定子自动滚漆装置的制作方法
本技术属于电机生产,具体涉及一种定子自动滚漆装置。
背景技术:
1、定子表面的防锈处理是电机定子制造过程中的重要工艺,其直接影响电机的使用寿命。目前定子主要依靠其表面的防锈漆来防锈,防锈漆的设置一般采用喷漆或滚漆来实现。
2、喷漆工艺通常是用喷枪或者雾化器对旋转的定子表面喷漆。喷涂时,防锈漆呈雾状喷涂到转子表面,大量的漆雾会对人体造成危害。当漆雾浓度过高、空气流通不畅时,还容易发生火灾等安全事故。为了作业人员的身体健康和生产安全,改用滚漆工艺对定子的内外表面进行滚漆。
3、滚漆装置具有多种结构形式:如公开号为cn216757046u的中国专利,公开了一种定子滚漆设备,其上的定子撑开机构将定子撑开并带动定子在漆盒内旋转,使定子外壁粘上绝缘漆,加热机构对旋转的定子加热,使绝缘漆能够快速固化。因撑开机构与定子的内壁相接触,无法实现定子内壁的滚漆,且该种滚漆方式完成的漆层容易厚度不均,影响定子的使用和安装。
4、为使定子的漆层厚度均匀,公开号为cn113083602a的中国专利,公开了一种定子铁芯不规则表面的滚漆装置,该装置通过调整刮漆轮与滚漆轮之间的间距,使刮漆轮对滚漆轮上附着的油漆进行不同程度的刮削,进而控制滚漆轮上附着油漆层的厚度,最终达到控制定子铁芯的表面漆层的厚度的目的。定子铁芯不规则表面的滚漆装置包括铁芯外圆滚漆装置和铁芯内圆滚漆装置,铁芯外圆滚漆装置包括与铁芯的内孔配合后带动铁芯沿其轴线转动的旋转支撑机构,铁芯内圆滚漆装置包括与铁芯外周面形成间隙配合的定子旋转限位机构。装置工作时,铁芯先在铁芯外圆滚漆装置的旋转支撑机构上完成外圆的滚漆作业,通过人工将完成外圆滚漆的铁芯取下后搬运并套设在铁芯内圆滚漆装置的第二滚漆轮上,铁芯在铁芯内圆滚漆装置的定子旋转限位机构上完成内圆滚漆作业后,再由人工取下后放入托盘中进入下一工序。
5、因定子铁芯和定子结构相似,故,该装置也适用定子内外圆周面的滚漆工艺。使用该装置过程中,定子的搬运和上下料均需要人工作业,不但浪费人力,也存在作业人员被装置夹伤的风险,容易发生安全事故。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种定子自动滚漆装置,实现将定子由旋转支撑机构到定子旋转限位机构、由定子旋转限位机构下料的自动化搬运,节省人力,安全可靠。
2、本实用新型解决其技术问题所采用的技术方案是:一种定子自动滚漆装置,包括外圆滚漆装置和内圆滚漆装置,所述外圆滚漆装置上具有旋转支撑机构,所述内圆滚漆装置上具有定子旋转限位机构;以空间直角坐标系为参考系,设旋转支撑机构和所述定子旋转限位机构的轴向均为y方向,垂直于y方向的水平方向为x方向、垂直于x方向和y方向的方向为z方向;
3、还包括沿x方向布置的第一门型架,所述第一门型架上设有第一直线运动机构和第一搬运机构;
4、所述第一直线运动机构带动所述第一搬运机构在所述第一门型架上沿x方向直线运动,所述第一搬运机构将定子由所述旋转支撑机构搬运至所述定子旋转限位机构上。
5、进一步的,所述旋转支撑机构的轴线和所述定子旋转限位机构的轴线高度相同;
6、所述第一搬运机构包括连接在所述第一直线运动机构上的第一伸缩部和设置在所述第一伸缩部上的第一夹持部;所述第一伸缩部带动所述第一夹持部沿y方向同步伸缩运动。
7、进一步的,所述第一夹持部包括夹爪气缸和安装在所述夹爪气缸上的夹爪。
8、进一步的,所述夹爪具有夹持面,所述夹持面上设置有具有粗糙表面的橡胶垫。
9、进一步的,还包括沿水平方向布置的第二门型架,所述第二门型架上设有第二直线运动机构和第二搬运机构;
10、所述第二直线运动机构带动所述第二搬运机构在所述第二门型架上直线运动,所述第二搬运机构用于搬运所述定子旋转限位机构上的定子指定位置。
11、进一步的,所述第二门型架与所述第一门型架结构相同,所述第二直线运动机构与所述第一直线运动机构结构相同;
12、所述第二门型架和所述第二直线运动机构均沿x方向布置,所述第二直线运动机构带动所述第二搬运机构沿x方向直线运动。
13、进一步的,所述第二搬运机构包括连接在所述第二直线运动机构上的升降部、设置在所述升降部上的第二伸缩部、设置在所述第二伸缩部上的旋转部以及与所述旋转部相连接的第二夹持部;
14、所述旋转部的旋转轴垂直于y方向;
15、所述升降部带动所述第二伸缩部、所述旋转部和所述第二夹持部共同升降运动;所述第二伸缩部带动所述旋转部和所述第二夹持部沿y方向伸缩运动;所述旋转部带动所述第二夹持部绕旋转轴旋转往复运动。
16、进一步的,所述升降部包括z向伸缩的伸缩气缸,所述伸缩气缸的缸体与所述第二直线运动机构相连接,所述伸缩气缸的伸缩杆与所述第二伸缩部相连接。
17、进一步的,所述第一搬运机构包括连接在所述第一直线运动机构上的第一伸缩部和设置在所述第一伸缩部上的第一夹持部,所述第二伸缩部与所述第一伸缩部结构相同,所述第二夹持部与所述第一夹持部结构相同。
18、进一步的,所述旋转部包括与所述第二伸缩部相连接的旋转气缸,所述第二夹持部固定设置在所述旋转气缸的输出轴上;
19、所述旋转气缸的旋转输出轴为旋转轴。
20、与现有技术相比,本实用新型的有益效果是:本实用新型提供一种定子自动滚漆装置,其取代人工将定子由旋转支撑机构搬运到定子旋转限位机构上,节约人力,消除人工搬运作业的安全隐患;结构简单,便于安装和控制,节约安装空间,节约生产成本。
技术特征:
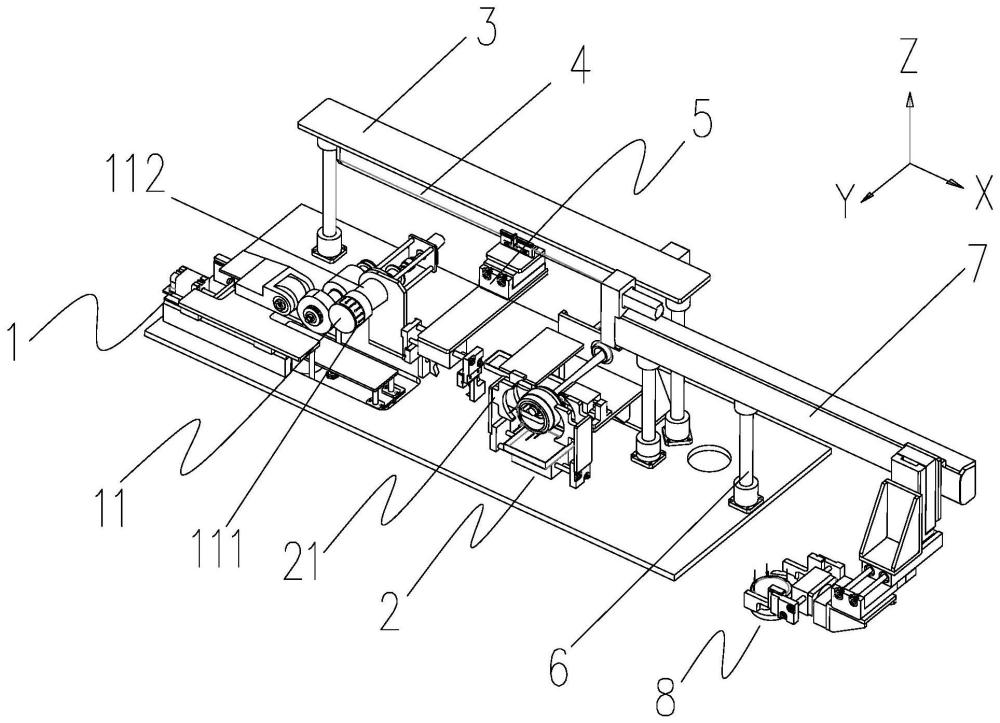
1.一种定子自动滚漆装置,包括外圆滚漆装置(1)和内圆滚漆装置(2),所述外圆滚漆装置(1)上具有旋转支撑机构(11),所述内圆滚漆装置(2)上具有定子旋转限位机构(21);以空间直角坐标系为参考系,设旋转支撑机构(11)和所述定子旋转限位机构(21)的轴向均为y方向,垂直于y方向的水平方向为x方向、垂直于x方向和y方向的方向为z方向;
2.根据权利要求1所述的定子自动滚漆装置,其特征在于:所述旋转支撑机构(11)的轴线和所述定子旋转限位机构(21)的轴线高度相同;
3.根据权利要求2所述的定子自动滚漆装置,其特征在于:所述第一夹持部(52)包括夹爪气缸(521)和安装在所述夹爪气缸(521)上的夹爪(522)。
4.根据权利要求3所述的定子自动滚漆装置,其特征在于:所述夹爪(522)具有夹持面,所述夹持面上设置有具有粗糙表面的橡胶垫。
5.根据权利要求2-4中任一项权利要求所述的定子自动滚漆装置,其特征在于:还包括沿水平方向布置的第二门型架(6),所述第二门型架(6)上设有第二直线运动机构(7)和第二搬运机构(8);
6.根据权利要求5所述的定子自动滚漆装置,其特征在于:所述第二门型架(6)与所述第一门型架(3)结构相同,所述第二直线运动机构(7)与所述第一直线运动机构(4)结构相同;
7.根据权利要求6所述的定子自动滚漆装置,其特征在于:所述第二搬运机构(8)包括连接在所述第二直线运动机构(7)上的升降部(81)、设置在所述升降部(81)上的第二伸缩部(82)、设置在所述第二伸缩部(82)上的旋转部(83)以及与所述旋转部(83)相连接的第二夹持部(84);
8.根据权利要求7所述的定子自动滚漆装置,其特征在于:所述升降部(81)包括z向伸缩的伸缩气缸,所述伸缩气缸的缸体与所述第二直线运动机构(7)相连接,所述伸缩气缸的伸缩杆与所述第二伸缩部(82)相连接。
9.根据权利要求7所述的定子自动滚漆装置,其特征在于:所述第二伸缩部(82)与所述第一伸缩部(51)结构相同,所述第二夹持部(84)与所述第一夹持部(52)结构相同。
10.根据权利要求7所述的定子自动滚漆装置,其特征在于:所述旋转部(83)包括与所述第二伸缩部(82)相连接的旋转气缸,所述第二夹持部(84)固定设置在所述旋转气缸的输出轴上;
技术总结
本技术属于电机生产技术领域,具体为一种定子自动滚漆装置。其包括外圆滚漆装置和内圆滚漆装置,外圆滚漆装置上具有旋转支撑机构,内圆滚漆装置上具有定子旋转限位机构;以空间直角坐标系为参考系,设旋转支撑机构和定子旋转限位机构的轴向均为Y方向,垂直于Y方向的水平方向为X方向;还包括沿X方向布置的第一门型架,第一门型架上设有第一直线运动机构和第一搬运机构;第一直线运动机构带动第一搬运机构在第一门型架上沿X方向直线运动,第一搬运机构将定子由旋转支撑机构搬运至定子旋转限位机构上。该装置取代人工将定子由旋转支撑机构搬运到定子旋转限位机构上,节约人力,消除人工搬运作业的安全隐患。
技术研发人员:胡宇,袁定权,雷永超,万宾,席伟
受保护的技术使用者:成都华川电装有限责任公司
技术研发日:20230713
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!