电机转子及其制作方法与流程
本申请属于电动汽车,涉及一种电机,特别是涉及一种电机转子及其制作方法。
背景技术:
1、随着国内电动汽车行业的快速发展,行业对驱动电机的要求也越来越高。目前国内采用的驱动电机以永磁同步电机为主,当转速提高后,现有的转子铁心通常需要设计较厚的隔磁桥来抵抗旋转产生的离心力,这种设计不仅会增加电机的漏磁,使电机性能降低,同时转子冲片强度也会制约电机转速的提升。
技术实现思路
1、本申请的目的在于提供一种电机转子及其制作方法,用于解决上述背景技术中指出的问题。
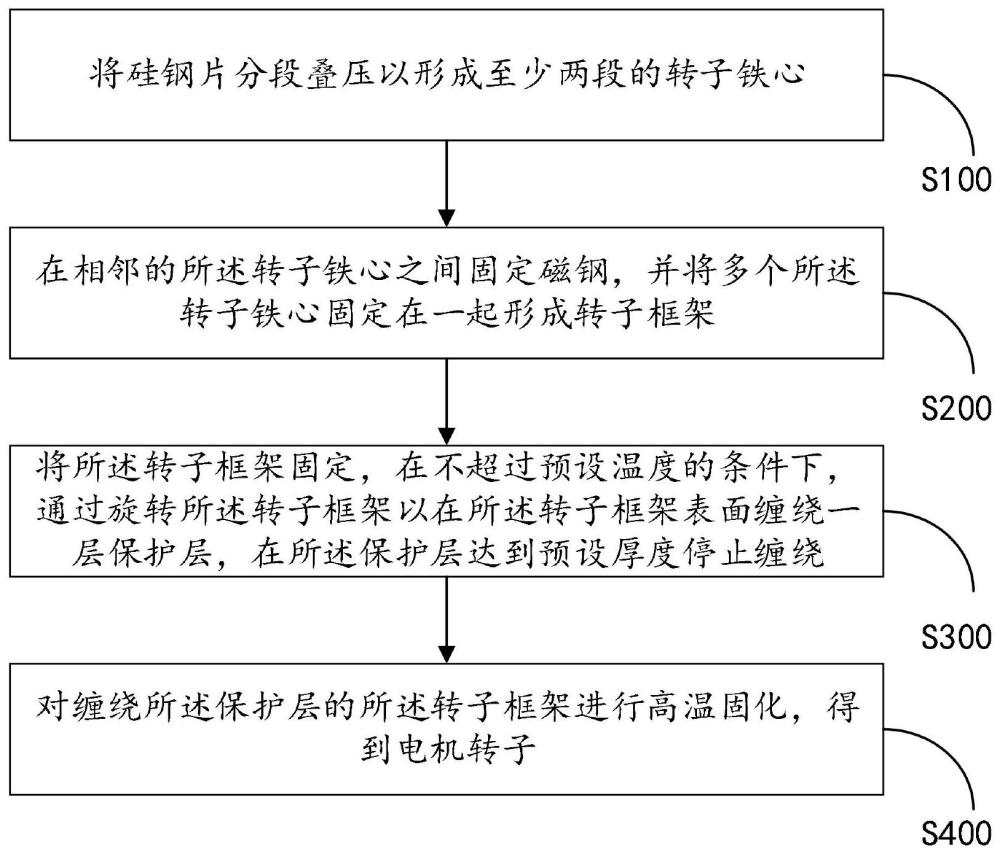
2、第一方面,本申请提供一种电机转子的制作方法,所述电机转子的制作方法包括:将硅钢片分段叠压以形成至少两段的转子铁心;在相邻的所述转子铁心之间固定磁钢,并将多个所述转子铁心固定在一起形成转子框架;将所述转子框架固定,在不超过预设温度的条件下,通过旋转所述转子框架以在所述转子框架表面缠绕一层保护层,在所述保护层达到预设厚度停止缠绕;对缠绕所述保护层的所述转子框架进行高温固化,得到电机转子。
3、在第一方面的一种实现方式中,所述预设温度为零下35°。
4、在第一方面的一种实现方式中,所述得到电机转子包括:对高温固化后的缠绕所述保护层的所述转子框架进行充磁,以得到所述电机转子。
5、在第一方面的一种实现方式中,所述将所述转子框架固定,在不超过预设温度的条件下,通过旋转所述转子框架以在所述转子框架表面缠绕一层保护层包括:对所述转子框架表面清理之后,通过转子固定工装将所述转子框架两端中心处转动连接;调节缠绕设备的相关参数之后,将碳纤维纱的起始点固定在所述转子框架外部的边缘处,在不超过预设温度的条件下,启动所述缠绕设备将所述碳纤维纱不断缠绕在所述转子框架外部以形成所述保护层。
6、在第一方面的一种实现方式中,所述相关参数包括缠绕速度、张力范围和缠绕角度中的至少一种,所述缠绕速度为5m/min~50m/min,所述张力范围为1000mpa~2000mpa,所述缠绕角度为80至90°。
7、在第一方面的一种实现方式中,所述缠绕设备设置在低温环境仓内。
8、在第一方面的一种实现方式中,所述缠绕设备包括中转轴、浸胶槽、浸润机构、张力调整器和缠绕滚轮,所述浸润机构包括上部辊和下部辊,所述上部辊和所述下部辊表面贴合,所述下部辊部分浸泡在所述浸胶槽内部,所述浸胶槽内部装有液化树脂,所述碳纤维纱穿过所述中转轴之后,穿过所述上部辊和所述下部辊之间以浸润所述液化树脂,并依次通过所述张力调整器和所述缠绕滚轮后,缠绕在所述转子框架外部。
9、在第一方面的一种实现方式中,所述转子固定工装和所述缠绕滚轮均设置在低温环境仓内。
10、在第一方面的一种实现方式中,所述在相邻的所述转子铁心之间固定磁钢,并将多个所述转子铁心固定在一起形成转子框架包括:在相邻的所述转子铁心形成的连接槽的两端固定安装磁钢;并在所述连接槽的中心位置处注塑或者灌封树脂材料以形成连接层,并将所述树脂材料嵌入相邻的所述转子铁心内部以形成所述转子框架。
11、在第一方面的一种实现方式中,所述连接槽为v字型结构。
12、在第一方面的一种实现方式中,所述高温固化的温度为80至180°,所述高温固化的时间为4至24h。
13、在第一方面的一种实现方式中,所述对缠绕所述保护层的所述转子框架进行高温固化,包括:将所述转子框架放置在固化炉中旋转固化,以将所述保护层在所述转子框架表面固化。
14、第二方面,本申请提供一种基于上述的电机转子的制作方法制作而成的电机转子,包括多个转子铁心,且相邻的所述转子铁心之间设置有磁钢,且相邻的所述转子铁心之间通过树脂材料形成连接层固定连接并形成转子框架,所述转子框架外壁覆盖一层保护层。
15、在第二方面的一种实现方式中,所述转子铁心包括内部转子铁心和至少一个外部转子铁心,所述外部转子铁心设置在所述内部转子铁心外壁,且所述内部转子铁心和所述外部转子铁心外部均设置有连接槽,所述连接层设置在所述连接槽的中间位置,所述磁钢设置在所述连接层两端。
16、在第二方面的一种实现方式中,所述外部转子铁心的数量为两个,且所述连接槽呈v字形结构。
17、如上所述,本申请所述的电机转子及其制作方法,具有以下有益效果:
18、(1)与现有技术相比,本申请提供的电机转子的制作方法,其中转子的整个缠绕过程均在不超过预设温度的低温环境中完成,低温缠绕可以降低高转速下转子形变,使电机做到更高转速,并且减小了电机定转子气隙,进一步提升了电机性能,有效的提高了产品的竞争力。
19、(2)本申请利用碳纤维热缩冷涨(碳纤维的热膨胀系数为-0.3×10-6~-0.6×10-6)的特性,通过在不超过零下35°的低温环境下完成缠绕工艺,利用铁心与碳纤维纱保护层之间热膨胀系数的差异,提高保护层预应力,用于抵抗高转速下的离心力。
20、(3)本申请在电机转子的制作过程中,通过在相邻的转子铁心之间形成的v字形的连接槽内注入树脂材料形成连接层以将相邻的转子铁心固定在一起,同时在连接槽内部两端安装磁钢,保证转子结构稳定性的同时,通过取消隔磁桥有效减少了漏磁,同时在转子框架外部缠绕一层保护层,能够有效减少电机转子在高速转动下的形变量,进而减小定子和转子的气隙。
技术特征:
1.一种电机转子的制作方法,其特征在于,所述电机转子的制作方法包括:
2.根据权利要求1所述的电机转子的制作方法,其特征在于,所述预设温度为零下35°。
3.根据权利要求1所述的电机转子的制作方法,其特征在于,所述得到电机转子包括:对高温固化后的缠绕所述保护层的所述转子框架进行充磁,以得到所述电机转子。
4.根据权利要求1至3中任一项所述的电机转子的制作方法,其特征在于,所述将所述转子框架固定,在不超过预设温度的条件下,通过旋转所述转子框架以在所述转子框架表面缠绕一层保护层包括:
5.根据权利要求4所述的电机转子的制作方法,其特征在于,所述相关参数包括缠绕速度、张力范围和缠绕角度中的至少一种,所述缠绕速度为5m/min~50m/min,所述张力范围为1000mpa~2000mpa,所述缠绕角度为80至90°。
6.根据权利要求4所述的电机转子的制作方法,其特征在于,所述缠绕设备设置在低温环境仓内。
7.根据权利要求4所述的电机转子的制作方法,其特征在于,所述缠绕设备包括中转轴、浸胶槽、浸润机构、张力调整器和缠绕滚轮,所述浸润机构包括上部辊和下部辊,所述上部辊和所述下部辊表面贴合,所述下部辊部分浸泡在所述浸胶槽内部,所述浸胶槽内部装有液化树脂,所述碳纤维纱穿过所述中转轴之后,穿过所述上部辊和所述下部辊之间以浸润所述液化树脂,并依次通过所述张力调整器和所述缠绕滚轮后,缠绕在所述转子框架外部。
8.根据权利要求7所述的电机转子的制作方法,其特征在于,所述转子固定工装和所述缠绕滚轮均设置在低温环境仓内。
9.根据权利要求1所述的电机转子的制作方法,其特征在于,所述在相邻的所述转子铁心之间固定磁钢,并将多个所述转子铁心固定在一起形成转子框架包括:
10.根据权利要求9所述的电机转子的制作方法,其特征在于,所述连接槽为v字型结构。
11.根据权利要求1所述的电机转子的制作方法,其特征在于,所述高温固化的温度为80至180°,所述高温固化的时间为4至24h。
12.根据权利要求1所述的电机转子的制作方法,其特征在于,所述对缠绕所述保护层的所述转子框架进行高温固化包括:将所述转子框架放置在固化炉中旋转固化,以将所述保护层在所述转子框架表面固化。
13.一种基于权利要求1至12中任一项所述的电机转子的制作方法制作而成的电机转子,其特征在于,包括多个转子铁心,相邻的所述转子铁心之间设置有磁钢,且相邻的所述转子铁心之间通过树脂材料形成连接层固定连接并形成转子框架,所述转子框架外壁覆盖一层保护层。
14.根据权利要求13所述的电机转子,其特征在于,所述转子铁心包括内部转子铁心和至少一个外部转子铁心,所述外部转子铁心设置在所述内部转子铁心外壁,且所述内部转子铁心和所述外部转子铁心外部均设置有连接槽,所述连接层设置在所述连接槽的中间位置,所述磁钢设置在所述连接层两端。
15.根据权利要求13所述的电机转子,其特征在于,所述外部转子铁心的数量为两个,且所述连接槽呈v字形结构。
技术总结
本申请提供一种电机转子及其制作方法,所述电机转子的制作方法包括:将硅钢片分段叠压以形成至少两段的转子铁心;在相邻的转子铁心之间固定磁钢,并将多个转子铁心固定在一起形成转子框架;将转子框架固定,在不超过预设温度的条件下,通过旋转转子框架以在转子框架表面缠绕一层保护层,在所述保护层达到预设厚度停止缠绕;对缠绕所述保护层的所述转子框架进行高温固化,得到电机转子;本申请提供的电机转子的制作方法,其中转子的整个缠绕过程均在不超过预设温度的低温环境中完成,低温缠绕可以降低高转速下转子形变,使电机做到更高转速,并且减小了电机定转子气隙,进一步提升了电机性能,有效的提高了产品的竞争力。
技术研发人员:李明威,康雷,谢迪,黄峰,顾湧
受保护的技术使用者:华域汽车电动系统(上海)有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!