一种电机的制造方法与流程
本发明实施例涉及电机,具体涉及一种电机的制造方法。
背景技术:
1、永磁同步电机能够具有极高的转速和功率密度,其具有振动和噪声小、快速响应能力强、运行效率高等突出特点,在新能源、轨道交通和国防装备等重要领域具有广阔的应用前景。
2、永磁同步电机在转速很高的工况下,包括永磁体在内的转子中的各个部件需要承受由于高速转动所带来的巨大离心力,从而使得电机转子在高速运转存在由于自身拉应力而发生损坏、崩解的风险。
3、因此,在转子的外侧包覆有护套,以约束转子中各个部件的位置。
4、在相关技术中,可根据转子的外侧轮廓尺寸直接设计加工护套,然后通过在转子的外表面涂覆粘接剂的方式将护套粘接在转子的外侧,但是,该方法在常温情况下无法实现向转子施加作用径向作用力的目的。
技术实现思路
1、有鉴于此,本申请实施例期望提供一种电机的制造方法,以使护套在常温环境下即可向转子施加向内的作用力。
2、为达到上述目的,本申请实施例的技术方案是这样实现的:
3、本发明实施例提供一种电机的制造方法,所述制造方法包括:
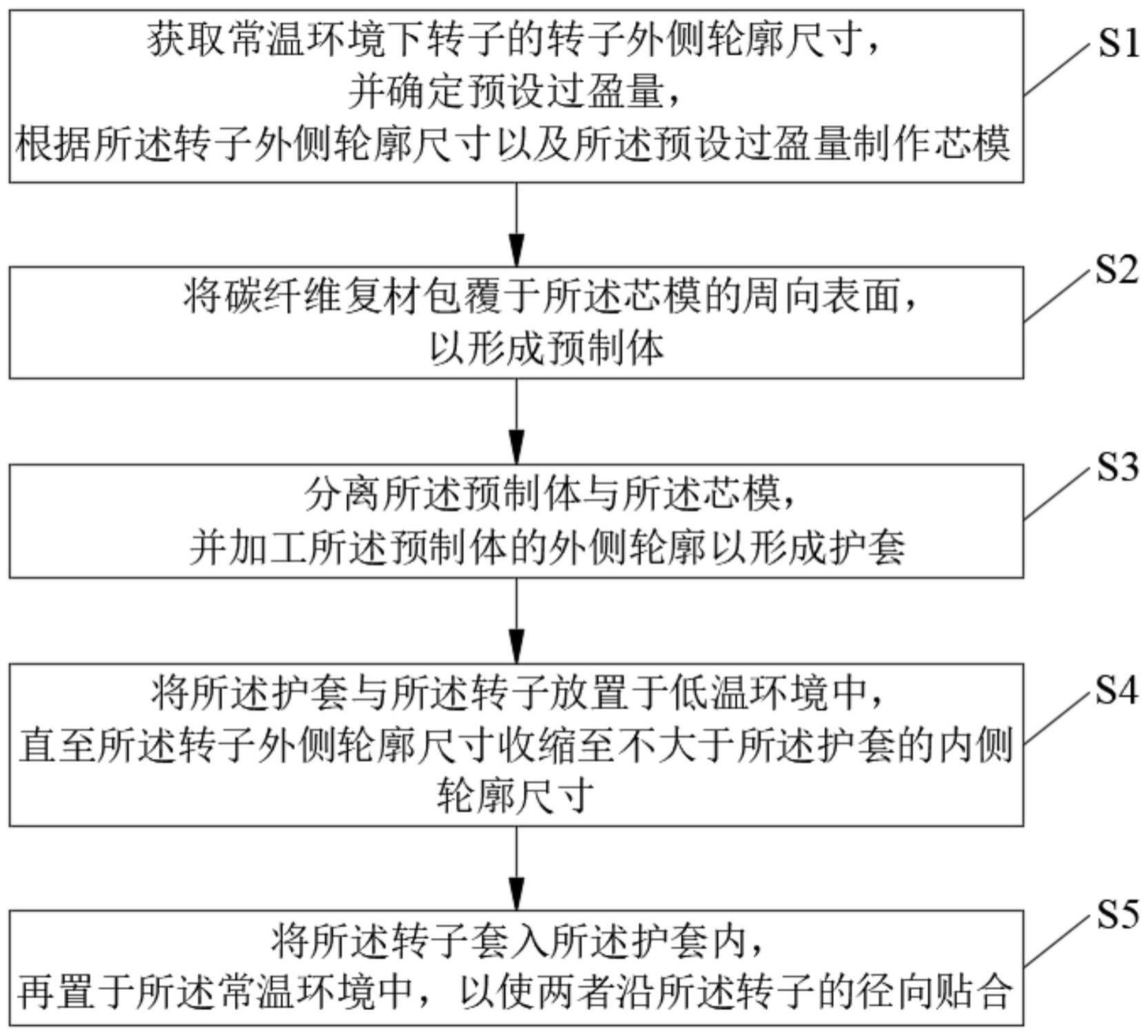
4、获取常温环境下转子的转子外侧轮廓尺寸,并确定预设过盈量,根据所述转子外侧轮廓尺寸以及所述预设过盈量制作芯模;
5、将碳纤维复材包覆于所述芯模的周向表面,以形成预制体;
6、分离所述预制体与所述芯模,并加工所述预制体的外侧轮廓以形成护套;
7、将所述护套与所述转子放置于低温环境中,直至所述转子外侧轮廓尺寸收缩至不大于所述护套的内侧轮廓尺寸;
8、将所述转子套入所述护套内,再置于所述常温环境中,以使两者沿所述转子的径向贴合。
9、一些实施例中,所述的确定预设过盈量,具体包括:
10、获取所述碳纤维复材的应力应变关系,以确定所述碳纤维复材的失效应变量;
11、根据所述失效应变量和预设安全系数得到安全应变量;
12、根据所述转子外侧轮廓尺寸以及所述安全应变量,获取所述护套的内侧轮廓的极限伸缩量;
13、确定所述预设过盈量不超过所述极限伸缩量。
14、一些实施例中,所述的根据所述转子外侧轮廓尺寸以及预设收缩余量制作芯模,具体包括:
15、将所述转子外侧轮廓尺寸减去所述预设过盈量得到芯模外侧轮廓尺寸;
16、根据所述芯模外侧轮廓尺寸制作所述芯模。
17、一些实施例中,所述预设过盈量的取值范围为0.05mm至0.2mm。
18、一些实施例中,在所述的将碳纤维复材包覆于所述芯模周向表面之前,所述制造方法还包括:
19、将碳纤维经树脂浸润,以得到所述碳纤维复材。
20、一些实施例中,所述碳纤维为60份至80份,所述树脂为20份至40份。
21、一些实施例中,在所述碳纤维浸润于所述树脂的过程中,所述树脂的温度值不低于40℃。
22、一些实施例中,所述的将碳纤维复材包覆于所述芯模的周向表面,具体包括:
23、将碳纤维复材缠绕于所述芯模的周向表面。
24、一些实施例中,在缠绕所述碳纤维复材的过程中,对所述碳纤维的预紧力不超过100n,环境温度不小于15℃,空气湿度不小于50%。
25、一些实施例中,所述低温环境的温度值满足如下要求:
26、根据所述常温环境的温度、所述转子的线膨胀系数以及所述预设过盈量,计算所述转子的低温上限值,所述低温环境的温度值不高于所述低温上限值。
27、一些实施例中,所述低温环境的温度值范围为-20℃至-100℃。
28、一些实施例中,所述护套与所述转子放置于所述低温环境中的时长不小于4h。
29、本发明实施例中的电机的制造方法,通过芯模的外侧轮廓尺寸小于转子外侧轮廓尺寸,使得通过芯模制作的护套在常温环境下与转子之间为过盈配合,护套对转子施加沿径向向内的作用力,一方面,电机在高速旋转的过程中护套能够更好地约束转子中各部件的位置;另一方面,使护套和转子之间的相对位置固定,降低了电机在高速旋转的过程中转子与护套之间发生脱离的几率。利用转子的线膨胀系数与护套的材质的线膨胀系数之间的差异性,将两者放入低温环境,使得转子的外侧轮廓尺寸能够收缩至不大于护套的内侧轮廓尺寸的程度,也就是说,在低温环境中,转子与护套之间为间隙配合,从而无需借助其他工具即可将转子套入护套中,避免了在套入过程中转子表面与护套摩擦而造成护套损坏的几率,同时,简化了安装步骤,提高了安装效率。
技术特征:
1.一种电机的制造方法,其特征在于,所述制造方法包括:
2.根据权利要求1所述的制造方法,其特征在于,所述的确定预设过盈量,具体包括:
3.根据权利要求1所述的制造方法,其特征在于,所述的根据所述转子外侧轮廓尺寸以及预设收缩余量制作芯模,具体包括:
4.根据权利要求1所述的制造方法,其特征在于,所述预设过盈量的取值范围为0.05mm至0.2mm。
5.根据权利要求1所述的制造方法,其特征在于,在所述的将碳纤维复材包覆于所述芯模周向表面之前,所述制造方法还包括:
6.根据权利要求5所述的制造方法,其特征在于,所述碳纤维为60份至80份,所述树脂为20份至40份。
7.根据权利要求5所述的制造方法,其特征在于,在所述碳纤维浸润于所述树脂的过程中,所述树脂的温度值不低于40℃。
8.根据权利要求1所述的制造方法,其特征在于,所述的将碳纤维复材包覆于所述芯模的周向表面,具体包括:
9.根据权利要求8所述的制造方法,其特征在于,在缠绕所述碳纤维复材的过程中,对所述碳纤维的预紧力不超过100n,环境温度不小于15℃,空气湿度不小于50%。
10.根据权利要求1所述的制造方法,其特征在于,所述低温环境的温度值满足如下要求:
11.根据权利要求1所述的制造方法,其特征在于,所述低温环境的温度值范围为-20℃至-100℃。
12.根据权利要求1所述的制造方法,其特征在于,所述护套与所述转子放置于所述低温环境中的时长不小于4h。
技术总结
本发明实施例提供一种电机的制造方法,该制造方法包括:获取常温环境下转子的转子外侧轮廓尺寸,并确定预设过盈量,根据转子外侧轮廓尺寸以及预设过盈量制作芯模;将碳纤维复材包覆于芯模的周向表面,以形成预制体;分离预制体与芯模,并加工预制体的外侧轮廓以形成护套;将护套与转子放置于低温环境中,直至转子外侧轮廓尺寸收缩至不大于护套的内侧轮廓尺寸;将转子套入护套内,再置于常温环境中,以使两者沿转子的径向贴合。本发明实施例中的电机的制造方法,利用转子的线膨胀系数与护套的材质的线膨胀系数之间的差异性,将两者放入低温环境,使得转子的外侧轮廓尺寸收缩至不大于护套的内侧轮廓尺寸,无需借助其他工具即可将转子套入护套。
技术研发人员:高祥达,张经纬,熊芬
受保护的技术使用者:东风汽车集团股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!