮转子表贴式磁钢的安装方法,其特征在于,所述缝隙(21)的大小为0.2mm-0.5mm。
4.根据权利要求1所述的一种磁悬浮转子表贴式磁钢的安装方法,其特征在于,所述磁钢组件的形状为半圆环,通过胶水将多组磁钢组件粘黏在环形槽内,并且两组组件相互粘结组合形成磁环(2)。
5.根据权利要求1所述的一种磁悬浮转子表贴式磁钢的安装方法,其特征在于,所述余量的大小为0.2mm-0.8mm。
技术总结
本发明涉及一种及磁悬浮电机轴领域,尤其涉及一种磁悬浮转子表贴式磁钢的安装方法。该磁悬浮转子包括芯轴、磁钢、隔磁环、护套、热套组件以及推力盘;芯轴上设置有一体结构的限位块和限位环,并将芯轴分为左端、右端以及中端;隔磁环与磁钢均轴向设置在芯轴的中端上,磁钢和隔磁环组合形成的外环面与限位块和限位环的外环面相平齐;护套套接在磁钢的外环面上,护套的两端分别贴合于限位块和限位环;推力盘设于芯轴的左端并抵接于限位块的左端;热套组件设有两组分别套设在芯轴的左端和右端,左端的热套组件抵接于推力盘,右端的热套组件抵接于限位环。该装置能够很好的提升电机轴的刚性,从而确保了电机轴的精度不会受到离心力的影响。
技术研发人员:钟仁志,袁军,吴佳欣,项懂欣
受保护的技术使用者:鑫磊压缩机股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!