一种自动化磁钢装配装置
本技术涉及电机装配,尤其涉及一种自动化磁钢装配装置。
背景技术:
1、永磁同步电动机是一种利用永磁体建立励磁磁场的同步电动机,主要有定子、转子和端盖等部件构成,定子和普通感应电动机基本相同,采用叠片结构以减少电动机运行时的铁耗,转子可制成实心,也可用叠片叠压,其上装配有永磁体材料。永磁同步电动机以永磁体提供励磁,使电动机结构较为简单,降低了加工和装配费用,且省去了容易出问题的集电环和电刷,提高了电动机运行的可靠性;又无需励磁电流,没有励磁损耗,提高了电动机的效率和功率密度。
2、根据电动机转子上的永磁材料所处位置的不同,永磁同步电动机可分为突出式与内嵌式两种结构形式,突出是的永磁同步电动机上的永磁材料设置于转子外侧,内嵌式的永磁同步电动机上的永磁材料设置于转子内侧。对于内嵌式的永磁同步电动机,内嵌式转子的磁路结构主要有径向式、切向式和混合式三种,三种结构的区别主要在于永磁体磁化方向与转子旋转方向关系的不同。由于永磁体置于转子内部,转子表面便可制成极靴,极靴内置入铜条或铸铝等便可起到启动和阻尼的作用,稳态和动态性能均较好;又由于内嵌式转子磁路不对称,在运行时产生磁组转矩,进而有助于提高电动机本身的功能密度和过载能力,而且这种结构更易于实现弱磁扩速。
3、磁钢是一种磁性很强、材质很脆的永磁体材料,而对于内嵌式电动机磁钢的装配方式,尤其是大型电动机而言,其内部需要安装大量的转子,然而现有技术中通过人工手动执行磁钢的装配则存在效率较低的缺陷,且无法实现不同磁路结构的自动化装配。
4、有鉴于此,有必要对现有技术中的磁钢装配装置予以改进,以解决上述问题。
技术实现思路
1、本实用新型的目的在于揭示现有技术中内嵌式电动机的装配方式,尤其是大型电动机而言,通过人工手动执行磁钢的装配则存在效率较低的缺陷,且无法实现不同磁路结构的自动化装配的问题。
2、为实现上述目的,本实用新型揭示了一种自动化磁钢装配装置,包括:
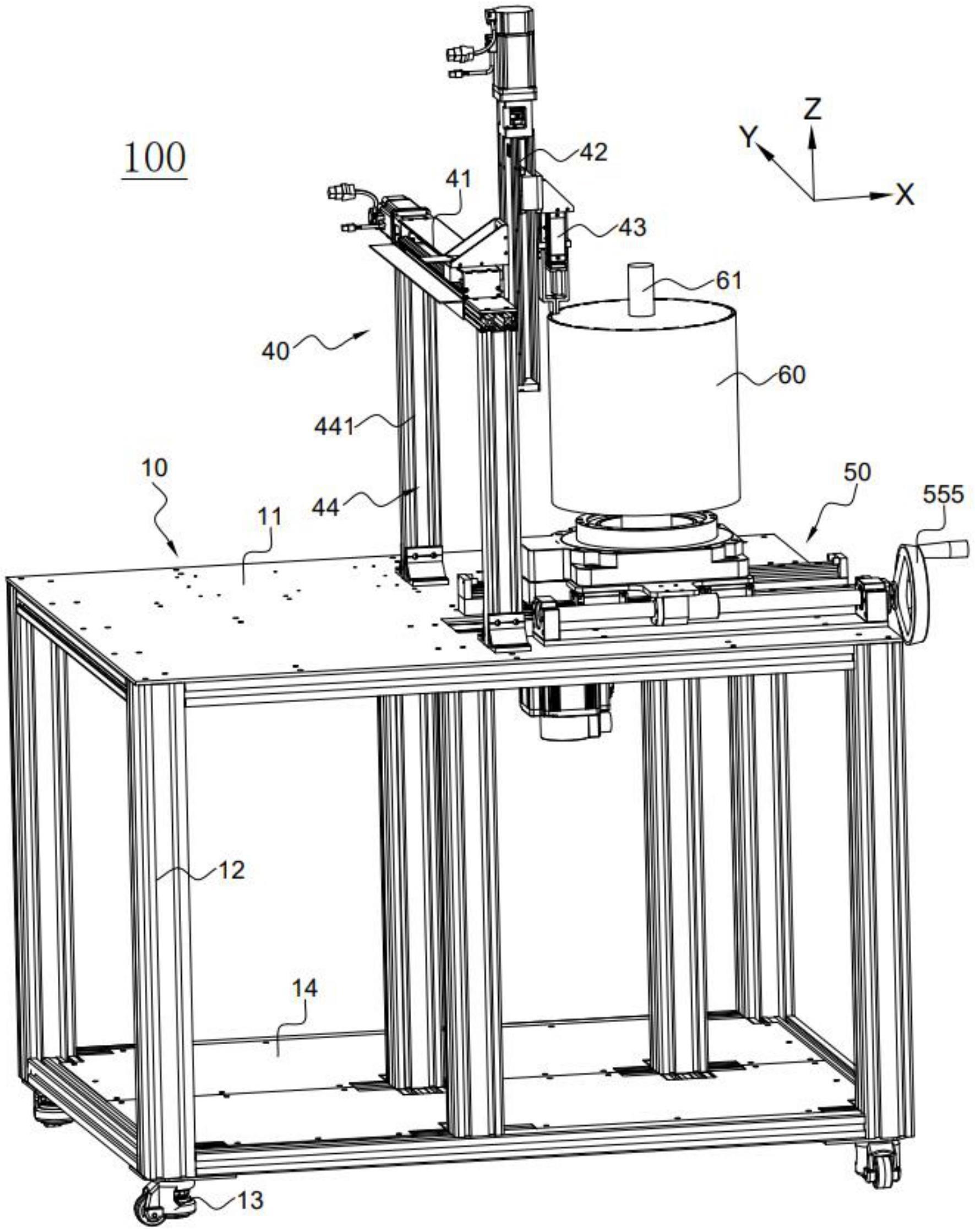
3、固定座,纵向设置于所述固定座的第一直线驱动组件,竖向设置于第一直线驱动组件的第二直线驱动组件,竖向设置于第二直线驱动组件用以夹持磁钢的入磁组件以及设置于第一直线驱动组件底部的定位模组;
4、所述定位模组包括:用以放置转子的回转工作台以及驱动所述回转工作台绕其中心轴线旋转的回转驱动组件。
5、作为本实用新型的进一步改进,所述入磁组件包括:设置于第二直线驱动组件的磁钢夹爪以及驱动所述磁钢夹爪对向合并或反向张开的入磁驱动组件。
6、作为本实用新型的进一步改进,所述入磁组件还包括:设置于磁钢夹爪内的压磁板以及驱动所述压磁板竖向移动以推动磁钢夹爪所夹持磁钢的压磁驱动组件。
7、作为本实用新型的进一步改进,所述定位模组还包括:设置于回转工作台底部的线性移动组件以及设置于回转工作台侧部以驱动回转工作台沿线性移动组件横向移动的线性驱动组件。
8、作为本实用新型的进一步改进,所述线性移动组件包括:至少一个设置于回转工作台底部并与固定座固定连接的线性支撑座,竖向设置于线性支撑座顶部两端的两个限位板,横向设置于线性支撑座并分别与两个限位板固定连接的导轨以及设置于导轨上可沿导轨横向移动的线性滑块。
9、作为本实用新型的进一步改进,所述线性移动组件还包括:横向设置于两个限位板对向一侧的至少一个防震柱。
10、作为本实用新型的进一步改进,所述线性驱动组件包括:与固定座固定连接的线性支撑座,横向设置于线性支撑座的丝杠,设置于丝杠上可沿丝杠横向移动的丝杠螺母以及设置于丝杠一端以驱动丝杠绕其中心轴线旋转的丝杠驱动件。
11、作为本实用新型的进一步改进,所述线性驱动组件还包括:横向设置于线性支撑座与固定座之间的垫板。
12、作为本实用新型的进一步改进,所述自动化磁钢装配装置还包括:竖直安装于固定座的入磁支撑架;
13、所述入磁支撑架包括:至少一个竖向设置于第一直线驱动组件底部以支撑第一直线驱动组件的入磁支撑柱。
14、作为本实用新型的进一步改进,所述固定座包括:纵向设置的多个支撑柱,分别安装于支撑柱两端的第一支撑板与第二支撑板以及设置于支撑柱底部或者第二支撑板底部的万向轮。
15、与现有技术相比,本实用新型的有益效果是:
16、通过第一直线驱动组件驱动第二直线驱动组件纵向移动,以带动安装于第二直线驱动组件的入磁组件纵向移动,并通过第二直线驱动组件驱动入磁组件竖向移动,进而实现了入磁组件的纵向移动和/或竖向移动,以基于此实现了由入磁组件夹持磁钢并将磁钢移动至转子上方,以将磁钢插入转子,进而实现磁钢的自动化装配;同时,通过回转驱动组件驱动回转工作台绕轴线旋转,进而带动回转工作台所放置的转子绕轴线旋转,以实现转子不同角度下的磁钢的自动化装配;另外,通过设置于回转工作台底部的线性移动组件以及设置于回转工作台侧部以驱动回转工作台沿线性移动组件横向移动的线性驱动组件驱动回转工作台横向移动,以实现不同尺寸转子的磁钢自动化装配。
技术特征:
1.一种自动化磁钢装配装置,其特征在于,包括:
2.根据权利要求1所述的自动化磁钢装配装置,其特征在于,所述入磁组件包括:设置于第二直线驱动组件的磁钢夹爪以及驱动所述磁钢夹爪对向合并或反向张开的入磁驱动组件。
3.根据权利要求2所述的自动化磁钢装配装置,其特征在于,所述入磁组件还包括:设置于磁钢夹爪内的压磁板以及驱动所述压磁板竖向移动以推动磁钢夹爪所夹持磁钢的压磁驱动组件。
4.根据权利要求1所述的自动化磁钢装配装置,其特征在于,所述定位模组还包括:设置于回转工作台底部的线性移动组件以及设置于回转工作台侧部以驱动回转工作台沿线性移动组件横向移动的线性驱动组件。
5.根据权利要求4所述的自动化磁钢装配装置,其特征在于,所述线性移动组件包括:至少一个设置于回转工作台底部并与固定座固定连接的线性支撑座,竖向设置于线性支撑座顶部两端的两个限位板,横向设置于线性支撑座并分别与两个限位板固定连接的导轨以及设置于导轨上可沿导轨横向移动的线性滑块。
6.根据权利要求5所述的自动化磁钢装配装置,其特征在于,所述线性移动组件还包括:横向设置于两个限位板对向一侧的至少一个防震柱。
7.根据权利要求5所述的自动化磁钢装配装置,其特征在于,所述线性驱动组件包括:与固定座固定连接的线性支撑座,横向设置于线性支撑座的丝杠,设置于丝杠上可沿丝杠横向移动的丝杠螺母以及设置于丝杠一端以驱动丝杠绕其中心轴线旋转的丝杠驱动件。
8.根据权利要求7所述的自动化磁钢装配装置,其特征在于,所述线性驱动组件还包括:横向设置于线性支撑座与固定座之间的垫板。
9.根据权利要求1所述的自动化磁钢装配装置,其特征在于,所述自动化磁钢装配装置还包括:竖直安装于固定座的入磁支撑架;
10.根据权利要求1至9中任一项所述的自动化磁钢装配装置,其特征在于,所述固定座包括:纵向设置的多个支撑柱,分别安装于支撑柱两端的第一支撑板与第二支撑板以及设置于支撑柱底部或者第二支撑板底部的万向轮。
技术总结
本技术提供了一种自动化磁钢装配装置,该自动化磁钢装配装置包括:固定座,纵向设置于固定座的第一直线驱动组件,竖向设置于第一直线驱动组件的第二直线驱动组件,竖向设置于第二直线驱动组件用以夹持磁钢的入磁组件以及设置于第一直线驱动组件底部的定位模组;定位模组包括:用以放置转子的回转工作台以及驱动回转工作台绕其中心轴线旋转的回转驱动组件。通过本技术,实现了内嵌式电动机不同尺寸转子的磁钢自动化装配。
技术研发人员:张正豪,仇国泉,颜科红
受保护的技术使用者:无锡科技职业学院
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!