电机、铁芯组件、用于铁芯的槽封闭件及其制造方法与流程
本申请涉及发电领域,尤其涉及电机、铁芯组件、铁芯的槽封闭件及其制造方法。
背景技术:
1、电机生产制造过程中,使用槽封闭件安装在定子铁芯或转子铁芯的槽口位置,使绕组的线圈或线棒紧密地固定在铁芯槽口内,同时,槽封闭件可阻挡外界灰尘、异物、水蒸气等环境因素,降低绕组绝缘的老化速度。因此,高强度是各类槽封闭件选用的首要标准,是提高电机运行可靠性的关键因素之一。
2、相关的电机中,一般每个槽口会单独设置一个槽封闭件,提供的固定强度有限。同时槽封闭件在安装固定过程中,不可避免造成槽封闭件与铁芯之间的磨损,造成槽封闭件强度降低,甚至导致槽封闭件掉落,电机转子扫膛等问题。
技术实现思路
1、有鉴于此,本申请实施例期望提供一种电机、铁芯组件、用于铁芯的槽封闭件及其制造方法,以提高槽封闭件的强度和电机运行的可靠性。
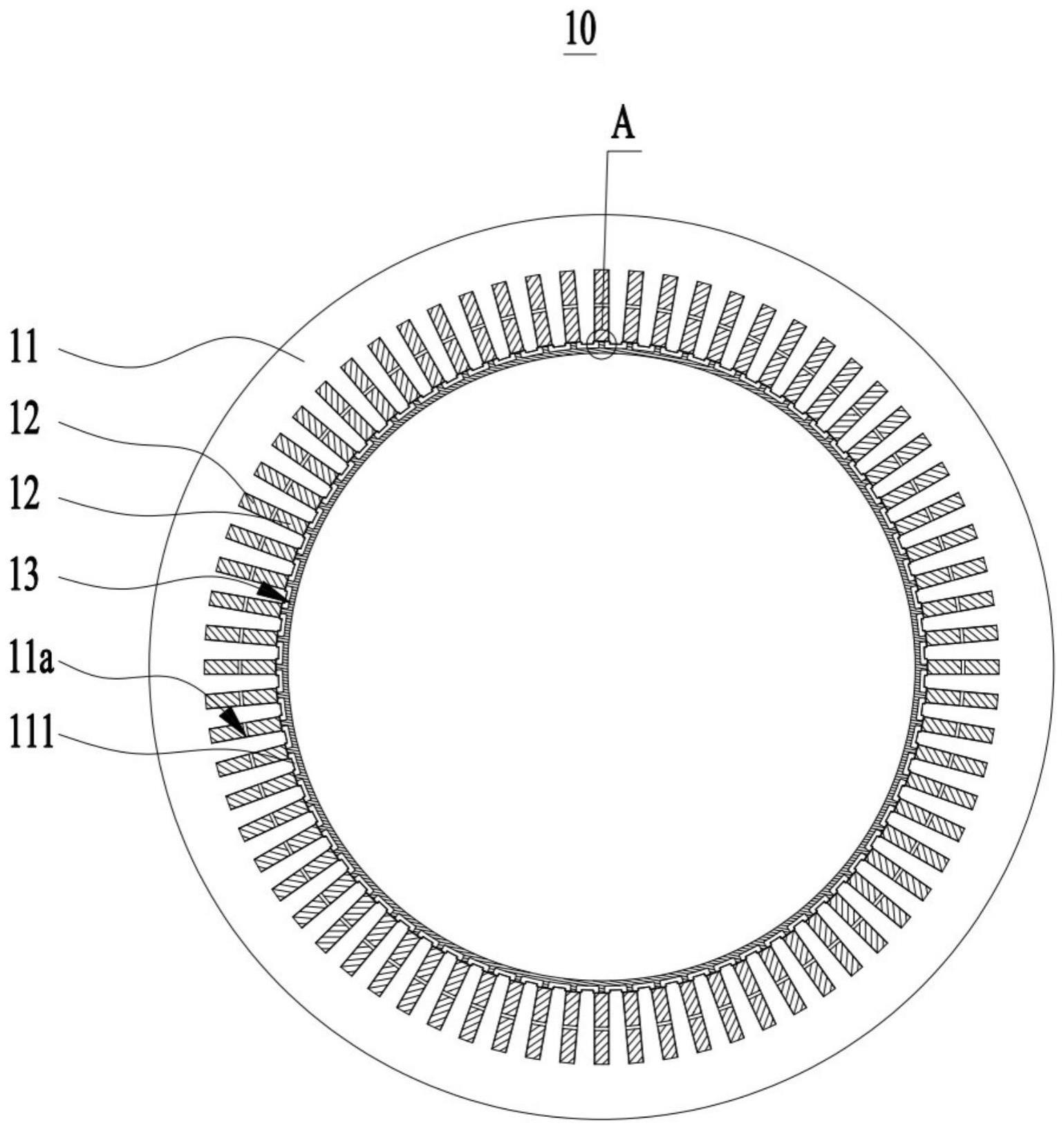
2、为达到上述目的,本申请实施例的一方面提供一种用于铁芯的槽封闭件,包括槽填充部和连接部,所述槽填充部设置于所述铁芯的槽口内;所述连接部与所述铁芯的各个所述槽口内的所述槽填充部分别连接,以形成一个环状整体。
3、进一步地,所述槽填充部包括密封单元和填充单元,所述密封单元设置在所述槽口内;所述填充单元填充于所述槽口内,与所述密封单元连接,
4、所述密封单元用于将所述填充单元分别与所述铁芯的绕组和所述铁芯的齿部隔开,所述连接部与各个所述槽口内的所述密封单元和所述填充单元分别连接;或者,所述密封单元用于将所述填充单元分别与所述铁芯的绕组和所述铁芯的齿部的部分隔开,所述连接部与各个所述槽口内的所述填充单元连接,所述连接部不与各个所述槽口内的所述密封单元连接。
5、进一步地,所述密封单元包括多个层叠设置的密封层,或所述密封单元为单个密封层。
6、进一步地,所述填充单元包括多个层叠设置的填充层,或所述填充单元为单个填充层。
7、进一步地,所述连接部包括多个层叠设置的连接层,或所述连接部为单个连接层。
8、进一步地,所述密封单元、所述填充单元和所述连接部分别包括增强材料和基体材料。
9、进一步地,所述增强材料为高分子材料。
10、进一步地,所述高分子材料包括玻璃纤维、芳纶纤维和/或碳纤维。
11、进一步地,所述基体材料包括热固性树脂和/或磁性材料。
12、本申请实施例的另一方面提供一种用于铁芯的槽封闭件的制造方法,包括:
13、将槽填充部设置在铁芯模具的槽口内;
14、将连接部连接所述铁芯模具的各个所述槽口内的所述槽填充部;
15、在预设时间、预设压力和预设温度下压紧所述槽填充部和所述连接部,固化形成整体。
16、进一步地,所述槽填充部在靠近所述连接部的一侧高度大于或等于所述铁芯模具的齿部的顶部高度。
17、进一步地,所述槽填充部包括密封单元和填充单元,将所述槽填充部设置在所述铁芯模具的槽口内的步骤,包括:
18、将所述密封单元设置在所述槽口内;
19、将所述填充单元设置在所述槽口内,与所述密封单元连接。
20、进一步地,所述密封单元、所述填充单元和所述连接部分别包括增强材料和基体材料,所述制造方法还包括:
21、将所述增强材料浸渍于所述基体材料。
22、进一步地,所述基体材料为热固性树脂;所述预设时间为2至4小时,所述预设压力为10±2兆帕,所述预设温度为170±5摄氏度。
23、本申请实施例的另一方面提供一种铁芯组件,包括铁芯,绕组以及本申请任意实施例所述的槽封闭件,所述铁芯配置为环状,具有齿部和形成在所述齿部之间的槽口;所述绕组绕设在所述槽口上;所述槽封闭件嵌设于所述槽口。
24、本申请实施例的另一方面提供一种电机,包括本申请任意实施例所述的铁芯组件。
25、本申请实施例提供的用于铁芯的槽封闭件,通过将各个槽口内的槽填充部形成沿铁芯轴向的加强筋以及连接部形成的环形衬套组合,从而形成一体槽封闭件,使槽封闭件在整体强度和密封性能方面更加优异,提高绕组绝缘的可靠性。
26、本申请实施例提供的用于铁芯的槽封闭件的制造方法,利用铁芯模具,通过预设时间、预设压力和预设温度的热压将槽封闭件中的材料固化,形成一体,同时将铁芯模具与槽封闭件之间的空气、小分子有机挥发物等物质排出,使槽封闭件具有更高的致密性。
27、本申请实施例提供的铁芯组件,通过槽封闭件与铁芯连接,铁芯、绕组以及槽封闭件形成一个整体,使槽封闭件对槽口内的绕组起到更好的密封和固定效果。
28、本申请实施例提供的电机,通过一体化槽封闭件结构将定子和转子隔断,可有效减少定子热量向转子侧传导,使转子能够在更低温度下运行,提高电机效率。
技术特征:
1.一种用于铁芯的槽封闭件,其特征在于,包括:
2.根据权利要求1所述的槽封闭件,其特征在于,所述槽填充部包括:
3.根据权利要求2所述的槽封闭件,其特征在于,所述密封单元包括多个层叠设置的密封层,或所述密封单元为单个密封层;和/或,
4.根据权利要求2所述的槽封闭件,其特征在于,所述密封单元、所述填充单元和所述连接部分别包括增强材料和基体材料。
5.根据权利要求4所述的槽封闭件,其特征在于,所述增强材料为高分子材料。
6.根据权利要求5所述的槽封闭件,其特征在于,所述高分子材料包括玻璃纤维、芳纶纤维和/或碳纤维。
7.根据权利要求4所述的槽封闭件,其特征在于,所述基体材料包括热固性树脂和/或磁性材料。
8.一种用于铁芯的槽封闭件的制造方法,其特征在于,包括:
9.根据权利要求8所述的制造方法,所述槽填充部在靠近所述连接部的一侧高度大于或等于所述铁芯模具的齿部的顶部高度。
10.根据权利要求8所述的制造方法,其特征在于,所述槽填充部包括密封单元和填充单元,将槽填充部设置在所述铁芯模具的槽口内的步骤,包括:
11.根据权利要求10所述的制造方法,其特征在于,所述密封单元、所述填充单元和所述连接部分别包括增强材料和基体材料,所述制造方法还包括:
12.根据权利要求11所述的制造方法,其特征在于,所述基体材料为热固性树脂;
13.一种铁芯组件,其特征在于,包括:
14.一种电机,其特征在于,包括权利要求13所述的铁芯组件。
技术总结
本申请实施例提供一种电机、铁芯组件、铁芯的槽封闭件及其制造方法,电机包括铁芯组件;铁芯组件包括铁芯、绕组以及铁芯的槽封闭件;铁芯的槽封闭件包括槽填充部和连接部,槽填充部设置于铁芯的槽口内,连接部与铁芯的各个槽口内的槽填充部分别连接,以形成一个环状整体。本申请实施例提供的铁芯的槽封闭件,通过连接部将铁芯上各个槽口内的槽填充部连接,经过预设时间、预设压力和预设温度后,压紧的槽填充部和连接部固化,连接部与槽填充部紧密连接在一起,形成一体化的环状槽封闭件结构,提高了槽封闭件的密封性能和强度性能。铁芯、绕组以及槽封闭件形成整体的铁芯组件,使槽封闭件对槽口内的绕组起到更好的密封和固定效果。
技术研发人员:刘嬿,侯晓军,秦转丽,杨嘉,张成
受保护的技术使用者:中车永济电机有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!