全自动压条机的制作方法
本申请涉及自动化设备,尤其涉及一种全自动压条机。
背景技术:
1、定子铁芯的制造工艺复杂,通常需要扣条定子冲片的叠压。现有全自动压条机可将生产好的扣条通过送料装置搬送到冲压装置,再压紧在定子扣压缺口上,整个过程全部由设备完成,不需要人工敲打,但送料是将生产好的扣条放在振动盘里,再一根根的搬送到冲压装置,这样就至少存在以下问题:
2、1)现有扣条生产设备由于裁切扣条时,在切刀的作用下容易弹飞,以至于只能先将扣条收集后通过振动盘一根一根搬送至冲压装置,因此无法实现高效的自动衔接生成。
3、2)如果需要更换定子高度,则需要把扣条全部取出,再放置对应长度的扣条在振动盘里;另外扣条在钢带生产、运输及更换产品等所有过程中很难保证扣条一根都不变形、不损坏、长度不混乱,有一根扣条有问题,全自动压条机就无法使用有问题的扣条,甚至停止工作。振动盘送料对扣条的长度有限制,太长的扣条不能使用振动盘,现有全自动压条机只能实现较矮的定子压条。
技术实现思路
1、鉴于此,本申请实施例提供一种全自动压条机。
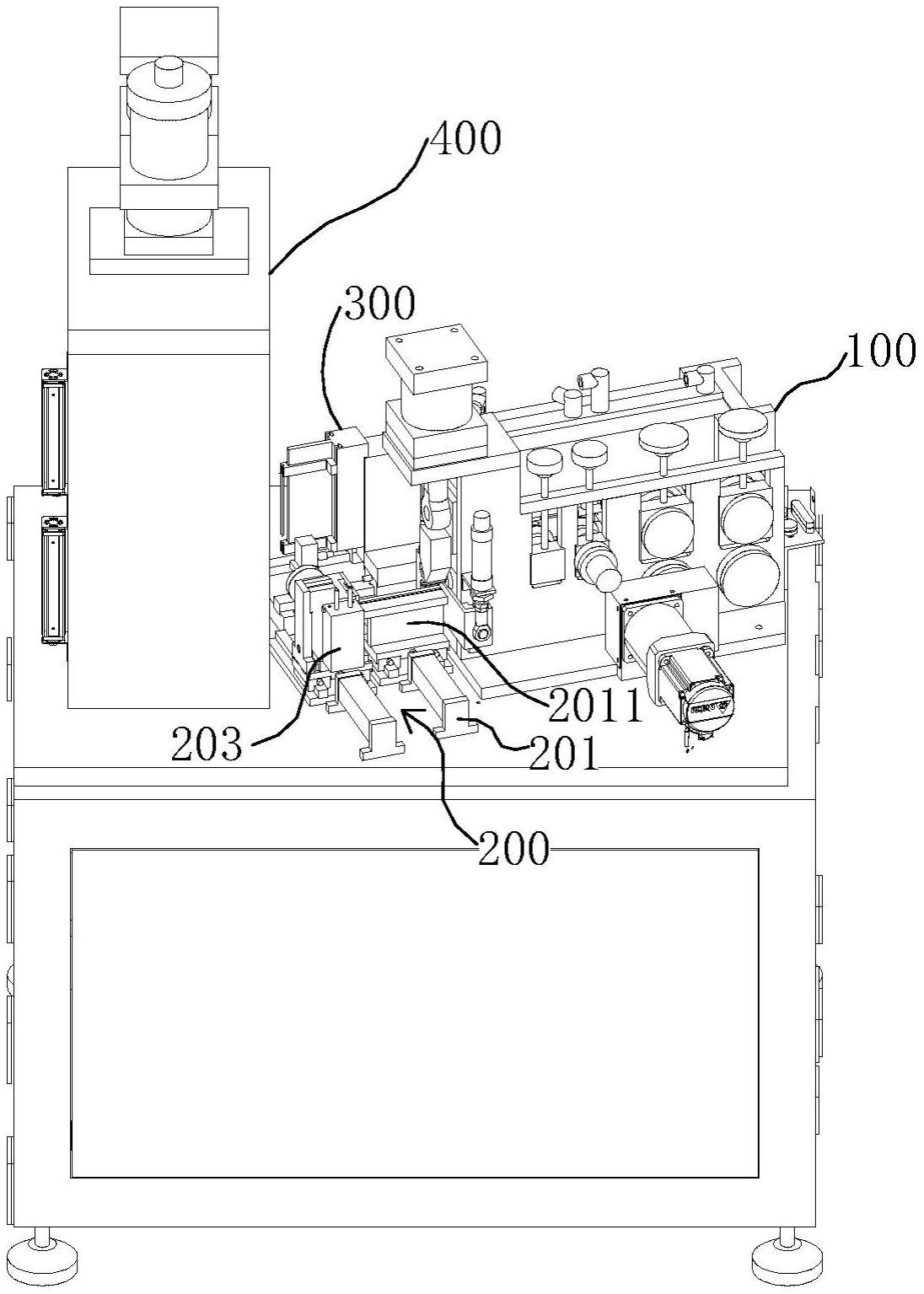
2、根据本申请实施例,提供一种全自动压条机,包括扣条生产设备、扣条搬运装置、冲压装置、定子装夹装置,所述扣条生产设备用于生产扣条,所述扣条搬运装置用于将所述扣条搬运至所述冲压装置上,所述冲压装置用于将扣条冲压到定子上,所述定子装夹装置用于装夹定子,其中:
3、所述扣条生产设备包括扣条机机体和夹持机构,所述扣条机机体包括机架和安装在所述机架上的裁切机构,所述裁切机构包括刀头,所述夹持机构布置在所述扣条机机体的出料口处,当所述刀头裁切一片扣条时,所述夹持机构和所述刀头分别抵住所述扣条的两侧。
4、可选的,所述裁切机构还包括第一驱动机构,用于驱动所述刀头进行伸缩裁切。
5、可选的,所述扣条机机体还包括整形轮组和矫直轮组,钢带先通过所述整形轮组整形成所述扣条的形状,再经过所述矫直轮组矫直后进入所述裁切机构。
6、可选的,所述整形轮组包括整形上轮、整形下轮、第一调节块和第一锁紧机构,所述整形下轮转动连接在所述机架上,所述整形上轮转动连接在所述第一调节块上,所述第一调节块可调节地连接在所述机架上,通过所述第一锁紧机构锁定。
7、可选的,所述矫直轮组包括矫直上轮、矫直下轮、第二调节块和第二锁紧机构,所述矫直下轮转动连接在所述机架上,所述矫直上轮转动连接在所述第二调节块上,所述第二调节块可调节地连接在所述机架上,通过所述第二锁紧机构锁定。
8、可选的,还包括编码器和控制器,所述编码器用于采集所述矫直轮组的信号,所述控制器接收编码器采集的信号,输出控制信号控制所述整形轮组转动,以实现裁切长度的控制。
9、可选的,所述扣条机机体还包括导向机构,所述钢带穿过所述导向机构,通过所述导向机构进行导向。
10、可选的,所述导向机构包括第一支架、一对导向轮,一对所述导向轮相对地安装在所述第一支架上,一对所述导向轮之间留有供所述钢带穿过第一空隙。
11、可选的,所述扣条机机体还包括限位机构,穿过所述导向机构后的钢带再穿过所述限位机构,通过所述限位机构进行限位,之后进入所述整形轮组。
12、可选的,所述夹持机构包括夹持板、第二驱动机构,所述第二驱动机构的固定端固定在所述机架上,所述夹持板固定在所述第二驱动机构的伸缩端,所述刀头位于所述扣条的上侧,所述夹持板位于所述扣条的下侧。
13、本申请的实施例提供的技术方案可以包括以下有益效果:
14、由上述实施例可知,本申请初始状态时,所述夹持机构正好位于扣条的底部,当刀头下行进行裁切时,刀头先接触头条的上表面,此时,通过夹持机构和所述刀头分别抵住所述扣条的两侧,也就将扣条夹住,所述刀头继续下行,裁切扣条,夹持机构在刀头的推动下,被动跟随下移,直到裁切完成,在这个裁切过程中,扣条始终被夹住,从而使得裁切后的扣条不至于弹飞。裁切完成后,扣条可被夹持机构和刀头稳定地夹至下一工序的承载台上,这样可以直接将生产出来的扣条稳定自动地过渡到下一工序,从而提供了生成效率。
15、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种全自动压条机,其特征在于,包括扣条生产设备、扣条搬运装置、冲压装置、定子装夹装置,所述扣条生产设备用于生产扣条,所述扣条搬运装置用于将所述扣条搬运至所述冲压装置上,所述冲压装置用于将扣条冲压到定子上,所述定子装夹装置用于装夹定子,其中:
2.根据权利要求1所述一种全自动压条机,其特征在于,所述裁切机构还包括第一驱动机构,用于驱动所述刀头进行伸缩裁切。
3.根据权利要求1所述一种全自动压条机,其特征在于,所述扣条机机体还包括整形轮组和矫直轮组,钢带先通过所述整形轮组整形成所述扣条的形状,再经过所述矫直轮组矫直后进入所述裁切机构。
4.根据权利要求3所述一种全自动压条机,其特征在于,所述整形轮组包括整形上轮、整形下轮、第一调节块和第一锁紧机构,所述整形下轮转动连接在所述机架上,所述整形上轮转动连接在所述第一调节块上,所述第一调节块可调节地连接在所述机架上,通过所述第一锁紧机构锁定。
5.根据权利要求3所述一种全自动压条机,其特征在于,所述矫直轮组包括矫直上轮、矫直下轮、第二调节块和第二锁紧机构,所述矫直下轮转动连接在所述机架上,所述矫直上轮转动连接在所述第二调节块上,所述第二调节块可调节地连接在所述机架上,通过所述第二锁紧机构锁定。
6.根据权利要求3所述一种全自动压条机,其特征在于,还包括编码器和控制器,所述编码器用于采集所述矫直轮组的信号,所述控制器接收编码器采集的信号,输出控制信号控制所述整形轮组转动,以实现裁切长度的控制。
7.根据权利要求3所述一种全自动压条机,其特征在于,所述扣条机机体还包括导向机构,所述钢带穿过所述导向机构,通过所述导向机构进行导向。
8.根据权利要求7所述一种全自动压条机,其特征在于,所述导向机构包括第一支架、一对导向轮,一对所述导向轮相对地安装在所述第一支架上,一对所述导向轮之间留有供所述钢带穿过第一空隙。
9.根据权利要求7所述一种全自动压条机,其特征在于,所述扣条机机体还包括限位机构,穿过所述导向机构后的钢带再穿过所述限位机构,通过所述限位机构进行限位,之后进入所述整形轮组。
10.根据权利要求1所述一种全自动压条机,其特征在于,所述夹持机构包括夹持板、第二驱动机构,所述第二驱动机构的固定端固定在所述机架上,所述夹持板固定在所述第二驱动机构的伸缩端,所述刀头位于所述扣条的上侧,所述夹持板位于所述扣条的下侧。
技术总结
本技术公开了一种全自动压条机,包括扣条生产设备、扣条搬运装置、冲压装置、定子装夹装置,所述扣条生产设备用于生产扣条,所述扣条搬运装置用于将所述扣条运动至所述冲压装置上,所述冲压装置用于将扣条冲压到定子上,所述定子装夹装置用于装夹定子,其中:所述扣条生产设备包括扣条机机体和夹持机构,所述扣条机机体包括机架和安装在所述机架上的裁切机构,所述裁切机构包括刀头,所述夹持机构布置在所述扣条机机体的出料口处,当所述刀头裁切一片扣条时,所述夹持机构和所述刀头分别抵住所述扣条的两侧。可以直接将生产出来的扣条稳定自动地过渡到下一工序,从而提供了生成效率。
技术研发人员:冯丹军
受保护的技术使用者:杭州立捷机电设备有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!