一种定子理线加工装置的制作方法
本技术涉及电机定子制造领域,尤其涉及一种定子理线加工装置。
背景技术:
1、在电机定子制造过程中,定子在嵌线后,各个槽位的出线比较混乱,在嵌线过程中需要不断的标识每个槽位。通常做法是按照图纸对定子上的每个槽位标识,然后找到相应的槽位的出线来理线。这种方式存在的问题点有两个:一是工作效率低下;二是可能存在槽位标识错误的情况,轻则重新返工,重则线圈报废。
技术实现思路
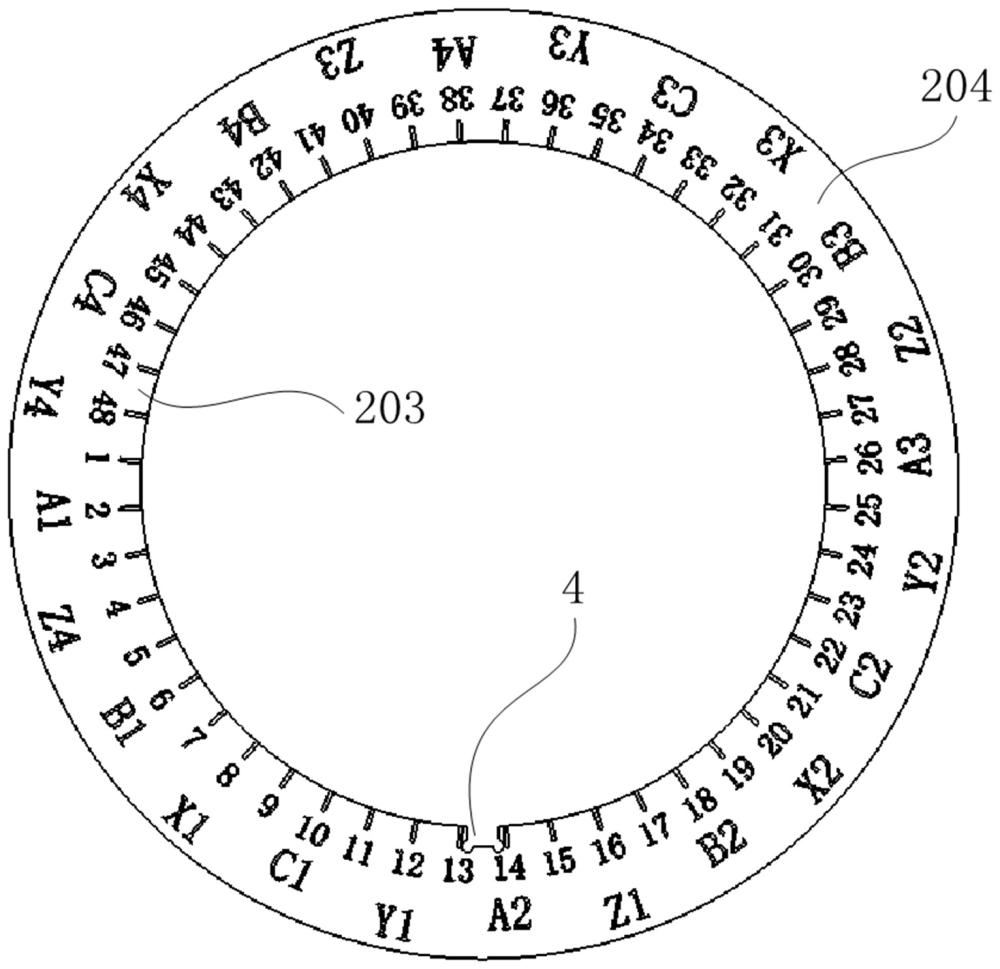
1、为解决上述技术问题,本实用新型提供了一种定子理线加工装置,所述定子由定子铁芯本体的圆柱环和包裹在所述圆柱环外侧的定子外凸环构成,所述定子外凸环上沿轴向设有定位凸起,所述圆柱环的环内设有若干嵌线槽位;包括环形刻度尺,所述环形刻度尺下方在内环一侧凸起设置固定环,所述环形刻度尺在内环表面设有位置刻度、外环表面设有组线位置标识,所述环形刻度尺的内环设有定位槽口。
2、进一步地,所述定位槽口与定子外的定位凸起相适配。
3、进一步地,所述固定环直径大于等于定子外凸环直径。
4、进一步地,所述固定环与环形刻度尺内环边缘之间留有卡环,所述卡环与定子外凸环的上沿契合。
5、有益效果
6、一种定子理线加工装置在对应定子铁芯的嵌线槽口分别刻上对应的位置数字,然后在理线时定义的同一组线的每个槽口对应的数字下面刻上位置标识。使用时通过定位槽口与定子进行定位,根据定子理线加工装置上的刻字位置来整理绕线,提高了工作效率,不再存在槽位标识错误的情况,极大避免了返工和线圈报废的问题,提高了产品加工效率和质量。
技术特征:
1.一种定子理线加工装置,所述定子(1)由定子铁芯本体的圆柱环(101)和包裹在所述圆柱环外侧的定子外凸环(102)构成,所述定子外凸环(102)上沿轴向设有定位凸起(104),所述圆柱环(101)的环内设有若干嵌线槽位(103),
2.根据权利要求1所述的一种定子理线加工装置,其特征在于,所述定位槽口(4)与所述定子(1)外的定位凸起(104)相适配。
3.根据权利要求2所述的一种定子理线加工装置,其特征在于,所述固定环(3)直径大于等于所述定子外凸环(102)直径。
4.根据权利要求2或3所述的一种定子理线加工装置,其特征在于,所述固定环(3)与环形刻度尺(2)内环边缘之间留有卡环(5),所述卡环(5)与定子外凸环(102)的上沿(105)契合。
技术总结
本技术公开了一种定子理线加工装置,所述定子由定子铁芯本体的圆柱环和包裹在所述圆柱环外侧的定子外凸环构成,所述定子外凸环上沿轴向设有定位凸起,所述圆柱环的环内设有若干嵌线槽位,包括环形刻度尺,所述环形刻度尺下方在内环一侧凸起设置有固定环,所述环形刻度尺在内环表面设有位置刻度、外环表面设有组线位置标识,所述环形刻度尺的内环设有定位槽口。
技术研发人员:任鹏,苑在铎,张强武,刘成华,边喜明
受保护的技术使用者:烟台艾创机器人科技有限公司
技术研发日:20230725
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!