一种定子扇形片内径定位叠片工装的制作方法
本技术涉及电机定子装配设备,具体为一种定子扇形片内径定位叠片工装。
背景技术:
1、对于定子冲片为扇形片的大型电机,定子铁芯的装配一般都是以机座内径定位来完成压装的,但对于定子铁芯与机座需要热套的电机,就要利用叠片工装先将扇形片叠压成一个整体,叠压后的定子铁芯外径与机座内径有一定的过盈量,然后将机座加热与定子铁芯热套。定子冲片在叠片的过程中需要使用定位工装来保证尺寸,以定子铁芯的内径定位,为了保证标准,提出一种内径定位叠片工装,使得扇形片先通过定位键在叠片工装外侧叠压,利用叠片工装的外径与扇形片内径的配合来保证定子铁芯外径与机座的过盈量,叠压后将机座加热,机座加热后与定子铁芯热套,冷却后将定子铁芯两端齿压板与机座焊接成为一体,之后将叠片工装从内侧拆除。
技术实现思路
1、本实用新型的目的在于提供一种定子扇形片内径定位叠片工装,以解决上述背景技术中提出的定子冲片在叠片的过程中需要使用定位工装来保证尺寸的问题。
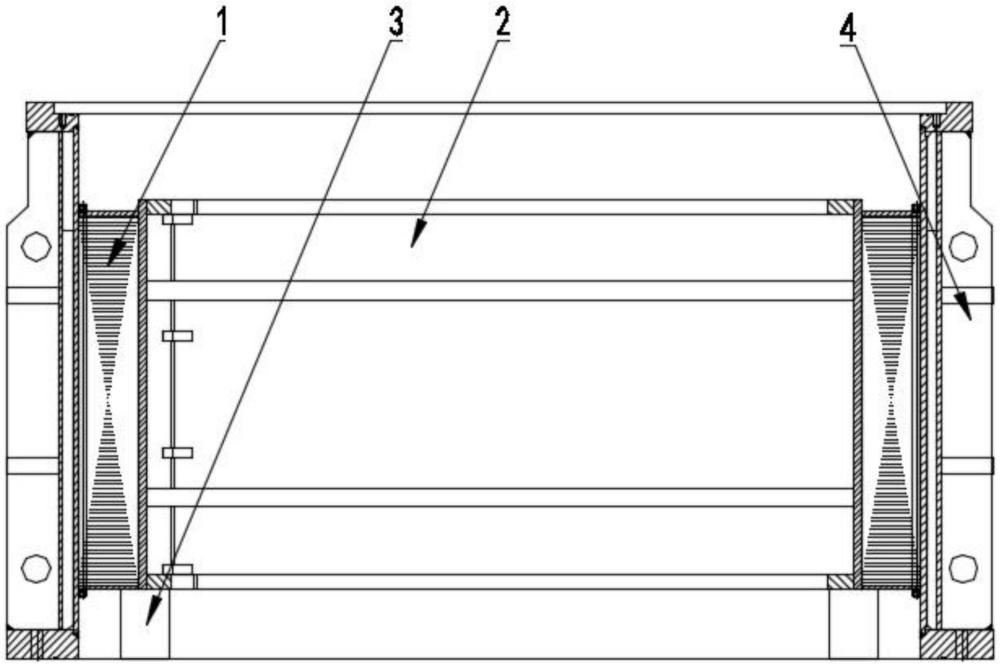
2、为实现上述目的,本实用新型提供如下技术方案:一种定子扇形片内径定位叠片工装,包括扇形片、叠片工装筒、多个垫块、机座;所述扇形片为定子冲片,多个扇形片叠压成定子铁芯;所述叠片工装筒包括两个相同的半圆筒、多个拉筋、多个支撑筋、多个支撑环。
3、优选的,所述扇形片内侧均匀设置有多个槽口,同时在靠近外侧设置有通孔。
4、优选的,两个相同的半圆筒的内侧共同设置有多个拉筋,同时在两个连接成一体的半圆筒内侧还设置有多个支撑筋和多个支撑环。
5、进一步的,所述叠片工装筒的外壁上还设置有定位键,所述定位键的宽度与扇形片的槽口宽度一致,所述定位键通过螺栓固定在叠片工装筒上。
6、优选的,所述叠片工装筒的底部还设置有多个垫块,多个垫块均匀地垫在叠片工装筒的下方,所述垫块的高度根据机座与定子铁芯的定位尺寸选择。
7、优选的,所述机座为圆筒形设置,且所述机座的内径与定子铁芯的外径具有过盈量,所述机座的外壁上设置有向伸多个向外侧伸出的散热片。
8、进一步的,所述扇形片叠压到一定高度后插入紧定螺杆,控制好定子铁芯长度后背紧螺母;同时使用槽型棒控制槽形公差。
9、优选的,所述机座加热后热套在定子铁芯的外侧,热套完成的机座的下平面与所述垫块的下平面在同一水平面内。
10、优选的,两齿压板与机座采用焊接的方式焊接为一体。
11、与现有技术相比,本实用新型的有益效果是:
12、本实用新型提供的内径定位叠片工装,在两个半圆筒内侧通过拉筋连成一体,支撑筋和支撑环保证两个半圆筒的结构,保证定子铁芯叠压后外径与机座热套过盈量的要求,然后将机座加热与定子铁芯热套,待机座冷却后将定子铁芯两端齿压板与机座焊接成为一体,之后切割拉筋和支撑筋,外撑组装,整体操作简单,效率高,保证产品的标准性。
技术特征:
1.一种定子扇形片内径定位叠片工装,其特征在于:包括扇形片(1)、叠片工装筒(2)、多个垫块(3)、机座(4);所述扇形片(1)为定子冲片,多个扇形片(1)叠压成定子铁芯;所述叠片工装筒(2)包括两个相同的半圆筒(21)、多个拉筋(22)、多个支撑筋(23)、多个支撑环(24)。
2.根据权利要求1所述的定子扇形片内径定位叠片工装,其特征在于:所述扇形片(1)内侧均匀设置有多个槽口,同时在靠近外侧设置有通孔。
3.根据权利要求2所述的定子扇形片内径定位叠片工装,其特征在于:两个相同的半圆筒(21)的内侧共同设置有多个拉筋(22),同时在两个连接成一体的半圆筒(21)内侧还设置有多个支撑筋(23)和多个支撑环(24)。
4.根据权利要求3所述的定子扇形片内径定位叠片工装,其特征在于:所述叠片工装筒(2)的外壁上还设置有定位键,所述定位键的宽度与扇形片(1)的槽口宽度一致,所述定位键通过螺栓固定在叠片工装筒上。
5.根据权利要求4所述的定子扇形片内径定位叠片工装,其特征在于:所述叠片工装筒(2)的底部还设置有多个垫块(3),多个垫块(3)均匀地垫在叠片工装筒(2)的下方,所述垫块(3)的高度根据机座(4)与定子铁芯的定位尺寸选择。
6.根据权利要求5所述的定子扇形片内径定位叠片工装,其特征在于:所述机座(4)为圆筒形设置,且所述机座(4)的内径与定子铁芯的外径具有过盈量,所述机座(4)的外壁上设置有向伸多个向外侧伸出的散热片(41)。
7.根据权利要求6所述的定子扇形片内径定位叠片工装,其特征在于:所述扇形片(1)叠压到一定高度后插入紧定螺杆(11),控制好定子铁芯长度后背紧螺母;同时使用槽型棒控制槽形公差。
8.根据权利要求7所述的定子扇形片内径定位叠片工装,其特征在于:所述机座(4)加热后热套在定子铁芯的外侧,热套完成的机座(4)的下平面与所述垫块(3)的下平面在同一水平面内。
9.根据权利要求8所述的定子扇形片内径定位叠片工装,其特征在于:两齿压板(12)与机座(4)采用焊接的方式焊接为一体。
技术总结
本技术公开了一种定子扇形片内径定位叠片工装,涉及电机定子装配设备技术领域,包括扇形片、叠片工装筒、多个垫块、机座;多个扇形片叠压成定子铁芯,叠片工装筒包括两个相同的半圆筒、多个拉筋、多个支撑筋、多个支撑环;本技术提供的内径定位叠片工装,在两个半圆筒内侧通过拉筋连成一体,支撑筋和支撑环保证两个半圆筒的结构,保证定子铁芯叠压后外径与机座热套过盈量的要求,然后将机座加热与定子铁芯热套,待机座冷却后将定子铁芯两端齿压板与机座焊接成为一体,之后切割拉筋和支撑筋,外撑组装,整体操作简单,效率高,保证产品的标准性。
技术研发人员:张妍妍,薛芳,李宏毅,明平前
受保护的技术使用者:大连创为电机有限公司
技术研发日:20230807
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!