电机壳自动化装盖装置的制作方法
本技术涉及电机壳组装,具体为电机壳自动化装盖装置。
背景技术:
1、电机是把电能转换成机械能的一种设备,其是利用通电线圈(也就是定子绕组)产生旋转磁场并作用于转子(如鼠笼式闭合铝框)形成磁电动力旋转扭矩。电机主要由电机外壳、转子和定子等组成。
2、在电机生产的过程中,需要将电机盖板组装到电机壳上,目前的组装方式通常采用人工手动组装的方式,其组装的效率较低,人工成本高,同时由于组装人员的技术水平各异而导致组装成品的不良率较高,为此,我们提出一种电机壳自动化装盖装置。
技术实现思路
1、本实用新型的目的在于提供电机壳自动化装盖装置,具备能够自动完成电机壳盖板的组装,提高了组装效率和良品率,同时节省了人工成本,且整个组装装置结构紧凑,占用空间小的优点,解决了目前电机壳盖板的组装方式通常采用人工手动组装的方式,其组装的效率较低,人工成本高,同时由于组装人员的技术水平各异而导致组装成品的不良率较高的问题。
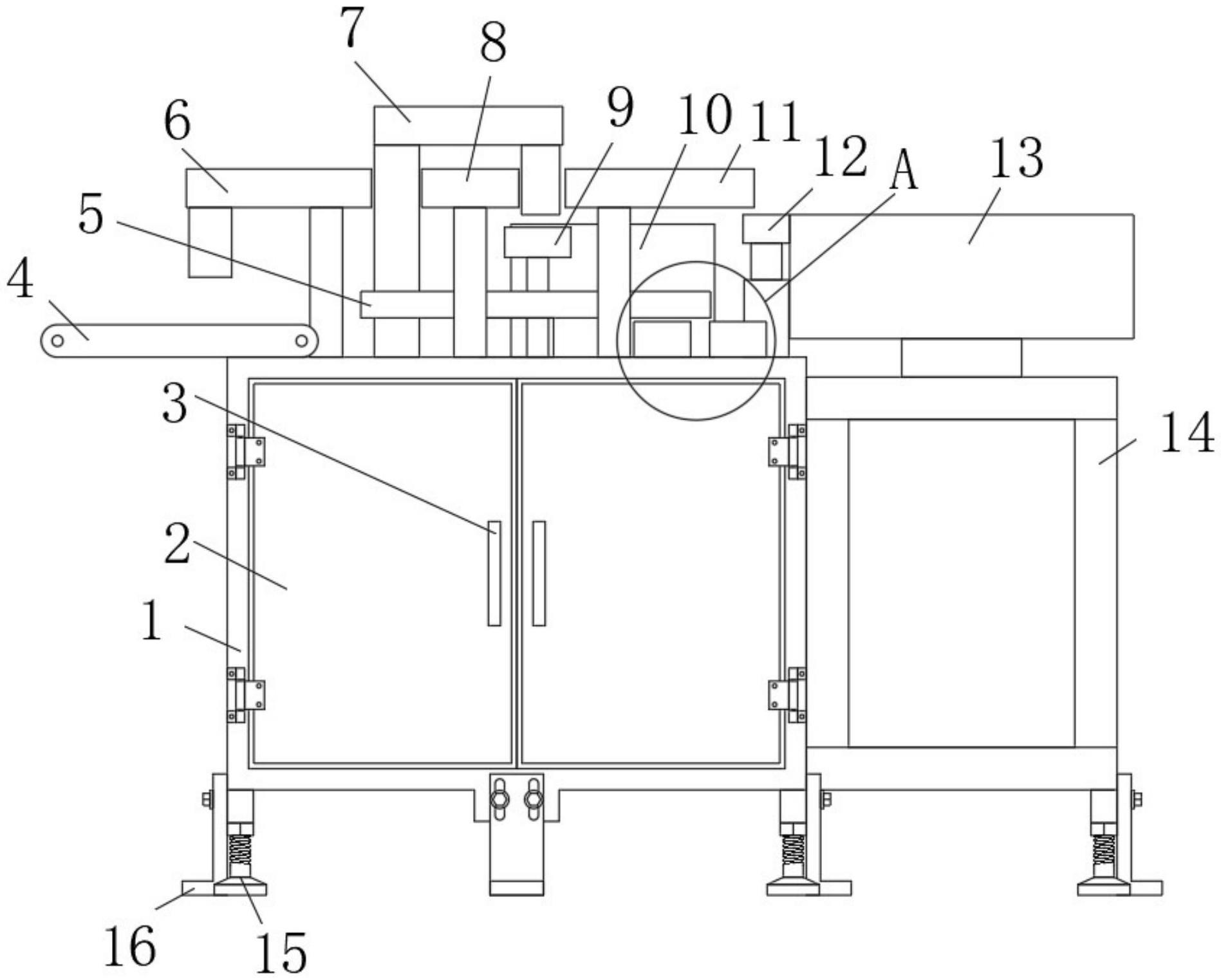
2、为实现上述目的,本实用新型提供如下技术方案:电机壳自动化装盖装置,包括组装柜和送料架,所述组装柜上表面轴心位置处转动安装有组装转盘,所述组装转盘上表面设置有定位槽,所述组装柜上表面靠近组装转盘边缘位置处依次设置有下料组件、电机壳上料组件、电机壳定位组件、盖板上料组件和压装组件,所述组装柜上表面靠近下料组件位置处设置有下料皮带线,所述组装柜后表面靠近电机壳上料组件位置处设置有电机壳料仓,所述组装柜上表面靠近盖板上料组件位置处设置有直振送料器,所述送料架上表面设置有盖板振动盘,所述组装柜上表面靠近前表面位置处设置有直振控制器和振动盘控制器。
3、优选的,所述定位槽共设有五个,且五个所述定位槽成环形阵列等距分设于组装转盘上表面。
4、优选的,所述组装柜和送料架下表面靠近四个拐角位置处均固定安装有支腿。
5、优选的,所述组装柜和送料架外表面四周靠近下表面位置处均通过螺栓固定安装有固定角板。
6、优选的,所述直振控制器和直振送料器电性连接。
7、优选的,所述振动盘控制器和盖板振动盘电性连接。
8、优选的,所述组装柜前表面两侧位置处对称转动安装有柜门,两个所述柜门前表面靠近内侧位置处均固定安装有把手。
9、与现有技术相比,本实用新型的有益效果如下:
10、1、本实用新型通过设置下料皮带线、组装转盘、组装柜、电机壳上料组件、电机壳料仓、盖板振动盘、直振送料器、盖板下料组件、组装组件和下料组件,达到了能够自动完成电机壳盖板的组装,提高了组装效率和良品率,同时节省了人工成本,且整个组装装置结构紧凑,占用空间小的效果,盖板放置于盖板振动盘中,盖板振动盘将盖板有序送到直振送料器中,电机壳上料组件将电机壳料仓中的电机壳取出并放置于组装转盘上,组装转盘带动电机壳转动,盖板上料组件将直振送料器中的盖板取出并放置于电机壳上,电机壳和盖板转动至压装组件位置处并被压装,下料组件将组装后的电机壳转移到下料皮带线上并被传送走。
11、2、本实用新型通过设置电机壳定位组件和定位槽,达到了能够提高组装成品良品率的效果,通过电机壳定位组件使得电机壳定位放置于定位槽中,有利于后续盖板的精确定位压装。
技术特征:
1.电机壳自动化装盖装置,包括组装柜(1)和送料架(14),其特征在于:所述组装柜(1)上表面轴心位置处转动安装有组装转盘(5),所述组装转盘(5)上表面设置有定位槽(19),所述组装柜(1)上表面靠近组装转盘(5)边缘位置处依次设置有下料组件(6)、电机壳上料组件(7)、电机壳定位组件(9)、盖板上料组件(11)和压装组件(8),所述组装柜(1)上表面靠近下料组件(6)位置处设置有下料皮带线(4),所述组装柜(1)后表面靠近电机壳上料组件(7)位置处设置有电机壳料仓(10),所述组装柜(1)上表面靠近盖板上料组件(11)位置处设置有直振送料器(12),所述送料架(14)上表面设置有盖板振动盘(13),所述组装柜(1)上表面靠近前表面位置处设置有直振控制器(17)和振动盘控制器(18)。
2.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述定位槽(19)共设有五个,且五个所述定位槽(19)成环形阵列等距分设于组装转盘(5)上表面。
3.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述组装柜(1)和送料架(14)下表面靠近四个拐角位置处均固定安装有支腿(15)。
4.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述组装柜(1)和送料架(14)外表面四周靠近下表面位置处均通过螺栓固定安装有固定角板(16)。
5.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述直振控制器(17)和直振送料器(12)电性连接。
6.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述振动盘控制器(18)和盖板振动盘(13)电性连接。
7.根据权利要求1所述的电机壳自动化装盖装置,其特征在于:所述组装柜(1)前表面两侧位置处对称转动安装有柜门(2),两个所述柜门(2)前表面靠近内侧位置处均固定安装有把手(3)。
技术总结
本技术涉及电机壳组装技术领域,尤其涉及电机壳自动化装盖装置。其技术方案包括组装柜和送料架,所述组装柜上表面轴心位置处转动安装有组装转盘,所述组装转盘上表面设置有定位槽,所述组装柜上表面靠近组装转盘边缘位置处依次设置有下料组件、电机壳上料组件、电机壳定位组件、盖板上料组件和压装组件,所述组装柜上表面靠近下料组件位置处设置有下料皮带线,所述组装柜后表面靠近电机壳上料组件位置处设置有电机壳料仓,所述组装柜上表面靠近盖板上料组件位置处设置有直振送料器。本技术能够自动完成电机壳盖板的组装,提高了组装效率和良品率,同时节省了人工成本,且整个组装装置结构紧凑,占用空间小。
技术研发人员:谢恩,郭小先,薛海松,熊曙强,李开
受保护的技术使用者:长沙刈钣金属科技有限公司
技术研发日:20230714
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!