转子用磁钢粘结片、转子及转子制作方法与流程
本申请涉及电机,更具体地涉及一种转子用磁钢粘结片、转子及转子制作方法。
背景技术:
1、转子包括铁芯和磁钢,铁芯沿自身周向设有多个磁钢槽,磁钢槽沿平行铁芯轴向的方向贯穿整个铁芯,磁钢穿设于磁钢槽中。每个磁钢与磁钢槽分别具有厚度方向,磁钢与磁钢槽的厚度都远小于自身的长度和宽度,磁钢垂直自身厚度方向的两个侧面为固定面。为了便于磁钢插入磁钢槽,磁钢的厚度需要小于磁钢槽的厚度,导致磁钢和磁钢槽的侧面之间产生间隙。磁钢主要通过胶水或者注塑的方式固定在铁芯的磁钢槽中,此时磁钢的固定面与磁钢槽中相对应的侧面固定。但是这两种方式在磁钢槽和磁钢之间都会产生磁隙,进而增加磁路磁阻。
2、相关技术方案中,为了克服磁隙,通常采用填充磁性材料的方式。例如,cn116622316a,在钢叠片之间添加磁性材料,制备得到磁性芯。然而,使用胶水或者注塑工艺时,如果要在原料中添加磁性材料,会因为原料的流动性导致磁性材料在磁隙中分布不均匀。
3、另外,上述技术方案不便于控制原料凝固后磁性材料的磁化轴与磁钢的磁化轴朝向保持一致。
技术实现思路
1、本申请的目的在于克服或至少减轻上述现有技术存在的不足,提供一种转子用磁钢粘结片,其发泡层中均布设置有磁性微粒,且发泡层加热膨胀的过程中便于保证磁性微粒均匀分散,发泡膨胀后能够利用发泡层的挤压使得磁性微粒的磁化轴固定,进而使得磁性微粒的磁化轴保持所需的朝向。
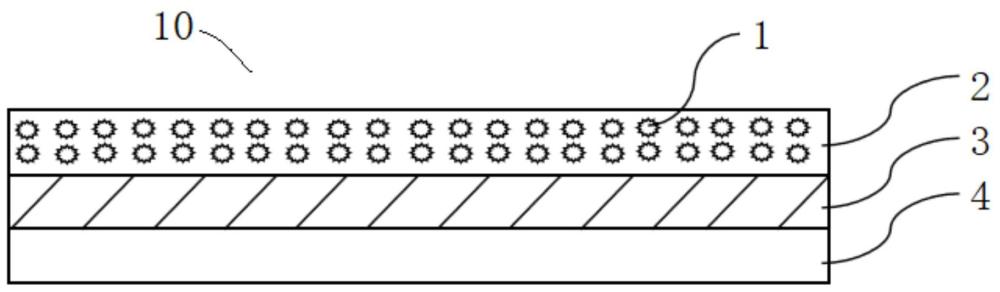
2、根据本申请的第一方面,提供一种转子用磁钢粘结片,其用于填充磁钢沿自身厚度方向与磁钢槽之间的磁隙,转子用磁钢粘结片能够粘结磁钢槽垂直于自身厚度方向的侧面与磁钢垂直于自身厚度方向的侧面。转子用磁钢粘结片包括依次层叠布置的粘结层、基材层和发泡层,发泡层能够受到加热后膨胀,粘结层和发泡层中的一个用于粘结磁钢槽,另一个用于粘结磁钢,发泡层内均布设置磁性微粒,在发泡层膨胀且同步充磁后,磁性微粒能够被发泡层压紧固定,以固定磁性微粒的磁化轴的朝向使其与正式充磁后磁钢的磁化轴朝向保持一致。
3、在至少一个实施方式中,发泡层为热固性树脂和热膨胀微球的混合物。
4、在至少一个实施方式中,磁性微粒的尺寸为1μm-3.5μm。
5、在至少一个实施方式中,磁性微粒和所述磁钢的制作材料相同。
6、在至少一个实施方式中,磁性微粒的制作材料包括fe、co、ni、nd、b、sm元素中的至少一种。
7、在至少一个实施方式中,粘结层处具有磁性微粒。
8、在至少一个实施方式中,粘结层和发泡层的制作材料均包括热固性树脂。
9、根据本申请的第二方面,提供一种转子,包括铁芯,铁芯沿周向设置多个磁钢槽,磁钢槽中插接有磁钢,磁钢槽垂直于自身厚度方向的侧面与磁钢垂直于自身厚度方向的侧面之间设有第一方面的转子用磁钢粘结片,转子用磁钢粘结片能够粘结磁钢和磁钢槽。
10、根据本申请的第三方面,提供一种转子制作方法,用于制作第二方面的转子,包括以下步骤:
11、s1,将转子用磁钢粘结片的粘结层粘结至磁钢槽或磁钢垂直自身厚度方向的侧面,然后将磁钢插入磁钢槽;
12、s2,对转子用磁钢粘结片同时进行预充磁和加热,使得转子用磁钢粘结片的发泡层中磁性微粒的磁化轴与正式充磁后磁钢的磁化轴朝向保持一致,且所述磁性微粒被加热膨胀后的发泡层所固定,膨胀后的发泡层与磁钢槽或磁钢粘结。
13、s3,对转子用磁钢粘结片和磁钢正式充磁。
14、在至少一个实施方式中,s1中,插入磁钢槽的磁钢为未正式充磁的磁钢;
15、以及,s3中,在对转子用磁钢粘结片正式充磁的同时,对磁钢正式充磁;对转子用磁钢粘结片和磁钢的正式充磁的磁场强度相同。
16、以上一个或多个技术方案的有益效果在于:
17、本方案中,磁性微粒掺杂设置于发泡层,相对于采用胶液或者注塑材料来说,发泡层基本不会发生流动,进而能够避免原料流动造成磁性微粒不均匀问题,使得磁性微粒在磁隙中均匀分布。
18、本方案中,采用能够受热后膨胀的发泡层与粘结层配合使用,在发泡层没有加热之前,该转子磁钢粘结片的厚度会小于磁隙,在发泡层膨胀后能够使得发泡层粘结在磁钢或者磁钢槽的侧面;这种设置方式便于实现磁钢向磁钢槽中的插接,相对于采用胶液或者注塑方式来说,不需要额外约束原料的范围,也不会因为磁钢粘结片的存在而影响磁钢向磁钢槽的插接。
19、本方案中,发泡层能够受到加热后膨胀,在未充分膨胀之前,发泡层的磁性微粒在磁场作用下,会发生偏转运动,使得各个磁性微粒的磁化轴的朝向一致。充分膨胀后,膨胀的发泡层内部形成挤压力,该挤压力能够向磁性微粒施加压力,进而使得磁性微粒在发泡层中的位置固定,便于使得磁性微粒的磁化轴与正式充磁后的磁钢的磁化轴朝向保持一致,进而提高磁钢的总磁通。
技术特征:
1.一种转子用磁钢粘结片,其用于填充磁钢沿自身厚度方向与磁钢槽之间的磁隙,所述转子用磁钢粘结片能够粘结磁钢槽垂直于自身厚度方向的侧面与磁钢垂直于自身厚度方向的侧面,其特征在于,包括依次层叠布置的粘结层、基材层和发泡层,所述发泡层受到加热后能够膨胀;所述粘结层和所述发泡层中的一个用于粘结磁钢槽,另一个用于粘结磁钢;所述发泡层内均布设置磁性微粒;在发泡层膨胀且同步充磁后,所述磁性微粒能够被发泡层压紧固定,以固定所述磁性微粒的磁化轴的朝向使其与正式充磁后磁钢的磁化轴朝向保持一致。
2.根据权利要求1所述的转子用磁钢粘结片,其特征在于,所述发泡层为热固性树脂和热膨胀微球的混合物。
3.根据权利要求1所述的转子用磁钢粘结片,其特征在于,所述磁性微粒的尺寸为1μm-3.5μm。
4.根据权利要求1所述的转子用磁钢粘结片,其特征在于,所述磁性微粒和所述磁钢的制作材料相同。
5.根据权利要求1或4所述的转子用磁钢粘结片,其特征在于,所述磁性微粒的制作材料包括fe、co、ni、nd、b、sm元素中的至少一种。
6.根据权利要求1所述的转子用磁钢粘结片,其特征在于,所述粘结层处具有磁性微粒。
7.根据权利要求1所述的转子用磁钢粘结片,其特征在于,所述粘结层和发泡层的制作材料均包括热固性树脂。
8.一种转子,其特征在于,包括铁芯,所述铁芯沿周向设置多个磁钢槽,所述磁钢槽中插接有磁钢,所述磁钢槽垂直于自身厚度方向的侧面与磁钢垂直于自身厚度方向的侧面之间设有如权利要求1-7中任意一项所述的转子用磁钢粘结片,所述转子用磁钢粘结片能够粘结磁钢和磁钢槽。
9.一种转子制作方法,用于制作权利要求8中所述的转子,其特征在于,包括以下步骤:
10.根据权利要求9所述的转子制作方法,其特征在于,s1中,插入磁钢槽的磁钢为未正式充磁的磁钢;
技术总结
本申请提供一种转子用磁钢粘结片、转子及转子制作方法,用于粘结固定磁钢槽垂直于自身厚度方向的侧面与磁钢垂直于自身厚度方向的侧面,转子用磁钢粘结片包括依次层叠布置的粘结层、基材层和发泡层,发泡层能够受到加热后膨胀,粘结层和发泡层中的一个用于粘结磁钢槽,另一个用于粘结磁钢,发泡层内均布设置磁性微粒,在发泡层膨胀且同步充磁后,磁性微粒能够被发泡层压紧固定,以固定所述磁性微粒的磁化轴的朝向。本申请能够利用发泡层的发泡以使得磁钢粘结片以及磁钢在预充磁的过程中使得磁性微粒的磁化轴保持固定,并且便于使得磁性微粒在发泡层中均匀布置,以提高转子的总磁通。
技术研发人员:张铃,郑广会,杨丹,王文,郑金泽,郑金宇
受保护的技术使用者:天蔚蓝电驱动科技(江苏)有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!