一种电机装配工艺方法与流程
本发明涉及电机加工,具体涉及一种电机装配工艺方法。
背景技术:
1、工程车上使用的电机,是一款永磁同步,风冷电机。
2、现有的装配方法在装配过程中由于先装配前端盖造成电机轴的前后串动,无法保证装配品质。同时电机高速运转工作时,也存在温升高,散热难的问题难点;
3、转子工艺复杂,浪费时间和成本;
4、电机的定子线圈绕组在电动机结构中是最脆弱的部件,通常存在绕组的耐潮防腐性、绝缘强度不够和容易老化,浸漆工艺之后需线整圆,工序繁琐,同时绝缘纸与铁芯槽不敷贴,在绕线过程中绝缘纸跑偏移位,造成绕线完成的绝缘纸长短不齐,绕线过程中,绝缘纸边角容易翘起,不好作业,影响品质后需拆除的漆包线重新进行绕线,这样的失误会造成定子块重新绕线,十分影响装配效率。
技术实现思路
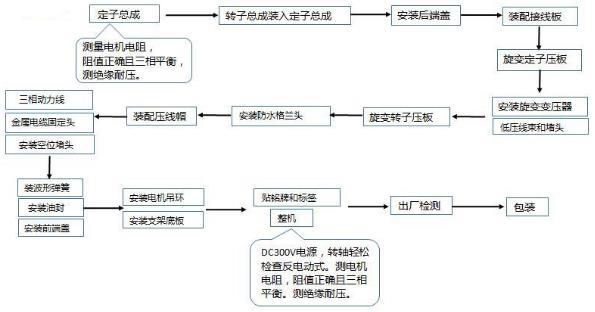
1、为解决现有技术存在的上述技术问题或技术问题之一,本发明公开一种电机装配工艺方法,包括整机装配工艺、转子装配工艺和定子总成工艺,所述整机装配工艺包括:
2、a)先将转子总成装入定子总成后,安装后端盖;
3、b)再装配接线板、旋变定子压板、安装旋变变压器、低压线束和堵头;
4、c)安装转子压板、安装防水格兰头、装配压线帽;
5、d)装配三相动力线、金属电缆固定头、安装空位堵头、装波形弹簧、安装油封、安装前端盖;
6、e)安装电机吊环,安装支架底板,贴上铭牌和标签;
7、f)进行电机的出厂性能测试。
8、进一步的,所述步骤a使用牵引工装将将转子总成装入定子总成,使用螺栓加螺纹胶后固定住后端盖和机壳。
9、进一步的,所述步骤a中定子为拼片式定子。
10、进一步的,所述步骤d的三相动力线与定子uvw焊接连接。
11、进一步的,所述转子装配工艺包括:
12、a)轴前段和轴后端进行轴装配、安装轴键;
13、b)轴装配完成后进行表面清洁;
14、c)轴安装转子铁芯、转子铁芯粘贴磁钢、装转子挡板、热装转子轴套;
15、d)在磁钢表面刷磁钢胶后转子表面缠绕3m胶带进行烘烤;
16、e)转子表面清洁后做动平衡,再装配轴承压盖、装配后轴承、装转子前轴承。
17、进一步的,所述步骤e,烘烤为120℃高温烘烤。
18、进一步的,所述定子总成工艺包括:
19、a)裁剪绝缘纸、分体铁芯上安装上骨架和下骨架;
20、b)漆包线制作定子线圈、多股铜线做引接线;
21、c)安装绝缘纸分槽绝缘、层间绝缘纸,在绝缘纸内侧加磁钢胶水粘贴在铁芯槽内;
22、d)安装热敏电阻;
23、e)对定子绕组进行线圈浸漆;
24、f)对定子绕组进行线圈灌胶;
25、g)烘干;
26、h)将绕组线圈与机壳装配。
27、进一步的,所述步骤h,绕组线圈中有1片定子铁芯外围凸出,装配时在线圈外表面刷一层导热硅脂,放置在定子装配工装上,再将加热的机壳从烘箱中取出,机壳内凹陷的位置对准定子铁芯凸出来的位置进行热套装配机壳
28、进一步的,还包括石墨烯工艺,具体包括:
29、a)将电机表面清洁干净;
30、b)取100份水性石墨烯散热涂料加入8~10份水搅拌均匀,然后用喷枪均匀喷涂浆料至电机表面, 1㎡喷涂量为60~80g;
31、c)涂装结束待表面流平3~5分钟后;
32、d)烘烤;
33、e)表干15~20分钟,实干>48小时。
34、进一步的,所述步骤d,120℃烘烤10~15分钟或者150℃烘烤8~10分钟或者室温自然干燥。
35、与现有技术相比,本发明流程中先安装后端盖,再安装前端盖的顺序,有效保证避免在装配过程中由于先装配前端盖造成的不良问题,减少了拆机的次数和装配品质,大大提高了生产效率、降低电机成本和因装配问题更换零部件的次数,整体喷涂的方式,石墨烯材料喷涂表面,使电机在运行过程中具有更好的降低温升、更容易散热的作用。
36、通过缠绕3m胶带,降低成本,工艺简单,好控制,作业难度大大降低,提高了生产效率和电机性能的稳定性。
37、定子的浸漆技术与灌胶结合,使电机的使用功能性能更稳定,提高使用寿命,有效保护线圈的绝缘问题。浸漆工艺之后进行灌胶工艺,可节省浸漆后线整圆的工序和外观不圆的弊端。
38、定子铁芯槽内的绝缘纸底部加胶粘贴在槽内,有效保证绝缘纸形状及尺寸,与铁芯固定,方便绕线作业,解决了在绕线过程中绝缘纸跑偏移位,绕线完成的绝缘纸长短不齐,绕线过程中,绝缘纸边角翘起,不好作业,影响绝缘效果,还需要拆除的漆包线重新进行绕线,这样的失误会造成定子块重新绕线的问题。
技术特征:
1.一种电机装配工艺方法,其特征在于,包括整机装配工艺、转子装配工艺和定子总成工艺,所述整机装配工艺包括:
2.根据权利要求1所述的一种电机装配工艺方法,其特征在于,所述步骤a使用牵引工装将将转子总成装入定子总成,使用螺栓加螺纹胶后固定住后端盖和机壳。
3.根据权利要求1所述的一种电机装配工艺方法,其特征在于,所述步骤a中定子为拼片式定子。
4.根据权利要求1所述的一种电机装配工艺方法,其特征在于,所述步骤d的三相动力线与定子uvw焊接连接。
5.根据权利要求1所述的一种电机装配工艺方法,其特征在于,所述转子装配工艺包括:
6.根据权利要求5所述的一种电机装配工艺方法,其特征在于,所述步骤e,烘烤为120℃高温烘烤。
7.根据权利要求1所述的一种电机装配工艺方法,其特征在于,所述定子总成工艺包括:
8.根据权利要求7所述的一种电机装配工艺方法,其特征在于,所述步骤h,绕组线圈中有1片定子铁芯外围凸出,装配时在线圈外表面刷一层导热硅脂,放置在定子装配工装上,再将加热的机壳从烘箱中取出,机壳内凹陷的位置对准定子铁芯凸出来的位置进行热套装配机壳
9.根据权利要求9所述的一种电机装配工艺方法,其特征在于,所述步骤d,120℃烘烤10~15分钟或者150℃烘烤8~10分钟或者室温自然干燥。
技术总结
本发明涉及电机加工技术领域,具体涉及一种电机装配工艺方法。包括整机装配工艺、转子装配工艺和定子总成工艺,所述整机装配工艺包括:先将转子总成装入定子总成后,安装后端盖;再装配接线板、旋变定子压板、安装旋变变压器、低压线束和堵头;与现有技术相比,本发明流程中先安装后端盖,再安装前端盖的顺序,有效保证避免在装配过程中由于先装配前端盖造成的不良问题,减少了拆机的次数和装配品质,大大提高了生产效率、降低电机成本,和因装配问题更换零部件的次数,整体喷涂的方式,石墨烯材料喷涂表面,使电机在运行过程中具有更好的降低温升、更容易散热的作用。
技术研发人员:王淑珍,任鹏,李军峰,苑在铎,边喜明
受保护的技术使用者:烟台艾创机器人科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!