一种定子绝缘安装结构的制作方法
本技术涉及电机定子,尤其涉及一种定子绝缘安装结构。
背景技术:
1、传统的外转子直流无刷电机工艺中,如说明书附图5所示为,分为①上绝缘套②定子铁芯③下绝缘套。装配结构为上、下绝缘套与定子铁芯的齿槽对准后压到底,其中上、下绝缘套的重叠处会设计成内凹和内凸的方式去重合。该装配方式的缺点如下:
2、1.注塑合格率较低,因绝缘套的总厚度只有0.8mm,重合处为了方便装配会设计有拔模斜度,条件限制下重合处的厚度只有0.3mm,厚度较薄的情况下注塑容易出现缺胶现象,出现一定的不良率。
3、2.直流无刷电机的定子槽数一般较多,在多安装绝缘套时对位较难对准,特别是定子铁芯存在披锋面,逆披锋方向插绝缘套的难度更大,总体装配效率较低。
4、3.绝缘套的模具与设计的定子铁芯厚度需互相配合,遇到降本需求时需通过改模的方法才能做货,改模后原来的定子铁芯也无法使用了,限制较大,无法灵活变动。
5、4、适配性较差、固定了结构。
技术实现思路
1、本实用新型所要解决的技术问题在于克服现有技术的不足而提供一种定子绝缘安装结构,用以解决背景技术中的问题。
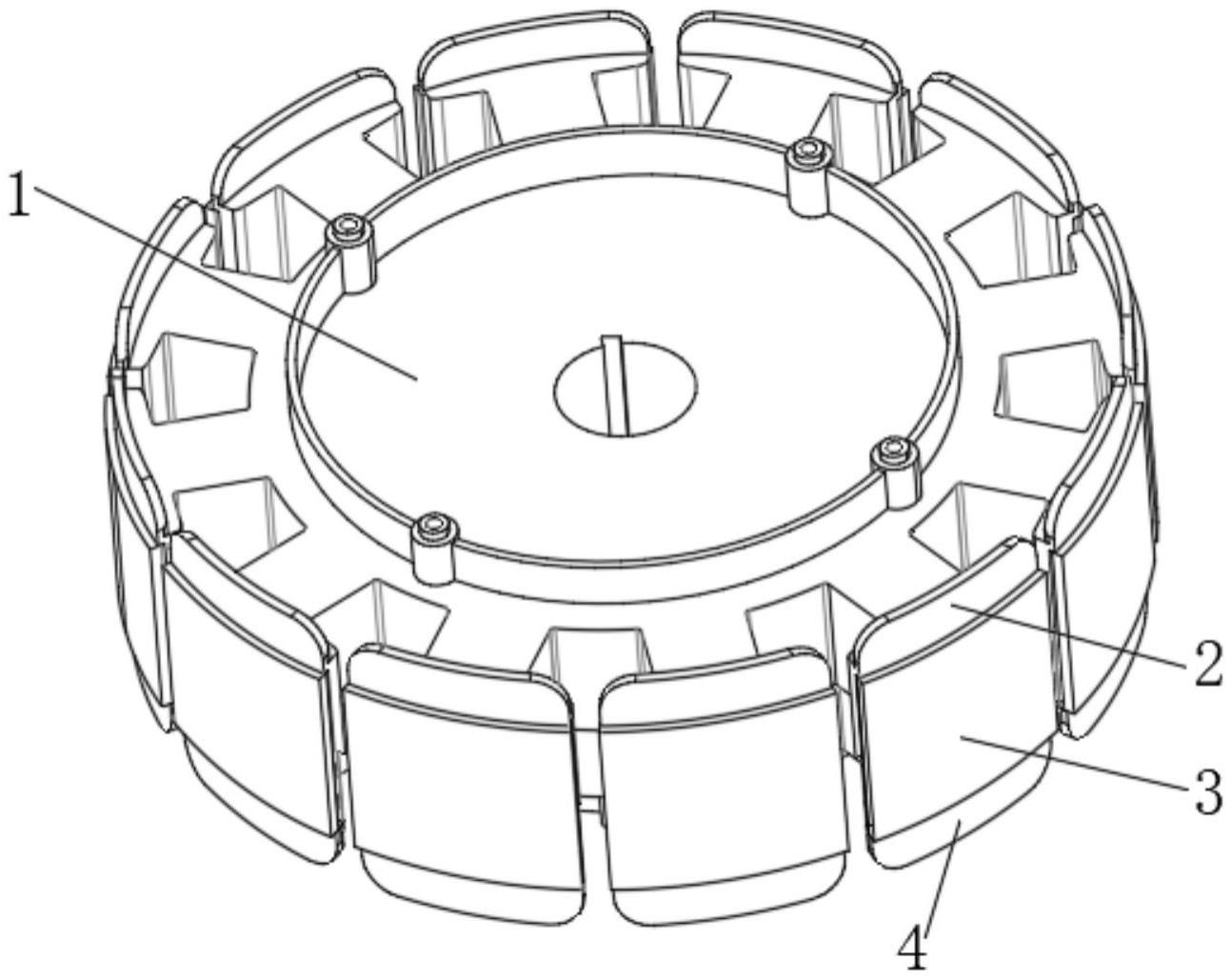
2、有鉴于此,本实用新型提供了一种定子绝缘安装结构,包括定子轴体和设置在定子轴体外侧壁的上绝缘套与下绝缘套,所述上绝缘套的内壁一端设置有第二绝缘套倒角结构,所述下绝缘套的内壁一端设置有第一绝缘套倒角结构,且所述第一绝缘套倒角结构贴合在第二绝缘套倒角结构侧壁位置,所述上绝缘套插接在下绝缘套的一端,且所述上绝缘套和所述下绝缘套对接的外壁构成有若干个间断的弧形槽,所述弧形槽中均设置有定子铁芯。
3、可选地,所述上绝缘套和所述下绝缘套所连接的内侧构成环形安装槽,且所述定子轴体固定安装在环形安装槽中。
4、可选地,所述下绝缘套上第一绝缘套倒角结构另一侧支撑在上绝缘套的内壁。
5、可选地,所述上绝缘套上第二绝缘套倒角结构的一侧支撑在第一绝缘套倒角结构的另一端面。
6、可选地,所述定子轴体的内壁开设有定位键槽。
7、从以上技术方案可以看出,本实用新型实施例具有以下优点:
8、1、本实用新型的一种定子绝缘安装结构,在安装时,先将下绝缘套取下,此时槽形紧贴定子铁芯的一端,顺着定子铁芯的披锋安装,规避逆向定子铁芯带来的难以安装问题。然后再安装上绝缘套,此时槽形不紧贴定子铁芯的一端,直接安装到底即可。在开模时上绝缘套的槽形特征需拔模斜度能让实际装配更容易安装,且该过程中槽形不紧贴定子铁芯的一端,进而保证该结构的对插面积大,且厚度足够,导向处即使出现轻微的缺料都不会影响到实际的绝缘效果,且同时可以让绕线前的装配时间大幅降低;
9、2、本实用新型的一种定子绝缘安装结构,采用该结构可以在装配时能让生产员工缩减时间,从而装配更多的绕线机,提高生产效率,且该结构能兼容13-23mm厚的定子铁芯(最薄铁芯厚度=h,最厚铁芯厚度=h*2-3),使用灵活性提高;进而免去占用多规格的库存空间,一款通用。
10、本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
技术特征:
1.一种定子绝缘安装结构,其特征在于:包括定子轴体(1)和设置在定子轴体(1)外侧壁的上绝缘套(2)与下绝缘套(4),所述上绝缘套(2)的内壁一端设置有第二绝缘套倒角结构(6),所述下绝缘套(4)的内壁一端设置有第一绝缘套倒角结构(5),且所述第一绝缘套倒角结构(5)贴合在第二绝缘套倒角结构(6)侧壁位置,所述上绝缘套(2)插接在下绝缘套(4)的一端,且所述上绝缘套(2)和所述下绝缘套(4)对接的外壁构成有若干个间断的弧形槽,所述弧形槽中均设置有定子铁芯(3)。
2.根据权利要求1所述的一种定子绝缘安装结构,其特征在于:所述上绝缘套(2)和所述下绝缘套(4)所连接的内侧构成环形安装槽,且所述定子轴体(1)固定安装在环形安装槽中。
3.根据权利要求1所述的一种定子绝缘安装结构,其特征在于:所述下绝缘套(4)上第一绝缘套倒角结构(5)另一侧支撑在上绝缘套(2)的内壁。
4.根据权利要求1所述的一种定子绝缘安装结构,其特征在于:所述上绝缘套(2)上第二绝缘套倒角结构(6)的一侧支撑在第一绝缘套倒角结构(5)的另一端面。
5.根据权利要求1所述的一种定子绝缘安装结构,其特征在于:所述定子轴体(1)的内壁开设有定位键槽。
技术总结
本技术公开了一种定子绝缘安装结构,涉及电机定子技术领域,包括定子轴体和设置在定子轴体外侧壁的上绝缘套与下绝缘套,所述上绝缘套的内壁一端设置有第二绝缘套倒角结构,所述下绝缘套的内壁一端设置有第一绝缘套倒角结构,且所述第一绝缘套倒角结构贴合在第二绝缘套倒角结构侧壁位置,所述上绝缘套插接在下绝缘套的一端,且所述上绝缘套和所述下绝缘套对接的外壁构成有若干个间断的弧形槽,所述弧形槽中均设置有定子铁芯;本技术提供的技术方案中,保证该结构的对插面积大,且厚度足够,导向处即使出现轻微的缺料都不会影响到实际的绝缘效果,且同时可以让绕线前的装配时间大幅降低。
技术研发人员:黄国伟,陈光昌
受保护的技术使用者:江门市胜思特电器有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!