一种定子结构及其焊接工艺的制作方法
本发明涉及焊接,尤其涉及一种定子结构及其焊接工艺。
背景技术:
1、螺杆泵又叫渐进式容积泵,由定子和转子组成,两者的螺旋状过盈配合形成连续密封的腔体,通过转子的旋转运动实现对介质的传输。螺杆泵就是在转子和定子组成的一个个密闭的独立的腔室基础上工作的。转子运动时,密封空腔在轴向沿螺旋线运动,按照旋向,向前或向后输送液体,由于转子是金属的,定子是由弹性材料制成的,所以两者组成的密封腔很容易在入口管路中获得高的真空度,使泵具有自吸能力,甚至在气、液混输时也能保持自吸能力。
2、定子是以丁腈橡胶为衬套浇铸在钢体外套内形成的,衬套内表面是双线螺旋面。由于钢体转子在定子橡胶衬套内表面运动带有滚动和滑动的性质,使油液中砂粒不易沉积,同时转子与定子间容积均匀变化而产生的抽吸、推挤作用使油气混输效果良好,所以,螺杆泵在开采高粘度、高含砂和含气量较大的原油时,同其它采油方式相比具有独特的优点。
3、但是,传统的定子焊接过程存在问题如下:由于两个定子的端面对接焊接时,受热高温后使定子沿轴向产生热变形,在冷却后焊接的两个定子无法恢复至原有的长度,导致焊接后定子总长增加,对焊接产品的质量产生影响。
技术实现思路
1、针对上述现有技术的缺点,本发明的目的是提供一种定子结构及其焊接工艺,以解决现有技术中的一个或多个问题。
2、为实现上述目的,本发明的技术方案如下:
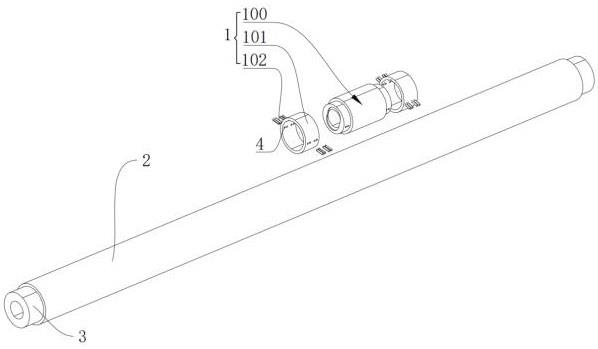
3、一种定子结构,该结构包括多组桥接组件、外套管、至少两根外接管,多组所述桥接组件相互连接构成定子成型件,在所述定子成型件的两端分别连接外接管,外套管套设在所述成型件以及所述外接管的外侧。
4、进一步的,每组所述桥接组件包括定子、至少两个桥接套以及多个定位销,每个所述定子的两端均通过所述定位销与所述桥接套固接。
5、进一步的,所述定子包括定子本体以及在所述定子本体两端沿轴向延伸的凸台,所述定子的内部具有双螺旋曲面,所述双螺旋曲面使所述定子的两端形成腰形孔。
6、进一步的,所述凸台上开设第一孔,所述第一孔沿所述凸台的径向开设。
7、进一步的,所述桥接套上开设第二孔。
8、进一步的,所述第一孔和所述第二孔均为销孔,并通过所述定位销将凸台与定子本体固接。
9、一种定子焊接工艺,该工艺应用于权利要求1-5任意一项所述的一种定子结构,包括步骤如下:
10、测量每一节定子的长度;
11、将两节定子与桥接套连接形成双节成型件,测量每组双节成型件的长度;
12、测量每组双节成型件的螺距;
13、将各组双节成型件按序连接构成定子成型件,对定子成型件的长度和螺距复测;
14、在定子成型件的两端焊接外接管,并在定子成型件与外接管的外侧覆盖外套管。
15、进一步的,所述定子与桥接套的连接包括步骤如下:
16、第一次焊接,将定子与桥接套采用点焊方式焊接;
17、第二次焊接,将定子与桥接套采用连续焊方式焊接;
18、第三次焊接,将定子与桥接套采用多道焊方式焊接。
19、进一步的,所述点焊包括步骤如下:
20、至少选择一节定子与桥接套一侧之间任意两组对角点进行焊接,直至定子与桥接套一侧焊接完成;
21、至少选择另一节定子与桥接套另一侧之间任意两组对角点焊接,直至另一定子与桥接套另一侧焊接完成。
22、进一步的,所述连续焊包括步骤如下:
23、选择一节定子与桥接套一侧之间任意一点位置为起点,以逆时针或顺时针方向沿圆周焊接;
24、选择另一节定子与桥接套另一侧之间任意一点为起点,以逆时针或顺时针方向沿圆周焊接。
25、与现有技术相比,本发明的有益技术效果如下:
26、通过设置桥接套,将对接焊接改为加套桥接焊接,使定子在焊接时离开两节对接区,将热影响区转移,从而有效控制焊接热量带来的金属单方向膨胀问题。
27、由于在焊接过程中,焊接金属以焊缝为中心向两边膨胀,当焊接区逐渐冷却时,焊接金属又会以焊缝为中心逐渐收缩,因此通过在定子两端设置凸面与桥接套连接,使得定子的焊接面由端面转移至凸面,由于桥接套的收缩作用,带动两节定子工件向对接面收缩,直至完全贴合,从而有效克服焊接后工件总长变长的问题。
技术特征:
1.一种定子结构,其特征在于:所述定子结构包括多组桥接组件、外套管、至少两根外接管,多组所述桥接组件相互连接构成定子成型件,在所述定子成型件的两端分别连接外接管,外套管套设在所述成型件以及所述外接管的外侧。
2.如权利要求1所述的一种定子结构,其特征在于:每组所述桥接组件包括定子、至少两个桥接套以及多个定位销,每个所述定子的两端均通过所述定位销与所述桥接套固接。
3.如权利要求1所述的一种定子结构,其特征在于:所述定子包括定子本体以及在所述定子本体两端沿轴向延伸的凸台,所述定子的内部具有双螺旋曲面,所述双螺旋曲面使所述定子的两端形成腰形孔。
4.如权利要求3所述的一种定子结构,其特征在于:所述凸台上开设第一孔,所述第一孔沿所述凸台的径向开设。
5.如权利要求4所述的一种定子结构,其特征在于:所述桥接套上开设多个第二孔。
6.如权利要求5所述的一种定子结构,其特征在于:所述第一孔和所述第二孔均为销孔,并通过所述定位销将凸台与定子本体固接。
7.一种定子焊接工艺,其特征在于:所述定子焊接工艺应用于如权利要求1~5任意一项所述的一种定子结构,包括步骤如下:
8.如权利要求7所述的一种定子焊接工艺,其特征在于:所述定子与桥接套的连接包括步骤如下:
9.如权利要求8所述的一种定子焊接工艺,其特征在于:所述点焊包括步骤如下:
10.如权利要求8所述的一种定子焊接工艺,其特征在于:所述连续焊包括步骤如下:
技术总结
本发明涉及一种定子结构,所述定子结构包括多组桥接组件、外套管、至少两根外接管,多组所述桥接组件相互连接构成定子成型件,在所述定子成型件的两端分别连接外接管,外套管套设在所述成型件以及所述外接管的外侧。通过设置桥接套,将对接焊接改为加套桥接焊接,使定子在焊接时离开两节对接区,将热影响区转移,从而有效控制焊接热量带来的金属单方向膨胀问题。由于在焊接过程中,焊接金属以焊缝为中心向两边膨胀,当焊接区逐渐冷却时,焊接金属又会以焊缝为中心逐渐收缩,因此通过在定子两端设置凸面与桥接套连接,使得定子的焊接面由端面转移至凸面,由于桥接套的收缩作用,带动两节定子工件向对接面收缩,直至完全贴合。
技术研发人员:周世杰,张志海,刘志刚
受保护的技术使用者:无锡恒信北石科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!