一种定子铁心叠压工装及叠压方法与流程
本发明涉及电机,具体涉及一种定子铁心叠压工装及叠压方法。
背景技术:
1、目前轨道交通行业中广泛应用定子铁心叠压工装作为动力来源,定子铁心叠压工装的定子铁心采用平直的板状形式,由一定数量的定子冲片叠压而成,铁心面为一个平面,铁心齿槽直线排列于铁心面上,线圈与普通异步电动机一致,依次嵌装在铁心槽内,铁心背部设有安装接口,用于与列车转向架安装结合,相当于旋转电动机的定子,当定子通电三相电源时,定子线圈将在定子平行面上和法向面上产生行波磁场。感应板(或感应极)位于牵引机车轨道上,相当于旋转电机的转子,感应板也为平直的板状结构,敷设在磁浮轨道上,感应板由钢铝复合板材组成,用于导磁和导流。
2、直线电机的定子铁心和感应板分别安装于列车车体和列车轨道,定子铁心和感应板间隔一定的距离,形成直线电机的机械气隙,直线电机的机械气隙是电机的重要结构,气隙的大小和均匀性对直线电机的性能影响很大。
3、根据牵引直线电机定子铁心的特性可知,直线电机定子铁心齿面不仅产生前进方向的推力,还会产生对感应板法向上的吸力,只有当铁心面平直时,推力和法向吸力才能均匀分布,铁心平面度越好,直线电机的推力和法向吸力越稳定。此外,由于直线电机板状结构的铁心面开有用于嵌装线圈的槽,故而当叠压成型的定子冲片整齐度高,铁心槽内平整度高时,更有利于线圈嵌装和对线圈的绝缘保护。
4、实际生产中,通常使用压力平台对铁心齿面进行叠压,这种方式虽然快捷,但是存在以下缺点:1)只能加强铁心齿面的平直度,在叠压过程中有可能会使各定子冲片侧面发生变形,导致定子冲片两侧面不平整,推力和法向吸力分布不均匀,不稳定;2)定子冲片的铁心槽变形影响槽内平整度,不利于线圈的嵌装和绝缘保护。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种能保证定子铁心齿面和侧面均平整的定子铁心叠压工装及叠压方法。
2、为解决上述技术问题,本发明采用如下技术方案:
3、一种定子铁心叠压工装,包括定子铁心、底模、侧向加压组件和垂向加压组件,所述定子铁心包括冲片组件、设于冲片组件两侧的侧板和设于冲片组件两端的端板,所述冲片组件由多个定子冲片依次叠合形成,所述定子冲片上设有多个用于嵌设线圈的铁心槽,相邻的两个所述铁心槽之间形成铁心齿,所述底模上设有第一平直抵压面,所述铁心槽的开口朝向第一平直抵压面,所述垂向加压组件用于给定子铁心提供垂直于第一平直抵压面的垂向压力,以使定子铁心齿面与第一平直抵压面紧贴,所述侧向加压组件设有第二平直抵压面,所述侧向加压组件用于给定子铁心提供平行于第一平直抵压面的侧向压力,以使第二平直抵压面紧贴侧板外侧。
4、作为上述技术方案的进一步改进:
5、所述侧向加压组件包括第一侧模、第二侧模和锁紧组件,所述第一侧模和第二侧模的相对侧均设有第二平直抵压面,所述第一侧模和第二侧模均与底模可拆卸连接,并通过锁紧组件锁紧。
6、所述锁紧组件包括锁紧螺杆,所述锁紧螺杆穿设于第一侧模、侧板、铁心槽和第二侧模中,且于第一侧模和第二侧模外侧配设有第一锁紧螺母。
7、所述垂向加压组件包括多个用于压紧在定子铁心上的压块,多个所述压块沿定子铁心长度方向间隔布置,所述压块两端均设有第一腰形孔,所述第一侧模和第二侧模上均设有第二腰形孔,所述压块两端的第一腰形孔分别通过螺纹紧固件与对应的第二腰形孔连接,以调整压块在定子铁心上加压位置和对定子铁心的垂向加压大小。
8、所述叠压工装还包括用于串接定子冲片的串接螺杆,所述串接螺杆穿设于第一侧模、侧板、定子冲片、第二侧模中,且于第一侧模和第二侧模外侧配设第二锁紧螺母。
9、所述叠压工装还包括用于保证铁心槽槽内平整度的槽样棒,所述槽样棒插设于铁心槽内,并与铁心槽的槽壁抵接。
10、所述叠压工装还包括机架,所述机架上设有用于安装底模的安装平台及用于与外部设备连接的连接部,所述连接部上设有多个安装孔,多个所述安装孔周向间隔布置,用于调整机架与外部设备的安装角度。
11、所述侧板上设有多个压齿部,多个所述压齿部与铁心齿一一对应布置,两侧的所述侧板之间设有加强筋。
12、所述底模上设有用于定位第一侧模和第二侧模的定位台阶及用于观测叠压效果的观测孔。
13、一种定子铁心叠压方法,包括如下步骤:
14、s1、将底模安装在机架的安装平台上,并将第一侧模与底模连接;
15、s2、通过安装孔调整机架的安装角度,使底模朝向侧边,放置侧板至第一侧模上并穿插串接螺杆,逐步放置定子冲片至串接螺杆上,当定子冲片叠成一定厚度时,放置槽样棒,然后再继续放置剩余定子冲片和侧板;
16、s3、通过安装孔调整机架的安装角度,使底模朝上,将第二侧模安装至底模上,然后将压块安装在第一侧模和第二侧模上,通过观测孔观测定子铁心齿面与第一平直抵压面的贴合程度,并通过螺纹紧固件调节压块的垂向压力大小,使定子铁心的齿面与第一平直抵压面完全贴合;
17、s4、通过锁紧组件锁紧第一侧模和第二侧模,使第二平直抵压面分别抵紧在对应侧板的外侧;
18、s5、第二锁紧螺母紧固串接螺杆,定位并焊接端板和加强筋。
19、与现有技术相比,本发明的有益效果在于:
20、本发明公开的定子铁心叠压工装,通过垂向加压组件给定子铁心施加垂向压力,使冲片组件的齿面与底模上的第一平直抵压面紧密贴合,保证定子铁心齿面的平直度,且通过侧向加压组件对定子铁心施加侧向压力,使第二平直抵压面紧贴侧板,保证定子铁心齿侧面的平直度,定子铁心的齿面和侧面均为平直面,即定子铁心在受垂向压力时,侧面不会发生变形,仍然保持平整,有利于保证定子铁心工作时产生的推力和法向吸力分布均匀、稳定。
21、本发明公开的定子铁心叠压方法,步骤简单,在垂向叠压过程中,仍能保持定子铁心侧面和铁心槽内平整,利于提高定子铁心工作时产生的推力和法向吸力分布均匀性、稳定性。
技术特征:
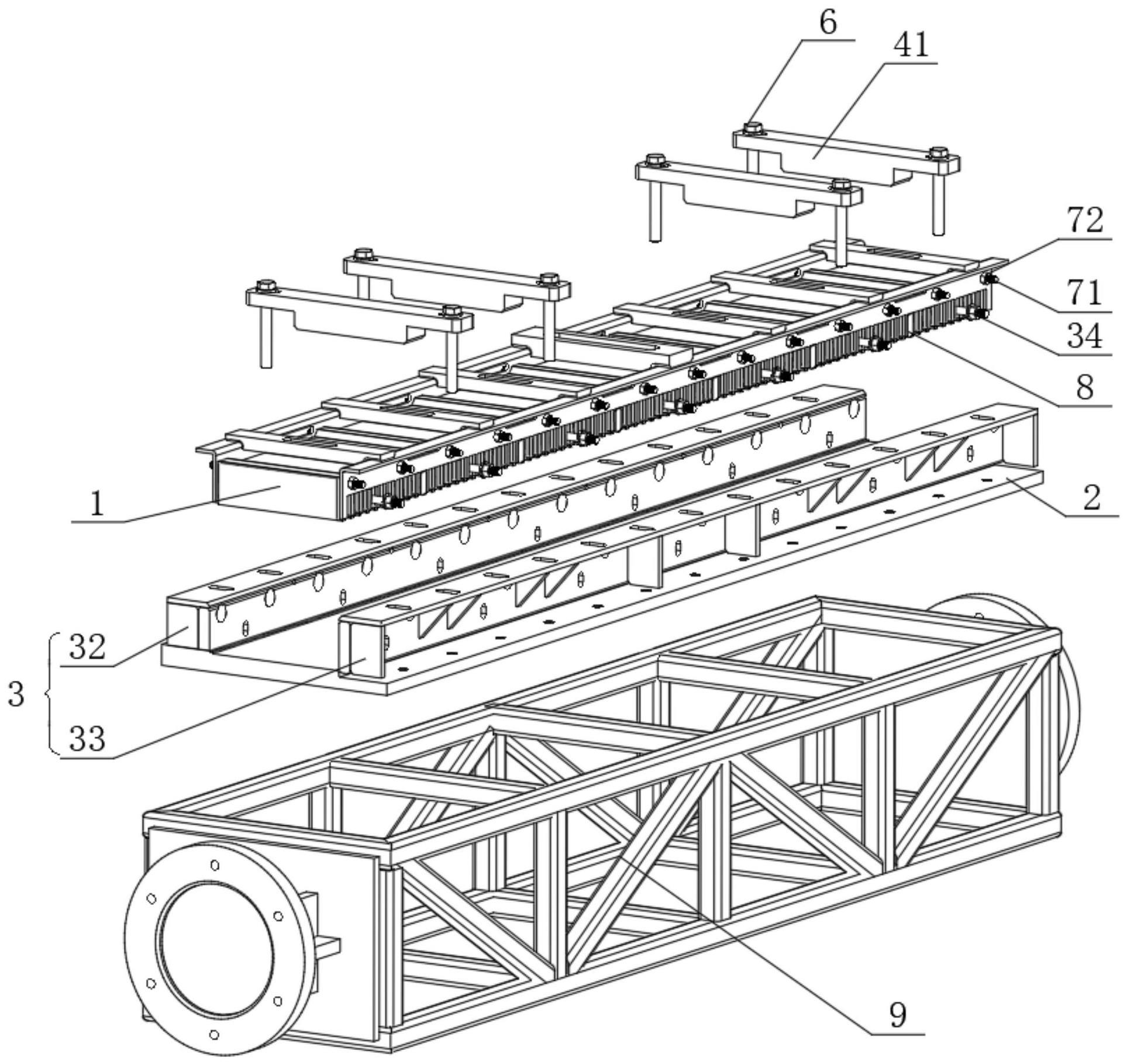
1.一种定子铁心叠压工装,其特征在于:包括定子铁心(1)、底模(2)、侧向加压组件(3)和垂向加压组件(4),所述定子铁心(1)包括冲片组件(11)、设于冲片组件(11)两侧的侧板(12)和设于冲片组件(11)两端的端板(13),所述冲片组件(11)由多个定子冲片(14)依次叠合形成,所述定子冲片(14)上设有多个用于嵌设线圈的铁心槽(141),相邻的两个所述铁心槽(141)之间形成铁心齿(142),所述底模(2)上设有第一平直抵压面(21),所述铁心槽(141)的开口朝向第一平直抵压面(21),所述垂向加压组件(4)用于给定子铁心(1)提供垂直于第一平直抵压面(21)的垂向压力,以使定子铁心(1)齿面与第一平直抵压面(21)紧贴,所述侧向加压组件(3)设有第二平直抵压面(31),所述侧向加压组件(3)用于给定子铁心(1)提供平行于第一平直抵压面(21)的侧向压力,以使第二平直抵压面(31)紧贴侧板(12)外侧。
2.根据权利要求1所述的定子铁心叠压工装,其特征在于:所述侧向加压组件(3)包括第一侧模(32)、第二侧模(33)和锁紧组件(34),所述第一侧模(32)和第二侧模(33)的相对侧均设有第二平直抵压面(31),所述第一侧模(32)和第二侧模(33)均与底模(2)可拆卸连接,并通过锁紧组件(34)锁紧。
3.根据权利要求2所述的定子铁心叠压工装,其特征在于:所述锁紧组件(34)包括锁紧螺杆(341),所述锁紧螺杆(341)穿设于第一侧模(32)、侧板(12)、铁心槽(141)和第二侧模(33)中,且于第一侧模(32)和第二侧模(33)外侧配设有第一锁紧螺母(36)。
4.根据权利要求2所述的定子铁心叠压工装,其特征在于:所述垂向加压组件(4)包括多个用于压紧在定子铁心(1)上的压块(41),多个所述压块(41)沿定子铁心(1)长度方向间隔布置,所述压块(41)两端均设有第一腰形孔(411),所述第一侧模(32)和第二侧模(33)上均设有第二腰形孔(35),所述压块(41)两端的第一腰形孔(411)分别通过螺纹紧固件(6)与对应的第二腰形孔(35)连接,以调整压块(41)在定子铁心(1)上加压位置和对定子铁心(1)的垂向加压大小。
5.根据权利要求2所述的定子铁心叠压工装,其特征在于:所述叠压工装还包括用于串接定子冲片(14)的串接螺杆(71),所述串接螺杆(71)穿设于第一侧模(32)、侧板(12)、定子冲片(14)、第二侧模(33)中,且于第一侧模(32)和第二侧模(33)外侧配设第二锁紧螺母(72)。
6.根据权利要求1至5中任一项所述的定子铁心叠压工装,其特征在于:所述叠压工装还包括用于保证铁心槽(141)槽内平整度的槽样棒(8),所述槽样棒(8)插设于铁心槽(141)内,并与铁心槽(141)的槽壁抵接。
7.根据权利要求1至5中任一项所述的定子铁心叠压工装,其特征在于:所述叠压工装还包括机架(9),所述机架(9)上设有用于安装底模(2)的安装平台(91)及用于与外部设备连接的连接部(92),所述连接部(92)上设有多个安装孔(921),多个所述安装孔(921)周向间隔布置,用于调整机架(9)与外部设备的安装角度。
8.根据权利要求1至5中任一项所述的定子铁心叠压工装,其特征在于:所述侧板(12)上设有多个压齿部(121),多个所述压齿部(121)与铁心齿(142)一一对应布置,两侧的所述侧板(12)之间设有加强筋(122)。
9.根据权利要求1至5中任一项所述的定子铁心叠压工装,其特征在于:所述底模(2)上设有用于定位第一侧模(32)和第二侧模(33)的定位台阶(22)及用于观测叠压效果的观测孔(23)。
10.一种定子铁心叠压方法,其特征在于:包括如下步骤:
技术总结
本发明公开了一种定子铁心叠压工装,包括定子铁心、底模、侧向加压组件和垂向加压组件,定子铁心包括冲片组件、设于冲片组件两侧的侧板和设于冲片组件两端的端板,冲片组件由多个定子冲片依次叠合形成,定子冲片上设有多个用于嵌设线圈的铁心槽,相邻的两个铁心槽之间形成铁心齿,底模上设有第一平直抵压面,铁心槽的开口朝向第一平直抵压面,垂向加压组件用于给定子铁心提供垂直于第一平直抵压面的垂向压力,以使定子铁心齿面与第一平直抵压面紧贴,侧向加压组件设有第二平直抵压面,侧向加压组件用于给定子铁心提供平行于第一平直抵压面的侧向压力,以使第二平直抵压面紧贴侧板外侧。本发明具有能保证定子铁心齿面和侧面均平整的优点。
技术研发人员:黄直峰,李伟业,陈立,罗英露,冯守智,黄德聪,王禹,陈财
受保护的技术使用者:襄阳中车电机技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!