扁线电机转子铁芯自动化叠压装置的制作方法
本发明涉及转子自动化装配,尤其涉及一种扁线电机转子铁芯自动化叠压装置。
背景技术:
1、目前的电机转子生产过程中,需要将端盖、转子铁芯按固定的顺序以及固定的位置进行叠压,期间需要通过假轴进行定位。
2、例如,cn202931131u《可导向式转子铁芯叠压、热套一体化工装》,公开了可导向式转子铁芯叠压、热套一体化工装,包括底座、下压板、上压板、拉杆和假轴;所述的底座与假轴可拆卸连接;所述的下压板和上压板设有与假轴配合的孔;所述拉杆的两端与下压板和上压板可拆卸连接;所述的上压板与压筒连接。使用时,将上压板取下,然后将转子冲片逐一放入,待到转子冲片达到一定的数量时,将上压板装上,并将压筒与压力机的输出轴连接,启动压力机,从而将转子冲片压紧成型,实现转子铁芯的叠压。假轴设有键和吊装孔,实际上,键起到了类似转子铁芯转轴中键的作用,在叠压的过程中,主要对转子冲片中的键槽起到限位作用,从而保证转子铁芯叠压和热套的质量。
3、然而,现有技术中,针对扁线电机转子装配工艺中,没有一种较好的自动化装配装置,能够实现扁线电机转子铁芯的快速自动化堆叠。
技术实现思路
1、针对上述现有技术存在的问题,本发明的目的在于提供一种扁线电机转子铁芯自动化叠压装置,实现转子铁芯的快速自动化堆叠。
2、本发明的目的通过以下技术方案来实现:
3、一种扁线电机转子铁芯自动化叠压装置,包括环状铁芯上料机构、环状端盖上料机构、铁芯叠压载台机构、往返于所述环状铁芯上料机构与所述铁芯叠压载台机构间的第一环状铁芯转运组件和第二环状铁芯转运组件,所述环状铁芯上料机构一侧设有铁芯机械手组件,所述铁芯机械手组件用于将位于所述环状铁芯上料机构中的环状铁芯转运至所述第一环状铁芯转运组件或所述第二环状铁芯转运组件中,所述铁芯叠压载台机构一侧设有铁芯端盖机械手组件,所述铁芯端盖机械手组件用于将位于所述环状端盖上料机构中的环状端盖转运至所述铁芯叠压载台机构中,所述铁芯端盖机械手组件还用于将位于所述第一环状铁芯转运组件或所述第二环状铁芯转运组件中的环状铁芯转运至位于所述铁芯叠压载台机构中,所述第一环状铁芯转运组件和所述第二环状铁芯转运组件在所述环状铁芯上料机构与所述铁芯叠压载台机构间交替往返。
4、进一步的,所述铁芯叠压载台机构上可放置转子铁芯夹紧工装,所述铁芯夹紧工装包括铁芯工装底板、设于所述铁芯工装底板上且用于放置环状铁芯及环状端盖的铁芯夹紧载台、设于所述铁芯工装底板上的铁芯夹紧臂机构,所述铁芯端盖机械手组件可将位于所述第一环状铁芯转运组件或所述第二环状铁芯转运组件上的环状铁芯运至所述铁芯夹紧载台上,所述铁芯端盖机械手组件还可将位于所述环状端盖上料机构中的环状端盖运至所述铁芯夹紧载台上,所述铁芯夹紧臂机构包括铁芯夹臂、驱动所述铁芯夹臂朝向或远离所述铁芯夹紧载台方向运动的铁芯夹紧气缸,所述铁芯夹紧气缸驱动所述铁芯夹臂运动的气路中连有关闭气路的锁止阀。
5、再进一步的,所述铁芯工装底板上设有气电连接板,所述气电连接板上设有气电接插件,所述铁芯夹紧气缸的气路与所述气电接插件连接;还设有可与所述气电接插件连接的供电供气机构。
6、再进一步的,所述铁芯叠压载台机构包括铁芯叠压载台滑轨、位于所述铁芯叠压载台滑轨上的铁芯叠压载台、驱动所述铁芯叠压载台在所述铁芯叠压载台滑轨上滑动的铁芯叠压载台驱动组件。
7、再进一步的,所述铁芯叠压载台上设有夹紧工装定位销,所述铁芯夹紧工装上设有与所述夹紧工装定位销相配合的夹紧工装定位孔。
8、再进一步的,包括叠压假轴组件,所述铁芯工装底板与所述铁芯夹紧载台上均设有铁芯工装贯穿孔,所述铁芯叠压载台上设有铁芯载台贯穿孔,所述铁芯工装贯穿孔和所述铁芯载台贯穿孔中均可供所述叠压假轴组件通过。
9、再进一步的,包括叠压移栽机构,所述铁芯叠压载台可移动至靠近所述第一环状铁芯转运组件或靠近所述第二环状铁芯转运组件一侧,或所述铁芯叠压载台可移动至所述叠压移栽机构中,所述叠压移栽机构上设有将所述铁芯夹紧工装从所述铁芯叠压载台上转运至外部装置的叠压移栽机械手。
10、进一步的,包括铁芯拍摄机构,所述铁芯机械手组件将环状铁芯转运至所述铁芯拍摄机构拍照后,再转运至所述第一环状铁芯转运组件或所述第二环状铁芯转运组件中。
11、进一步的,所述铁芯端盖机械手组件包括铁芯端盖抓取模块,所述铁芯端盖抓取模块包括可伸缩的抓取顶出轴、与所述抓取顶出轴相配合的抓取顶出块,所述抓取顶出轴的伸缩带动所述抓取顶出块沿所述抓取顶出轴的径向方向运动,所述抓取顶出块上设有顶出回位弹簧。
12、进一步的,所述环状铁芯上料机构包括环状铁芯上料转盘、驱动所述环状铁芯上料转盘转动的上料转盘驱动组件,所述环状铁芯上料转盘下方设有铁芯上料顶升组件,所述环状铁芯上料转盘上设有上料转盘贯穿孔,所述铁芯上料顶升组件中设有可伸缩并穿过所述上料转盘贯穿孔的环状铁芯顶升杆。
13、与现有技术相比,本发明的有益效果在于:本发明通过设置第一环状铁芯转运组件和第二环状铁芯转运组件在环状铁芯上料机构与铁芯叠压载台机构间交替往返,在实现环状铁芯、环状端盖的自动化堆叠的同时,有效提升了环状铁芯和环状端盖的堆叠效率。
技术特征:
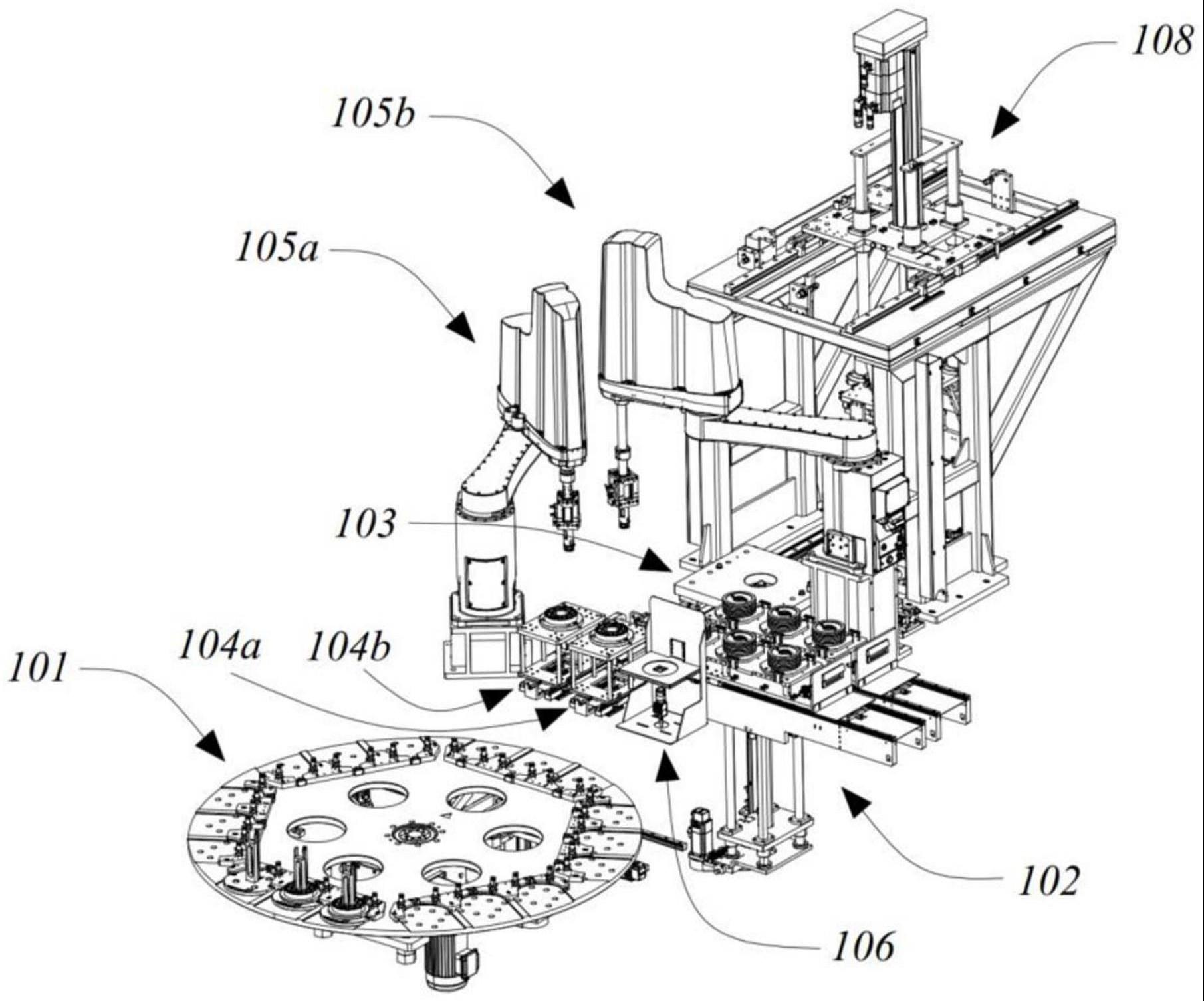
1.一种扁线电机转子铁芯自动化叠压装置,其特征在于:包括环状铁芯上料机构(101)、环状端盖上料机构(102)、铁芯叠压载台机构(103)、往返于所述环状铁芯上料机构(101)与所述铁芯叠压载台机构(103)间的第一环状铁芯转运组件(104a)和第二环状铁芯转运组件(104b),所述环状铁芯上料机构(101)一侧设有铁芯机械手组件(105a),所述铁芯机械手组件(105a)用于将位于所述环状铁芯上料机构(101)中的环状铁芯转运至所述第一环状铁芯转运组件(104a)或所述第二环状铁芯转运组件(104b)中,所述铁芯叠压载台机构(103)一侧设有铁芯端盖机械手组件(105b),所述铁芯端盖机械手组件(105b)用于将位于所述环状端盖上料机构(102)中的环状端盖转运至所述铁芯叠压载台机构(103)中,所述铁芯端盖机械手组件(105b)还用于将位于所述第一环状铁芯转运组件(104a)或所述第二环状铁芯转运组件(104b)中的环状铁芯转运至位于所述铁芯叠压载台机构(103)中,所述第一环状铁芯转运组件(104a)和所述第二环状铁芯转运组件(104b)在所述环状铁芯上料机构(101)与所述铁芯叠压载台机构(103)间交替往返。
2.根据权利要求1所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述铁芯叠压载台机构(103)上可放置转子铁芯夹紧工装,所述铁芯夹紧工装包括铁芯工装底板(201)、设于所述铁芯工装底板(201)上且用于放置环状铁芯及环状端盖的铁芯夹紧载台(202)、设于所述铁芯工装底板(201)上的铁芯夹紧臂机构(203),所述铁芯端盖机械手组件(105b)可将位于所述第一环状铁芯转运组件(104a)或所述第二环状铁芯转运组件(104b)上的环状铁芯运至所述铁芯夹紧载台(202)上,所述铁芯端盖机械手组件(105b)还可将位于所述环状端盖上料机构(102)中的环状端盖运至所述铁芯夹紧载台(202)上,所述铁芯夹紧臂机构(203)包括铁芯夹臂、驱动所述铁芯夹臂朝向或远离所述铁芯夹紧载台(202)方向运动的铁芯夹紧气缸(203c),所述铁芯夹紧气缸(203c)驱动所述铁芯夹臂运动的气路中连有关闭气路的锁止阀。
3.根据权利要求2所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述铁芯工装底板(201)上设有气电连接板(204),所述气电连接板(204)上设有气电接插件,所述铁芯夹紧气缸(203c)的气路与所述气电接插件连接;还设有可与所述气电接插件连接的供电供气机构(107)。
4.根据权利要求2所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述铁芯叠压载台机构(103)包括铁芯叠压载台滑轨(103a)、位于所述铁芯叠压载台滑轨(103a)上的铁芯叠压载台(103b)、驱动所述铁芯叠压载台(103b)在所述铁芯叠压载台滑轨(103b)上滑动的铁芯叠压载台驱动组件(130c)。
5.根据权利要求4所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述铁芯叠压载台(103b)上设有夹紧工装定位销(103d),所述铁芯夹紧工装上设有与所述夹紧工装定位销(103d)相配合的夹紧工装定位孔。
6.根据权利要求4所述的扁线电机转子铁芯自动化叠压装置,其特征在于:包括叠压假轴组件(109),所述铁芯工装底板(201)与所述铁芯夹紧载台(202)上均设有铁芯工装贯穿孔,所述铁芯叠压载台(130b)上设有铁芯载台贯穿孔,所述铁芯工装贯穿孔和所述铁芯载台贯穿孔中均可供所述叠压假轴组件(109)通过。
7.根据权利要求4所述的扁线电机转子铁芯自动化叠压装置,其特征在于:包括叠压移栽机构(108),所述铁芯叠压载台(103b)可移动至靠近所述第一环状铁芯转运组件(104a)或靠近所述第二环状铁芯转运组件(104b)一侧,或所述铁芯叠压载台(103b)可移动至所述叠压移栽机构(108)中,所述叠压移栽机构(108)上设有将所述铁芯夹紧工装从所述铁芯叠压载台(103b)上转运至外部装置的叠压移栽机械手(108a)。
8.根据权利要求1所述的扁线电机转子铁芯自动化叠压装置,其特征在于:包括铁芯拍摄机构(106),所述铁芯机械手组件(105a)将环状铁芯转运至所述铁芯拍摄机构(106)拍照后,再转运至所述第一环状铁芯转运组件(104a)或所述第二环状铁芯转运组件(104b)中。
9.根据权利要求1所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述铁芯端盖机械手组件(105b)包括铁芯端盖抓取模块,所述铁芯端盖抓取模块包括可伸缩的抓取顶出轴(105ba)、与所述抓取顶出轴(105ba)相配合的抓取顶出块(105bb),所述抓取顶出轴(105ba)的伸缩带动所述抓取顶出块(105bb)沿所述抓取顶出轴(105ba)的径向方向运动,所述抓取顶出块(105bb)上设有顶出回位弹簧(105bc)。
10.根据权利要求1所述的扁线电机转子铁芯自动化叠压装置,其特征在于:所述环状铁芯上料机构(101)包括环状铁芯上料转盘(101a)、驱动所述环状铁芯上料转盘(101a)转动的上料转盘驱动组件(101b),所述环状铁芯上料转盘(101a)下方设有铁芯上料顶升组件,所述环状铁芯上料转盘(101a)上设有上料转盘贯穿孔,所述铁芯上料顶升组件中设有可伸缩并穿过所述上料转盘贯穿孔的环状铁芯顶升杆(101c)。
技术总结
本发明涉及一种扁线电机转子铁芯自动化叠压装置,包括环状铁芯上料机构、环状端盖上料机构、铁芯叠压载台机构、往返于所述环状铁芯上料机构与所述铁芯叠压载台机构间的第一环状铁芯转运组件和第二环状铁芯转运组件,所述环状铁芯上料机构一侧设有铁芯机械手组件,所述铁芯叠压载台机构一侧设有铁芯端盖机械手组件。本发明通过设置第一环状铁芯转运组件和第二环状铁芯转运组件在环状铁芯上料机构与铁芯叠压载台机构间交替往返,实现环状铁芯、环状端盖的自动化堆叠的同时,有效提升了环状铁芯和环状端盖的堆叠效率。
技术研发人员:鄢飞,文露,罗会武
受保护的技术使用者:博众精工科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!