一种复励式定子的生产工艺的制作方法
本发明涉及起动机,具体涉及一种复励式定子的生产工艺。
背景技术:
1、现有的起动机多为串励式起动机,随着国内发动机技术的发展,以及大件运输、特种运输、特殊路况公路车辆、矿卡的动力需求越来越大,国内主机厂纷纷开发排量15l以上的发动机。发动机排量变大,起动时阻力矩也相应增加,这就要求起动机的功率也需加大。为此,现有串励式起动机需要加大转子及定子的规格,才能适配15l以上发动机的起动机。
2、附图3为现有串励式起动机的电路原理图,串励式起动机包括串励式起动机定子100’、转子200’、串励电池开关300’、串励继电器400’;串励继电器400’的负极端与串励电池开关300’的50端连接,50端再分别与电池开关吸拉线圈7’的正极端、电池开关保持线圈8’正极端连接;电池开关保持线圈8’另一端接地,电池开关吸拉线圈7’负极端连接电池开关30b端,电池开关30b端输出端连接串励励磁线圈组件2’,串励励磁线圈组件2’输出端连接碳刷架组件4’。
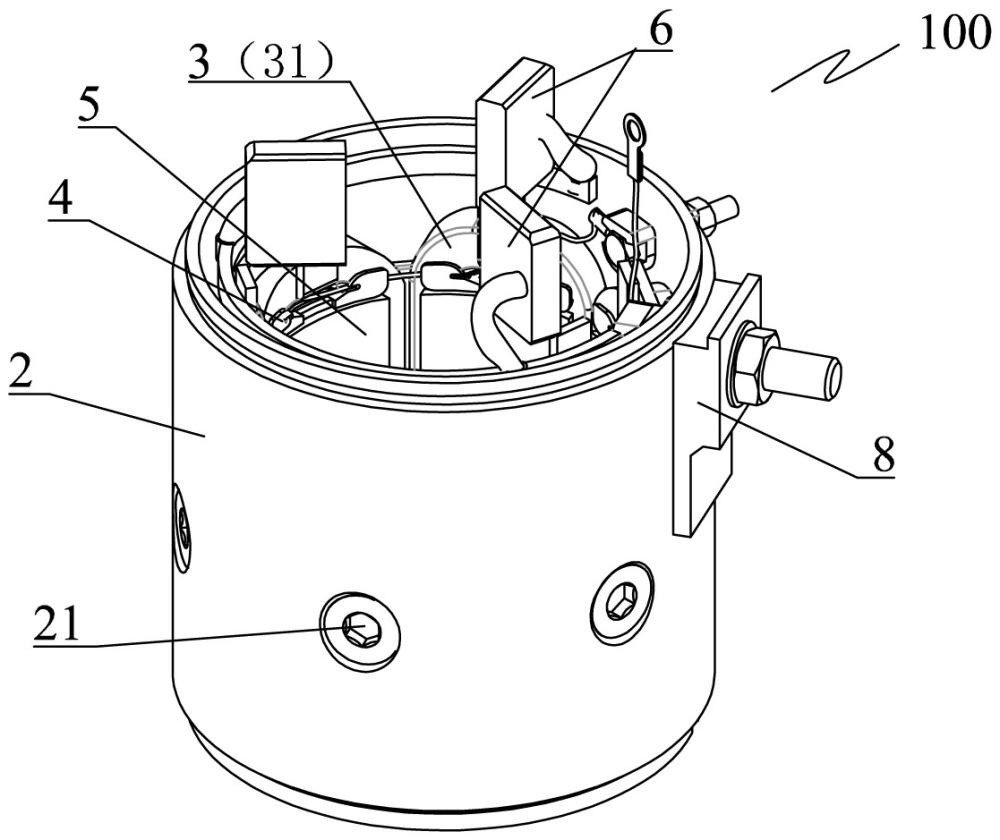
3、附图1-2为现有串励式起动机定子100’的结构示意图,包括定子壳体1’,定子壳体1’内部装配有串励励磁线圈组件2’、磁极组件3’、碳刷架组件4’、磁极螺纹孔5’、磁极螺钉6’;定子100’的直径需要采用105mm以上的规格,并且与定子定子100’相适配的转子200’规格加大后,其惯性也增大,因此发动机起动后,转子停转时间也加长了很多,这会导致起动机的碳刷架组件4’的机械磨损增加,影响碳刷架组件4’寿命,最终影响起动机寿命。鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现思路
1、本发明在于提供一种复励式定子生产工艺,生产工艺简单、且生产出的定子在转子和定子的规格加大的同时,能够避免转子空转时长过长,延长碳刷架组件使用寿命。
2、本发明是这样实现的:一种复励式定子的生产工艺,包括如下步骤:
3、步骤1:生产定子壳体;
4、步骤2:生产串励线圈组件,将串励线圈组件装配于定子壳体内壁;
5、步骤3:生产并励线圈组件,将并励线圈组件套设装配于串励线圈组件内部;
6、步骤4:将定子磁极组件装配于并励线圈组件内部;
7、步骤5:耐压测试;
8、步骤6:在串励线圈组件的入线端装配串励进线接线柱组件,将串励进线接线柱组件装配于定子壳体上,在串励线圈组件的出线端装配碳刷架组件;在并励线圈组件的入线端装配并励进线接线柱组件,将并励进线接线柱组件装配于定子壳体上,最后对并励线圈组件出线端整形绑扎,即得复励式定子。
9、进一步的,在步骤1中,所述定子壳体的生产工艺包括如下步骤:
10、步骤1.1:定子壳体切管;
11、步骤1.2:定子壳体扩管整圆;
12、步骤1.3:在定子壳体上冲多个定子磁极螺钉孔、串励励磁线圈接线柱进线孔、并励励磁线圈接线柱进线孔、以及定位点;
13、步骤1.4:对定子壳体进行磷化和静电喷涂;
14、步骤1.5:在定子壳体的内壁粘贴绝缘纸。
15、进一步的,在步骤3中,所述并励线圈组件的生产工艺包括如下步骤:
16、步骤3.1:缠绕主体注塑成型;
17、步骤3.2:对多个缠绕主体依次缠绕并励励磁线圈,第一并励线圈绕组、第三并励线圈绕组、第五并励线圈绕组是正绕,第二并励线圈绕组、第四并励线圈绕组、第六并励线圈绕组是反绕,正绕与反绕的磁场方向相反;
18、步骤3.3:在缠绕主体的缺口处捆绑胶带;第一缺口和第三缺口之间纵向缠绕胶带,第二缺口和第四缺口之间横向缠绕胶带;
19、步骤3.4:对并励励磁线圈的线头刮漆;
20、步骤3.5:对并励励磁线圈的线头穿管套;
21、步骤3.6:对并励励磁线圈的线头铆接接线片;
22、步骤3.7:对接线片锡处理。
23、进一步的,所述串励线圈组件包括多个串励线圈绕组,所述并励线圈组件包括多个并励线圈绕组,所述定子磁极组件包括多个定子磁极;任意一个所述串励线圈绕组内部套设有一个并励线圈绕组;任意一个所述并励线圈绕组内部套设有一个定子磁极。
24、进一步的,所述并励线圈绕组包括缠绕主体、和缠绕在缠绕主体上的并励励磁线圈,所述并励励磁线圈具有入线端和出线端,第一个并励励磁线圈的入线端装配有并励进线接线柱组件,第一个并励励磁线圈的出线端和下一个并励励磁线圈的入线端相连接,以此类推,最后一个并励励磁线圈的出线端接地。
25、进一步的,所述并励线圈组件包括依次排列并呈环状分布的第一并励线圈绕组、第二并励线圈绕组、第三并励线圈绕组、第四并励线圈绕组、第五并励线圈绕组、第六并励线圈绕组;所述第一并励线圈绕组和第四并励线圈绕组相对设置,所述第二并励线圈绕组和第五并励线圈绕组相对设置,所述第三并励线圈绕组和第六并励线圈绕组相对设置。
26、本发明的优点在于:
27、1、复励式定子生产工艺,并励励磁线圈采用绕制在缠绕主体上的方式,与串励线圈组件分开生产,降低工艺难度,提高生产效率。
28、2、定子采用复励式结构,在串励线圈组件内增加套设了并励线圈组件,实现高功率的同时,具有降低转子空载转速、缩短转子停转时间的优点,进而减小了碳刷架组件的机械摩擦,降低碳刷架组件因碳刷过快磨完导致的起动机失效,延长了碳刷架组件的使用寿命,延长了复励式定子使用寿命;同时也降低了转子因长期高转速工作,使换向器翘片、飞散的风险。
技术特征:
1.一种复励式定子的生产工艺,其特征在于:包括如下步骤:
2.根据权利要求1所述的复励式定子的生产工艺,其特征在于:在步骤1中,所述定子壳体的生产工艺包括如下步骤:
3.根据权利要求2所述的复励式定子的生产工艺,其特征在于:在步骤3中,所述并励线圈组件的生产工艺包括如下步骤:
4.根据权利要求1所述的复励式定子的生产工艺,其特征在于:所述串励线圈组件包括多个串励线圈绕组,所述并励线圈组件包括多个并励线圈绕组,所述定子磁极组件包括多个定子磁极;任意一个所述串励线圈绕组内部套设有一个并励线圈绕组;任意一个所述并励线圈绕组内部套设有一个定子磁极。
5.根据权利要求4所述的复励式定子的生产工艺,其特征在于:所述并励线圈绕组包括缠绕主体、和缠绕在缠绕主体上的并励励磁线圈,所述并励励磁线圈具有入线端和出线端,第一个并励励磁线圈的入线端装配有并励进线接线柱组件,第一个并励励磁线圈的出线端和下一个并励励磁线圈的入线端相连接,以此类推,最后一个并励励磁线圈的出线端接地。
6.根据权利要求5所述的复励式定子的生产工艺,其特征在于:所述并励线圈组件包括依次排列并呈环状分布的第一并励线圈绕组、第二并励线圈绕组、第三并励线圈绕组、第四并励线圈绕组、第五并励线圈绕组、第六并励线圈绕组;所述第一并励线圈绕组和第四并励线圈绕组相对设置,所述第二并励线圈绕组和第五并励线圈绕组相对设置,所述第三并励线圈绕组和第六并励线圈绕组相对设置。
技术总结
本发明提供了一种复励式定子的生产工艺,包括定子壳体、串励线圈组件、并励线圈组件、以及定子磁极组件;所述并励线圈组件套设在串励线圈组件内部,定子磁极组件套设在并励线圈组件内部。生产工艺简单且生产出的定子采用复励式结构,在串励线圈组件内增加套设了并励线圈组件,实现高功率的同时,具有降低转子空载转速、缩短转子停转时间的优点,进而减小了碳刷架组件的机械摩擦,降低碳刷架组件因碳刷过快磨完导致的起动机失效,延长了碳刷架组件的使用寿命,延长了复励式定子使用寿命;同时也降低了转子因长期高转速工作,使换向器翘片、飞散的风险。
技术研发人员:陈细春,孙跃奎,黄禄能,刘增林,陈孙艺
受保护的技术使用者:泉州开普勒车用电机有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!