一种电机的制作方法
本申请涉及电机设备,尤其涉及一种电机。
背景技术:
1、如图1-图2中所示出,电机的装配工序分为三个部分:定子20装配、转子10装配以及整机装配,先将定子20装配好,再将转子10装配好,最后再进行整机装配,整机装配的步骤包括:将装配好的转子10压入装配好的定子20中,再将前轴承件30以及前端盖40一起装到定子20上,并用螺钉将前端盖40与定子20固定,最后将油封50压入前端盖30的油封室60内,即可完成整机装配。
2、一般地,前轴承件30与转子10的输出轴70之间过盈配合,需要至少800kg的力才可将前轴承件30压入转子10的输出轴70上,即无法通过人工、将前轴承件30压入转子10的输出轴70上,只能通过自动化设备进行组装;然而,转子10上贴有磁钢,其被压入定子20后、会被吸附到一边,导致其输出轴70不对中,而自动化设备难以自动对准转子10的输出轴70,此时需要进行人工校准,但会耗费时间,而降低电机的装配效率。
技术实现思路
1、本申请的目的在于提供一种电机,本申请的电机在装配时,可以先将前轴承装配在转子的转轴上,并一起经过端盖本体上的第一连接孔、装入定子组件中,转轴装入定子组件后,不会出现转轴不对中的情况;于此,本申请的电机在装配时,可以免去人工校准转轴的过程,此可以提高电机的装配效率。
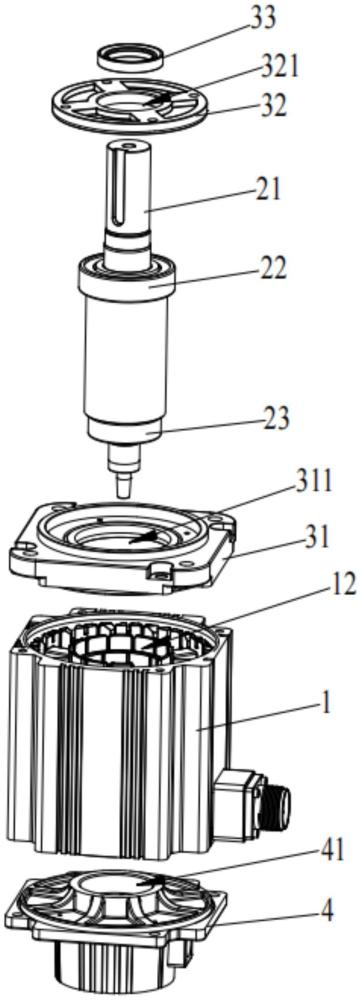
2、为此,本申请实施例提供了一种电机,其包括定子组件、转子组件以及前端盖组件,所述转子组件包括转轴以及前轴承,所述前端盖组件包括端盖本体以及盖板;所述定子组件内部限定有安装室,所述定子组件上设有与所述安装室连通的第一开口;所述端盖本体上设置有第一连接孔,所述端盖本体连接于所述定子组件、且盖在所述第一开口处;所述前轴承套设于所述转轴的外周;所述第一连接孔的内径大于或者等于所述前轴承的外径;所述转轴的一端先后经所述第一连接孔、所述第一开口伸进于所述安装室内,且所述前轴承位于所述第一连接孔内部;所述盖板上设置有第二连接孔,所述盖板连接于所述端盖本体的背离所述定子组件的一侧、且盖在所述第一连接孔处;所述第二连接孔的内径小于所述前轴承的外径,所述转轴的另外一端位于所述第二连接孔的外部。
3、本申请提出了一种电机,与现有技术相比,其有益效果在于:
4、本申请的电机的装配过程为:先将端盖本体连接于定子组件、并且盖在第一开口处,并将前轴承套装于转轴的外周,再将转轴的一端先后经第一连接孔、第一开口伸进于定子组件的安装室内,且使得前轴承位于第一连接孔内部,第一连接孔可以对前轴承进行限位、使其对中,将盖板套在转轴的外周,并使其连接于端盖本体、盖在第一连接孔处,而由于第二连接孔的内径小于前轴承的外径,前轴承不会从第二连接孔内跑出来、转轴的另外一端可以伸出第二连接孔的外部,用以驱动外接部件转动;于此,本申请在将转轴装入定子组件后,不会出现转轴不对中的情况,此可免去人工校准转轴的过程,提高电机的装配效率。
技术特征:
1.一种电机,其特征在于,包括定子组件、转子组件以及前端盖组件,所述转子组件包括转轴以及前轴承,所述前端盖组件包括端盖本体以及盖板;
2.根据权利要求1所述的电机,其特征在于,所述前轴承的外侧壁与所述第一连接孔的内侧壁相抵接。
3.根据权利要求1所述的电机,其特征在于,所述端盖本体上且位于所述第一连接孔的外缘还设置有密封槽;
4.根据权利要求1所述的电机,其特征在于,所述前端盖组件还包括油封件,所述油封件设置于所述第二连接孔内、且与所述转轴的外侧壁相抵接。
5.根据权利要求1所述的电机,其特征在于,所述端盖本体通过螺钉安装于所述定子组件上;
6.根据权利要求5所述的电机,其特征在于,所述盖板上还设置有加强筋,所述加强筋上设置有螺丝孔。
7.根据权利要求1所述的电机,其特征在于,所述端盖本体上位于所述第一连接孔的外缘的部分壁部向外凸起、而形成有连接部,所述盖板安装于所述连接部内。
8.根据权利要求1所述的电机,其特征在于,所述定子组件上与所述第一开口相对的一侧设置有第二开口;
9.根据权利要求8所述的电机,其特征在于,所述转轴上还连接有后轴承,所述后端盖上设置有轴承槽,所述后轴承连接于所述轴承槽内。
10.根据权利要求8所述的电机,其特征在于,所述后端盖通过螺钉连接于所述定子组件上。
技术总结
本申请提供了一种电机,包括定子组件、转子组件以及前端盖组件,转子组件包括转轴以及前轴承,前端盖组件包括端盖本体以及盖板;定子组件内部限定有安装室,定子组件上设有第一开口;端盖本体上设置有第一连接孔,端盖本体连接于定子组件、盖在第一开口处;前轴承套设于转轴的外周;第一连接孔的内径大于或者等于前轴承的外径;转轴的一端经第一连接孔伸进于安装室内,且前轴承位于第一连接孔内部;盖板上设置有第二连接孔,盖板连接于端盖本体的背离定子组件的一侧、且盖在第一连接孔处;第二连接孔的内径小于前轴承的外径,转轴另外一端位于第二连接孔的外部;本申请的电机在装配时,可以免去人工校准转轴的过程,此可以提高电机的装配效率。
技术研发人员:夏星
受保护的技术使用者:苏州伟创电气科技股份有限公司
技术研发日:20230824
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!