定子嵌线端部成形模的制作方法
本技术涉及电机,具体是定子嵌线端部成形模。
背景技术:
1、定子是电机中的重要部件,工业产品使用电机的场合很多,很多电器产品均利用作为驱动动力源,定子是电机的主要部件,定子主要由线圈和铁芯组成,传统定子的加工流程多数是把铜线卷绕于线模上,然后再以人工方式把铜线圈嵌入定子铁芯中,这种加工方式存在诸多缺点:效率较低;对人工技能要求较高,人工嵌线较为松散,影响定子性能。
2、现有用绕组在定子铁芯上嵌完线后,由于是手工操作,又没有端部成形模,端部形状不规则和尺寸达不到要求,导致零件不合格。
技术实现思路
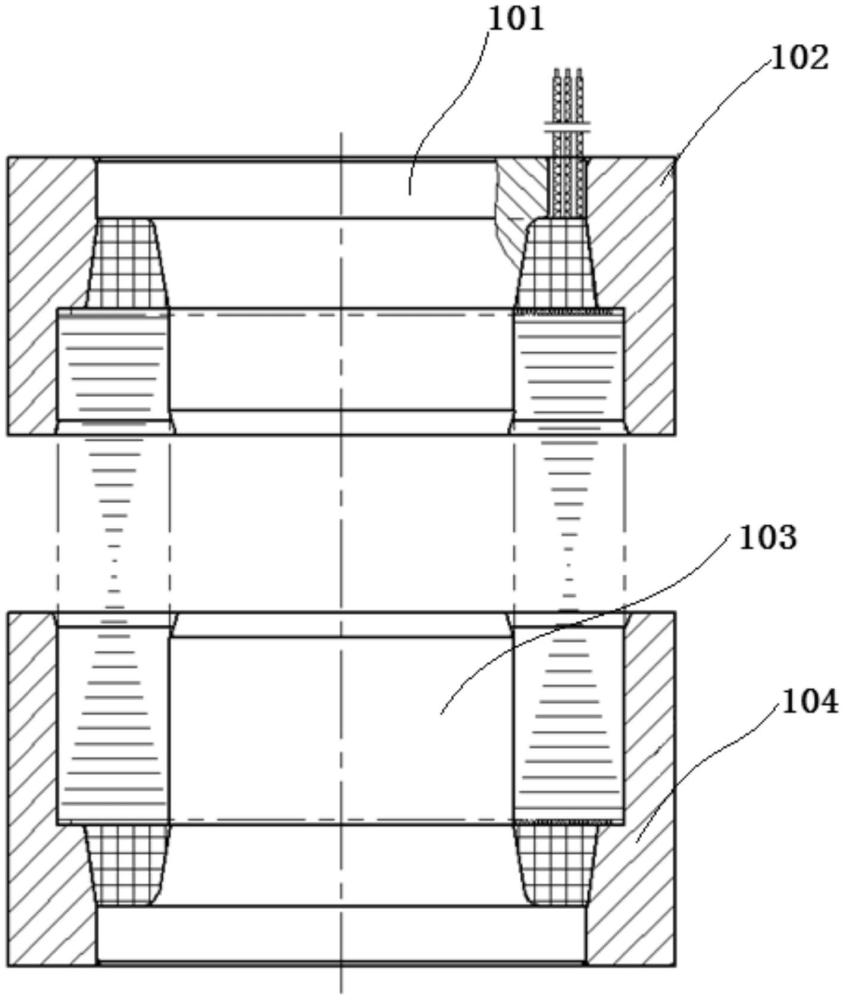
1、本实用新型的目的是提供一种定子嵌线端部成形模,包括:芯轴i、外圈i、芯轴ii、外圈ii。
2、所述芯轴i是中空的圆柱体芯轴。
3、所述芯轴i外侧的顶部设有挡块i。
4、所述芯轴i的顶部一侧设有线槽。
5、所述芯轴i的挡块i的下端设有第一绕组槽。
6、所述芯轴i外侧的底部设有嵌入定子铁芯内部的连接部i。
7、所述外圈i的形状为中空的圆圈。
8、所述外圈i内侧的底部设有放置定子铁芯端部的铁芯槽i。
9、所述外圈i的铁芯槽i上端设有与芯轴i的第一绕组槽相匹配的第二绕组槽。
10、所述外圈i内侧的顶部设有与芯轴i的挡块i相匹配的固定槽i。
11、所述芯轴ii是中空的圆柱体芯轴。
12、所述芯轴ii外侧的底部设有挡块ii。
13、所述芯轴ii的挡块ii的上端设有第三绕组槽。
14、所述芯轴ii外侧的顶部设有嵌入定子铁芯内部的连接部ii。
15、所述外圈ii的形状为中空的圆圈。
16、所述外圈ii内侧的顶部设有放置定子铁芯端部的铁芯槽ii。
17、所述外圈ii的铁芯槽ii下端设有与芯轴ii的第三绕组槽相匹配的第四绕组槽。
18、所述外圈ii内侧的底部设有与芯轴ii的挡块ii相匹配的固定槽ii。
19、进一步,所述芯轴i的顶部与外圈i的顶部齐平。
20、所述芯轴ii的顶部与外圈ii的底部齐平。
21、进一步,所述端部成形模的处理方式包括车加工处理、铣加工处理、钳加工处理。
22、本实用新型的技术效果是毋庸置疑的,本实用新型对于一系列定子铁芯两端部绕组成形,根据产品尺寸要求,只需对端部成形模尺寸进行部分改动,就能完成系列定子铁芯两端部绕组成形,满足产品的要求。
23、本实用新型的有益效果包括:
24、1.设计简单,制造成本低,加工周期短;
25、2.成形后保证了绕组端部形状和尺寸要求,充分满足产品的要求;
26、3.结构新颖,使用过程中简单可行;
27、4.成形模使用使命长;
28、5.操作安全方便,实现安全裕度。
技术特征:
1.定子嵌线端部成形模,其特征在于,包括:芯轴i(101)、外圈i(102)、芯轴ii(103)、外圈ii(104);
2.根据权利要求1所述的定子嵌线端部成形模,其特征在于,所述芯轴i(101)的顶部与外圈i(102)的顶部齐平;
3.根据权利要求1所述的定子嵌线端部成形模,其特征在于,所述端部成形模的处理方式包括车加工处理、铣加工处理、钳加工处理。
技术总结
定子嵌线端部成形模,包括:芯轴I、外圈I、芯轴II、外圈II。本技术对于一系列定子铁芯两端部绕组成形,根据产品尺寸要求,只需对端部成形模尺寸进行部分改动,就能完成系列定子铁芯两端部绕组成形,满足产品的要求。本技术的有益效果包括:1.设计简单,制造成本低,加工周期短;2.成形后保证了绕组端部形状和尺寸要求,充分满足产品的要求;3.结构新颖,使用过程中简单可行;4.成形模使用使命长;5.操作安全方便,实现安全裕度。
技术研发人员:杨彩,游建波,向红璇,李振东
受保护的技术使用者:重庆虎溪电机工业有限责任公司
技术研发日:20230605
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!