一种伺服电机绕组灌胶工装及方法与流程
本发明属于伺服电机生产,更具体地,涉及一种伺服电机绕组灌胶工装及方法。
背景技术:
1、绕组灌胶是电机制造中常用的生产工艺,灌胶能提升绕组耐潮性、增加机械强度和导热能力。对降低电机振动、噪音和提升功率等方面有较好作用,在伺服电机制造中,尤其是小体积大功率的伺服电机,灌胶已经成为电机生产的关键工序。
2、定子绕组主要包含定子铁芯和绕组线圈,定子铁芯是由若干冲片叠压而成,冲压和叠压过程会产生一定的形变,如:椭圆、扭曲、倾斜、冲片错位等缺陷,使定子内孔无法形成理想的圆柱面,内孔同时均布有若干绕组槽的槽口,对绕组灌胶工装和灌胶质量一直存在较大影响。现有公告号为cn114825819a的中国发明专利,公开了一种灌胶模具与其方法,模具包括上模和下模,上下模安装在已经套入定子的机壳两端而形成灌胶腔室,上模设有连接腔体的排气口和注胶口,灌胶时胶液从灌胶口流入直至填满整个腔室,待胶液固化后再使用铣床、车床加工胶体从而得到所需的外形尺寸。
3、上述专利在实际实施中有如下几点不足,
4、1、受定子内孔产生的形变因素影响,上模和下模的芯柱并不能与定子内孔紧密贴合,而是要有一定的间隙量才能安装入定子内孔,灌胶时胶液会从芯柱间隙和绕组槽口渗入,造成胶体固化外形不规则,同时增加了后期清除定子内孔胶体的工作量。
5、2、上下模安装时分别使用若干螺丝进行固定连接,完成后再拆卸,无疑增加了灌胶作业时间和难度。
6、3、因为不能控制胶体成型尺寸,胶液固化后需要再使用铣床、车床加工不仅增加了生产工序和时间,加工过程对绕组质量也有不确认的质量影响,如引出线防护不当导致破损,加工报废等,都是极大的浪费人力物力,
技术实现思路
1、发明目的:本发明的目的是为了解决现有技术中的不足,提供一种伺服电机绕组灌胶工装及方法。
2、技术方案:本发明所述的一种伺服电机绕组灌胶工装,包括上芯模、拉杆机构、拉环、机壳、下芯模,所述上芯模安装在所述机壳的一端,所述下芯模安装在所述机壳的另一端,所述上芯模与所述下芯模定位配合连接;
3、所述上芯模、下芯模与所述机壳内的绕组线圈、定子铁芯之间设有防护套,所述拉杆机构的一端安装在所述下芯模的底部,所述拉杆机构的另一端安装在上芯模上方并与所述拉环连接。
4、在一些实施方式中,所述防护套采用硅胶材质制成。
5、在一些实施方式中,所述防护套为环形薄壁结构,厚度为0.5-2mm。
6、在一些实施方式中,所述拉杆机构包括拉杆和压缩弹簧,所述拉杆底部套接有所述压缩弹簧,所述拉杆顶部螺纹连接有所述拉环。
7、在一些实施方式中,所述压缩弹簧安装在限位槽内。
8、在一些实施方式中,所述拉杆底部设有封板限位机构,所述封板限位机构包括封板和紧固螺栓,所述封板通过所述紧固螺栓固定安装在所述下芯模的端部。
9、在一些实施方式中,所述拉环下方设有固定压板,所述固定压板上设有容纳拉杆穿过的开口槽。
10、在一些实施方式中,所述固定压板的截面为碗形结构。
11、另一方面,本发明还公开了上述伺服电机绕组灌胶工装的使用方法,包括如下步骤:
12、(1)先将拉杆、拉环、压缩弹簧、封板、紧固螺栓与下芯模装配为一个组件;
13、(2)将定子铁芯与绕组线圈套入机壳内,防护套表面喷涂一定量的脱模剂,再套入定子铁芯内孔,并与定子铁芯内孔表面贴合;
14、(3)把下芯模组件安装至包含防护套的机壳内,将其竖直放置后安装上芯模,拉环向上拉动后放置固定板,松开后压缩弹簧向下弹出使拉环对固定压板施加压力,起到固定作用;
15、(4)将工装绕组整体放置入烘箱内加热;
16、(5)胶液调配:先将胶液预热至50~60℃以降低胶液粘度,再进行混合配比,并对胶液真空排泡处理,将处理好的胶液灌入工装绕组中,填充到上限液位时,进行一次抽真空排泡处理,内部空气排出后胶液液位会下降,需再进行一次胶液补充至上限液位,即灌胶完成;
17、(6)胶液固化:加热60~80℃恒温2-6小时后完成固化,拆卸时将拉环向上拉,移出固定压板,再取出上芯模,退出下芯模,硅胶套向内拉,完成灌胶作业。
18、在一些实施方式中,步骤(4)烘箱加热至60~80℃,并恒温20-40分钟。
19、有益效果:本发明的有益效果如下:
20、(1)硅胶套为一体结构,可以贯穿两端绕组作为胶液内腔壁,不会形成上下模间隙导致的胶液外渗,硅胶为软质材料,具体良好的密封性,而且表面光滑,胶体脱膜表面美观,脱膜方便,抽取芯模后可直接向内拉动完成脱膜;
21、(2)下芯模、上芯模采用热膨胀系数较高的尼龙或铝材料,芯模与硅胶套可以预留较大配合间隙,方便装配,当整体预热至60~80℃时,芯模膨胀后可以消除装配间隙,并能对硅胶套形成一定的挤压,硅胶套受挤压后能与铁芯内壁更好的贴合和填充绕组槽口,阻挡胶液渗入,脱膜后铁芯内孔干净,无需进行二次清理或机加工;
22、(3)硅胶套轮廓可按灌胶实际所需尺寸设计,并通过芯模支撑,胶液成型尺寸稳定,胶体内圈端部并设置有圆弧,胶体成型自带过渡圆弧,解决了原来工艺中固化时形成收缩尖角的缺陷;
23、(4)采用拉杆加压缩弹簧的结构,利用压缩弹簧的压缩空间和压缩能量形成一个灵活的压板固定与拆卸的装置,极大方便了作业步骤和增加效率;
24、(5)固定压板与拉杆配合位置设置开口槽,压板可以方便的取出和安装;
25、(6)固定压板同时对上芯模和机壳有固定作用,能防止上芯模移位和增加下芯模与机壳的密封,防止胶液渗出;
26、(7)预热能降低胶液粘度,提高灌胶时胶液的流动性和真空排泡处理,对绕组有去潮作用,同时有利于胶液向内部浸透,更容易得到胶体内部无气隙的灌胶质量。
技术特征:
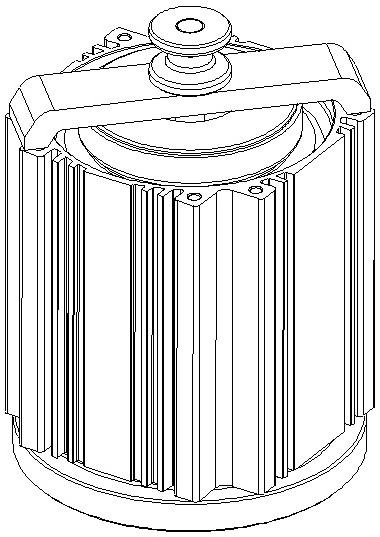
1.一种伺服电机绕组灌胶工装,其特征在于:包括上芯模(1)、拉杆机构、拉环(3)、机壳(7)、下芯模(9),所述上芯模(1)安装在所述机壳(7)的一端,所述下芯模(9)安装在所述机壳(7)的另一端,所述上芯模(1)与所述下芯模(9)定位配合连接;
2.根据权利要求1所述的一种伺服电机绕组灌胶工装,其特征在于:所述防护套(8)采用硅胶材质制成。
3.根据权利要求2所述的一种伺服电机绕组灌胶工装,其特征在于:所述防护套(8)为环形薄壁结构,厚度为0.5-2mm。
4.根据权利要求1所述的一种伺服电机绕组灌胶工装,其特征在于:所述拉杆机构包括拉杆(2)和压缩弹簧(12),所述拉杆(2)底部套接有所述压缩弹簧(12),所述拉杆(2)顶部螺纹连接有所述拉环(3)。
5.根据权利要求4所述的一种伺服电机绕组灌胶工装,其特征在于:所述压缩弹簧(12)安装在限位槽内。
6.根据权利要求5所述的一种伺服电机绕组灌胶工装,其特征在于:所述拉杆(2)底部设有封板限位机构,所述封板限位机构包括封板(11)和紧固螺栓(10),所述封板(11)通过所述紧固螺栓(10)固定安装在所述下芯模(9)的端部。
7.根据权利要求4所述的一种伺服电机绕组灌胶工装,其特征在于:所述拉环(3)下方设有固定压板(4),所述固定压板(4)上设有容纳拉杆(2)穿过的开口槽。
8.根据权利要求7所述的一种伺服电机绕组灌胶工装,其特征在于:所述固定压板(4)的截面为碗形结构。
9.根据权利要求1-8任意一项所述的伺服电机绕组灌胶工装的使用方法,其特征在于:包括如下步骤:
10.根据权利要求9所述的使用方法,其特征在于:步骤(4)烘箱加热至60~80℃,并恒温20-40分钟。
技术总结
本发明公开了一种伺服电机绕组灌胶工装及方法,包括上芯模、拉杆机构、拉环、机壳、下芯模,所述上芯模安装在所述机壳的一端,所述下芯模安装在所述机壳的另一端,所述上芯模与所述下芯模定位配合连接;所述上芯模、下芯模与所述机壳内的绕组线圈、定子铁芯之间设有防护套,所述拉杆机构的一端安装在所述下芯模的底部,所述拉杆机构的另一端安装在上芯模上方并与所述拉环连接。本发明的工装能与定子内壁紧密贴合,控制胶液固化形状,保护机壳安装配合面不受胶液粘黏,不需要机加工胶体外形,安装拆卸操作方便。
技术研发人员:廖魁,卢瑞玉,陈五俊
受保护的技术使用者:江苏美事科电机制造有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!