一种多圈斜极磁钢粘贴工装的制作方法
本技术涉及磁钢粘贴工装,具体为一种多圈斜极磁钢粘贴工装。
背景技术:
1、磁钢一般是指铝镍钴合金,磁钢安装在电机的转子外壳内壁,现有的转子外壳内部在安装磁铁时非常的麻烦,需要人工手持磁钢并将粘胶粘附在磁钢外侧,然后对准转子外壳内部进行粘附,需要花费较长的时间,同时手持磁钢粘贴容易使其位置发生偏移,导致其效率较低的问题。
技术实现思路
1、本实用新型的目的在于提供一种多圈斜极磁钢粘贴工装,解决了背景技术中现有的转子外壳内部在安装磁铁时非常的麻烦,需要人工手持磁钢并将粘胶粘附在磁钢外侧,然后对准转子外壳内部进行粘附,需要花费较长的时间,同时手持磁钢粘贴容易使其位置发生偏移,导致其效率较低的的问题。
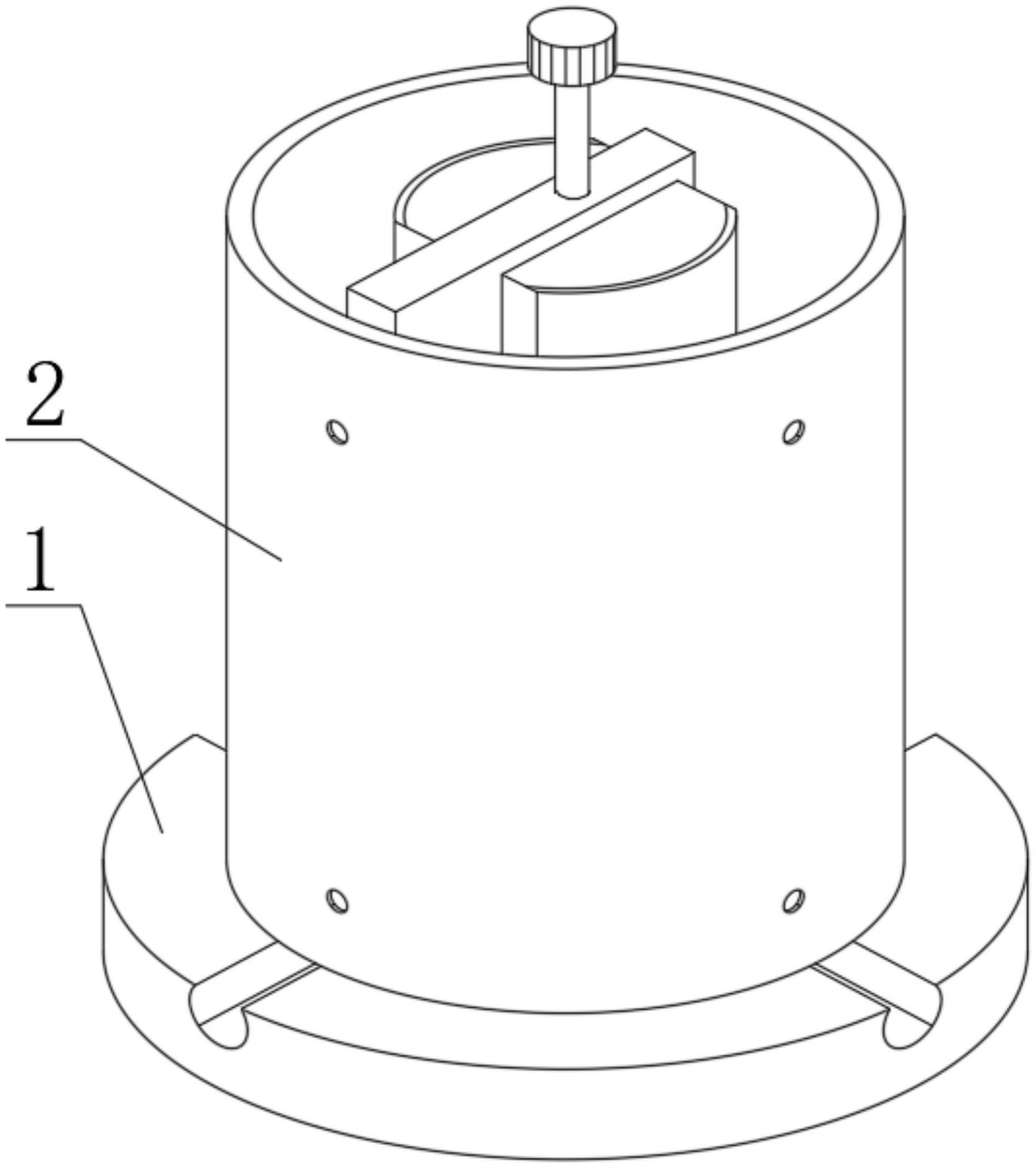
2、为实现上述目的,本实用新型提供如下技术方案:一种多圈斜极磁钢粘贴工装,包括转子外壳,所述转子外壳的下端设置有工装本体,工装本体包括底座,底座的上端设置有圆盘,圆盘的上端固定设置有立柱,立柱的中间位置开设有凹槽,凹槽的内部活动嵌合设置有活动块。
3、优选的,所述活动块的前侧面固定设置有长块,长块的前侧面开设有方槽,且方槽开设有两组。
4、优选的,所述长块的前侧面设置有磁块,且磁块设置有两组,磁块的前侧面位置凸出于长块的前侧面。
5、优选的,两组所述的磁块分别活动嵌合在磁块内部。
6、优选的,所述活动块的内部安装有电推杆,且电推杆安装有两组。
7、优选的,两组所述的电推杆的一端分别与磁块的后侧相连接。
8、优选的,所述活动块的上端设置有圆柱,圆柱的上端安装有握把。
9、优选的,所述握把的外侧开设有防滑纹。
10、与现有技术相比,本实用新型的有益效果如下:
11、1、本实用新型提供的一种多圈斜极磁钢粘贴工装,通过工装本体、底座、圆盘、立柱、凹槽、活动块、长块和磁块的设置,实现了使用工装本体将磁钢粘贴至转子外壳内壁,相比于传统的磁钢粘贴方式更加的方便,同时磁钢的位置更加的精确,大大的提高了效率。
技术特征:
1.一种多圈斜极磁钢粘贴工装,包括转子外壳(2),其特征在于:所述转子外壳(2)的下端设置有工装本体(1),工装本体(1)包括底座(11),底座(11)的上端设置有圆盘(12),圆盘(12)的上端固定设置有立柱(13),立柱(13)的中间位置开设有凹槽(131),凹槽(131)的内部活动嵌合设置有活动块(14)。
2.根据权利要求1所述的一种多圈斜极磁钢粘贴工装,其特征在于:所述活动块(14)的前侧面固定设置有长块(15),长块(15)的前侧面开设有方槽(151),且方槽(151)开设有两组。
3.根据权利要求2所述的一种多圈斜极磁钢粘贴工装,其特征在于:所述长块(15)的前侧面设置有磁块(152),且磁块(152)设置有两组,磁块(152)的前侧面位置凸出于长块(15)的前侧面。
4.根据权利要求3所述的一种多圈斜极磁钢粘贴工装,其特征在于:两组所述的磁块(152)分别活动嵌合在磁块(152)内部。
5.根据权利要求4所述的一种多圈斜极磁钢粘贴工装,其特征在于:所述活动块(14)的内部安装有电推杆(153),且电推杆(153)安装有两组。
6.根据权利要求5所述的一种多圈斜极磁钢粘贴工装,其特征在于:两组所述的电推杆(153)的一端分别与磁块(152)的后侧相连接。
7.根据权利要求1所述的一种多圈斜极磁钢粘贴工装,其特征在于:所述活动块(14)的上端设置有圆柱(141),圆柱(141)的上端安装有握把(142)。
8.根据权利要求7所述的一种多圈斜极磁钢粘贴工装,其特征在于:所述握把(142)的外侧开设有防滑纹(143)。
技术总结
本技术公开了一种多圈斜极磁钢粘贴工装,涉及磁钢粘贴工装技术领域,包括转子外壳,转子外壳的下端设置有工装本体,工装本体包括底座,底座的上端设置有圆盘,圆盘的上端固定设置有立柱,立柱的中间位置开设有凹槽,凹槽的内部活动嵌合设置有活动块,本技术解决了现有的转子外壳内部在安装磁铁时非常的麻烦,需要人工手持磁钢并将粘胶粘附在磁钢外侧,然后对准转子外壳内部进行粘附,需要花费较长的时间,导致其效率较低的问题,本实用通过通过工装本体、底座、圆盘、立柱、凹槽、活动块、长块和磁块的设置,实现了使用工装本体将磁钢粘贴至转子外壳内壁,相比于传统的磁钢粘贴方式更加的方便,更加的精确,大大的提高了效率。
技术研发人员:林永华,王恺,漆亚梅,黄发章,陆键
受保护的技术使用者:泰格运控(江苏)技术有限公司
技术研发日:20230506
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!