涂布装置及元件安装机的制作方法
1.本说明书公开与涂布装置及元件安装机相关的技术。
背景技术:
2.专利文献1记载的电子元件安装方法具备第一工序及第二工序。第一工序是驱动具备嘴部的转印机和移动机构,而使嘴部浸渍于焊膏槽的焊膏,使焊膏适量附着于嘴部的前端部的工序。第二工序是驱动转印机,使嘴部与印刷基板的电子元件安装面中的与ic的端子连接的连接部分接触,而转印焊膏的工序。
3.现有技术文献
4.专利文献1:日本特开平11-354914号公报
技术实现要素:
5.发明所要解决的课题
6.然而,专利文献1没有记载使嘴部浸渍于焊膏的次数、每一次浸渍的焊膏的转印次数。若每当焊膏被转印于基板的一个连接部分时重复第一工序及第二工序,则所需时间有可能变长。
7.鉴于这样的状况,本说明书公开能够减少将销部件向涂布剂浸渍并在基板涂布涂布剂时的所需时间的涂布装置及元件安装机。
8.用于解决课题的技术方案
9.本说明书公开具备收容器、驱动装置、控制部的涂布装置。上述收容器收容向供元件安装的基板的多个安装部位涂布的液状的涂布剂。上述驱动装置使销部件在上述收容器与被定位了的上述基板之间在水平方向上移动及升降。上述控制部使用通过对上述驱动装置进行驱动控制使上述销部件浸渍于上述涂布剂而保持于上述销部件的前端部的上述涂布剂,来向上述多个安装部位分别涂布上述涂布剂。
10.另外,本说明书公开一种元件安装机,具备:上述涂布装置;及安装头,拾取上述元件并将拾取到的上述元件向上述基板安装。上述安装头作为上述驱动装置而使用。
11.发明效果
12.根据上述涂布装置,控制部使用通过对驱动装置进行驱动控制使销部件浸渍于涂布剂而保持于销部件的前端部的涂布剂,来向多个安装部位分别涂布涂布剂。由此,与使用保持于销部件的前端部的涂布剂向一个安装部位涂布涂布剂的情况相比,涂布装置能够减少将销部件浸渍于涂布剂并在基板涂布涂布剂时的所需时间。对于涂布装置上述的内容,对于具备涂布装置的元件安装机也相同。
附图说明
13.图1是表示元件安装机的结构例的俯视图。
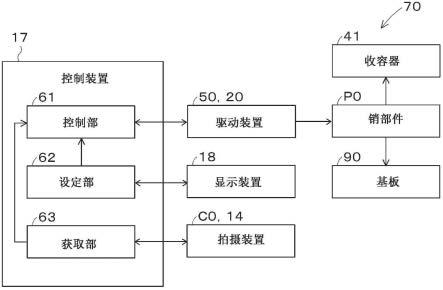
14.图2是表示涂布装置的控制块的一例的框图。
15.图3是表示涂布装置的控制顺序的一例的流程图。
16.图4是表示收容器、驱动装置及销部件的位置关系的一例的侧视图。
17.图5a是表示销部件的一例的侧视图。
18.图5b是表示通过浸渍而保持于销部件的前端部的涂布剂的一例的侧视图。
19.图5c是表示从图5b的状态被进一步浸渍时的保持于销部件的前端部的涂布剂的一例的侧视图。
20.图6是表示显示于显示装置的输入画面的一例的示意图。
21.图7是表示根据由拍摄装置拍摄到的图像而识别的驱动装置与台座部件的位置关系的一例的示意图。
22.图8是表示驱动装置的目标位置未被修正时的安装部位与销部件的位置关系的一例的示意图。
23.图9是表示驱动装置的目标位置被修正了时的安装部位与销部件的位置关系的一例的示意图。
具体实施方式
24.1.实施方式
25.1-1.元件安装机10的结构例
26.涂布装置70能够设定于预定的对基板作业机。例如,印刷机、印刷检查机、元件安装机10、回流焊炉及外观检查机包含于对基板作业机。本实施方式的涂布装置70设置于元件安装机10。元件安装机10向基板90安装多个元件80。如图1所示,元件安装机10具备:基板输送装置11、元件供给装置12、元件移载装置13、元件相机14、基板相机15、侧方相机16、控制装置17及显示装置18。
27.基板输送装置11例如由带式输送机等构成,沿着输送方向(x轴方向)输送基板90。基板90是电路基板,且形成有电子电路、电路、磁电路等。基板输送装置11向元件安装机10的机内搬入基板90,并在机内的预定位置使基板90定位并夹持该基板90。基板输送装置11在由元件安装机10进行的多个元件80的安装处理结束之后,松开基板90,将基板90向元件安装机10的机外搬出。
28.元件供给装置12供给向基板90安装的多个元件80。元件供给装置12具备沿着基板90的输送方向(x轴方向)设置的多个供料器121。多个供料器121分别使收纳有多个元件80的载带间距进给,在位于供料器121的前端侧的供给位置以能够拾取的方式供给元件80。另外,元件供给装置12也能够将与芯片元件等相比较大型的电子元件(例如,引脚元件等)以配置在托盘上的状态进行供给。多个供料器121及托盘设置为在托板部件dp0上能够拆装(能够更换)。
29.元件移载装置13具备头驱动装置131及移动台132。头驱动装置131构成为能够通过直动机构使移动台132沿着x轴方向及y轴方向(在水平面中与x轴方向正交的方向)移动。在移动台132,通过夹持部件以能够拆装(能够更换)的方式设置有安装头20。安装头20使用至少一个保持部件30,拾取并保持由元件供给装置12供给的元件80,并向通过基板输送装置11而定位了的基板90安装元件80。保持部件30例如能够使用吸嘴、卡盘等。
30.元件相机14、基板相机15及侧方相机16能够使用公知的拍摄装置。元件相机14以
使光轴朝向铅垂方向(与x轴方向及y轴方向正交的z轴方向)上的上方的方式固定于元件安装机10的基台。元件相机14能够从下方拍摄保持于保持部件30的元件80。基板相机15以使光轴朝向铅垂方向(z轴方向)上的下方的方式设置于元件移载装置13的移动台132。基板相机15能够从上方拍摄基板90。
31.侧方相机16以使光轴成为水平方向的方式设置于安装头20。侧方相机16能够从侧方(水平方向)拍摄保持于保持部件30的元件80等。元件相机14、基板相机15及侧方相机16基于从控制装置17送出的控制信号进行拍摄。将由元件相机14、基板相机15及侧方相机16拍摄到的图像的图像数据向控制装置17发送。
32.控制装置17具备公知的运算装置及存储装置,构成控制电路。向控制装置17输入从设置于元件安装机10的各种传感器输出的信息、图像数据等。控制装置17基于控制程序及预先设定的预定的安装条件等,对各装置送出控制信号。
33.例如,控制装置17使基板相机15拍摄由基板输送装置11定位的基板90。控制装置17对由基板相机15拍摄到的图像进行图像处理,对基板90的定位状态进行识别。另外,控制装置17使保持部件30拾取并保持由元件供给装置12供给的元件80,使元件相机14及侧方相机16拍摄保持于保持部件30的元件80。控制装置17对由元件相机14及侧方相机16拍摄到的图像进行图像处理,识别元件80的保持姿势。
34.控制装置17使保持部件30朝向通过控制程序等而预先设定的预定安装位置的上方移动。另外,控制装置17基于基板90的定位状态、元件80的保持姿势等,修正预定安装位置,设定实际安装元件80的安装位置。预定安装位置及安装位置除了包含位置(x轴坐标及y轴坐标)以外还包含旋转角度。
35.控制装置17对应于安装位置而修正保持部件30的目标位置(x轴坐标及y轴坐标)及旋转角度。控制装置17使保持部件30在被修正了的目标位置以被修正了的旋转角度下降,而向基板90安装元件80。控制装置17通过反复进行上述的拾取释放循环,来执行向基板90安装多个元件80的安装处理。
36.显示装置18能够使用公知的显示器。显示装置18能够显示元件安装机10的设定信息、作业信息、生产信息等。另外,显示装置18由触摸面板构成,也作为接收作业者的各种操作的输入装置发挥功能。
37.1-2.涂布装置70的结构例
38.本实施方式的涂布装置70设置于元件安装机10。涂布装置70具备:收容器41、驱动装置50及控制部61。涂布装置70还能够具备设定部62。另外,涂布装置70还能够具备获取部63。如图2所示,本实施方式的涂布装置70具备:收容器41、驱动装置50、控制部61、设定部62及获取部63。
39.另外,本实施方式的涂布装置70根据图3所示的流程图,执行控制。控制部61进行步骤s13所示的处理。设定部62进行步骤s11所示的处理。获取部63进行步骤s12所示的处理。
40.1-2-1.收容器41
41.收容器41收容向供元件80安装的基板90的多个安装部位91涂布的液状的涂布剂l0。安装部位91称为与元件80的电极电连接的部位,也称为焊盘。涂布剂l0是向安装部位91涂布的液状的部件即可,不作限定。例如,液状的焊料、焊剂、银膏等接合剂及粘接剂包含于
涂布剂l0。
42.如图1及图4所示,本实施方式的收容器41形成为有底圆筒状,收容器41设置于浸渍单元40。浸渍单元40使收容器41定期旋转,以使在收容器41中涂布剂l0不会局部地减少。另外,在收容器41旋转时,浸渍单元40检测涂布剂l0的余量。当涂布剂l0的余量成为预定量以下时,浸渍单元40从存积有涂布剂l0的存积槽42向收容器41补给涂布剂l0。
43.另外,浸渍单元40设置为在托板部件dp0上能够拆装(能够更换)。如图1所示,托板部件dp0也能够同时装备多个供料器121和浸渍单元40。托板部件dp0也能够同时装备托盘和浸渍单元40。如已叙述的那样,多个供料器121及托盘包含于元件供给装置12。这样,收容器41(在本实施方式中,具备收容器41的浸渍单元40)设置为能够与供给元件80的元件供给装置12进行更换。因此,与另外设置收容器41的设置空间的情况相比,能够简化元件安装机10的结构。另外,收容器41的维护较容易。
44.1-2-2.驱动装置50
45.驱动装置50使销部件p0在收容器41及被定位了的基板90之间在水平方向上移动及升降。驱动装置50能够使销部件p0在水平方向上移动及升降即可,能够采用各种形式。例如,驱动装置50能够通过公知的直动机构使销部件p0在水平方向(x轴方向及y轴方向)上移动。另外,驱动装置50能够通过公知的升降机构使销部件p0在铅垂方向(z轴方向)上升降。
46.如图1及图2所示,本实施方式的元件安装机10具备涂布装置70及安装头20。如已叙述的那样,安装头20拾取元件80并将拾取到的元件80向基板90安装。在本实施方式中,将安装头20用作驱动装置50。因此,与另外设置使销部件p0移动及升降的驱动装置的情况相比,能够简化元件安装机10的结构。
47.对于被用作驱动装置50的安装头20而言,至少一个保持部件30被更换为销部件p0。设置于安装头20的销部件p0与保持部件30同样地,通过安装头20而在水平方向(x轴方向及y轴方向)上移动,并在铅垂方向(z轴方向)上升降。另外,如已叙述的那样,基板90通过基板输送装置11而被定位。设置于安装头20的销部件p0在收容器41与被定位了的基板90之间在水平方向(x轴方向及y轴方向)上移动及升降。
48.1-2-3.控制部61
49.控制部61使用通过对驱动装置50进行驱动控制使销部件p0浸渍于涂布剂l0而保持于销部件p0的前端部p1的涂布剂l0,来向多个安装部位91分别涂布涂布剂l0(图3所示的步骤s13)。
50.销部件p0能够通过浸渍而在前端部p1保持涂布剂l0即可,销部件p0的形状不作限定。如图5a所示,销部件p0的前端部p1也可以是半球状。另外,销部件p0也可以是圆柱形状,也可以是四棱柱形状。而且,销部件p0的前端部p1也可以为了容易保持涂布剂l0而设置有凹凸。
51.如图2所示,控制装置17若视为控制块,则具备控制部61。在本实施方式中,控制部61对被用作驱动装置50的安装头20进行驱动控制。具体而言,控制部61对驱动装置50(安装头20)进行驱动控制,使销部件p0向收容器41的上方移动。控制部61对驱动装置50(安装头20)进行驱动控制,使销部件p0升降。由此,在销部件p0的前端部p1浸渍有涂布剂l0。
52.涂布剂l0具有粘性,浸渍的涂布剂l0通过表面张力而保持于销部件p0的前端部p1。接下来,控制部61对驱动装置50(安装头20)进行驱动控制,使销部件p0向被定位了的基
板90的安装部位91的上方移动。并且,控制部61对驱动装置50(安装头20)进行驱动控制,使销部件p0升降。由此,向安装部位91涂布涂布剂l0。控制部61通过反复进行上述的控制,而能够在多个安装部位91涂布涂布剂l0。
53.然而,若每当在一个安装部位91涂布涂布剂l0时控制部61反复进行上述的控制,则向基板90涂布涂布剂l0时的所需时间有可能变长。因此,在本实施方式中,控制部61使用保持于销部件p0的前端部p1的涂布剂l0,向多个安装部位91分别涂布涂布剂l0。由此,与使用保持于销部件p0的前端部p1的涂布剂l0而向一个安装部位91涂布涂布剂l0的情况相比,涂布装置70能够减少使销部件p0向涂布剂l0浸渍并向基板90涂布涂布剂l0时的所需时间。
54.如图5a~图5c所示,随着使一个销部件p0浸渍涂布剂l0的浸渍次数增加,保持于销部件p0的前端部p1的涂布剂l0的量增大。另外,在多个安装部位91中的一个安装部位91涂布涂布剂l0时所需的涂布量即单位涂布量根据元件80的种类而不同。由此,即便保持于销部件p0的前端部p1的涂布剂l0的量相同,能够涂布涂布剂l0的安装部位91的数量(能够涂布的涂布剂l0的涂布次数)也变动。
55.因此,优选地,控制部61根据单位涂布量来设定浸渍涂布剂l0的次数。具体而言,在单位涂布量成为预定量以上时,控制部61对于一个销部件p0使涂布剂l0浸渍多次。在单位涂布量比预定量少时,控制部61对于一个销部件p0使涂布剂l0浸渍一次。预定量是需要使涂布剂l0浸渍两次以上的单位涂布量的阈值。单位涂布量、预定量及浸渍涂布剂l0的次数能够预先通过模拟、基于实机的验证等而导出。
56.另外,若在收容器41的同一部位多次浸渍涂布剂l0,有时难以将所希望量的涂布剂l0保持于销部件p0的前端部p1。因此,控制部61在多次浸渍时,优选使销部件p0在水平方向(x轴方向及y轴方向)上移动,来变更使销部件p0在收容器41中升降的位置。控制部61能够每一次浸渍变更使销部件p0升降的位置。另外,控制部61也能够每预定次数的浸渍变更使销部件p0升降的位置。
57.1-2-4.设定部62
58.使一个销部件p0浸渍涂布剂l0的浸渍次数与通过保持于该销部件p0的前端部p1的涂布剂l0能够涂布的涂布剂l0的涂布次数之间的关系有可能根据销部件p0及涂布剂l0的种类而变动。因此,优选地,按销部件p0及涂布剂l0的每个种类来设定浸渍次数和涂布次数。
59.如图2所示,控制装置17若视为控制块,则具备设定部62。设定部62按销部件p0及涂布剂l0的每个种类设定使一个销部件p0浸渍涂布剂l0的浸渍次数与通过保持于该销部件p0的前端部p1的涂布剂l0能够涂布的涂布剂l0的涂布次数(图3所示的步骤s11)。浸渍次数与涂布次数之间的关系优选预先通过模拟、基于实机的验证等而导出。导出的浸渍次数与涂布次数之间的关系例如能够包含于元件安装机10的控制程序等。
60.另外,设定部62也能够使作业者输入浸渍次数和涂布次数中的至少之一。图6表示显示于显示装置18的输入画面的一例。如已叙述的那样,显示装置18由触摸面板构成,也作为接收作业者的各种操作的输入装置发挥功能。
61.图6所示的例子中,作业者能够从下拉菜单选择销部件p0及涂布剂l0的种类。该图示出通过作业者,选择种类p01来作为销部件p0的种类,选择种类l01来作为涂布剂l0的种类。同样地,作业者能够从下拉菜单选择浸渍次数及涂布次数。该图示出通过作业者,选择
次数dt1来作为浸渍次数,选择次数at5来作为涂布次数。另外,作业者也能够输入任意的浸渍次数及涂布次数。
62.在作业者的输入作业中,设定部62能够引导浸渍次数和涂布次数中的至少之一的推荐值。推荐值能够根据预先通过模拟、基于实机的验证等而导出的浸渍次数与涂布次数之间的关系来获取。图6示出引导次数dt1来作为浸渍次数的推荐值,引导次数at2来作为涂布次数的推荐值。
63.另外,在作业者输入任意的浸渍次数及涂布次数的情况下,存在产生作业者的误输入的可能性。因此,在由作业者输入的浸渍次数和涂布次数中的至少之一不包含于预定范围时,设定部62能够引导作业者的误输入。预定范围能够根据预先通过模拟、基于实机的验证等而导出的浸渍次数与涂布次数之间的关系来设定。图6示出作为涂布次数而输入的次数at5不适当(不包含于预定范围),催促涂布次数的重新输入。
64.1-2-5.获取部63
65.如已叙述的那样,控制部61对驱动装置50(在本实施方式中,安装头20)进行驱动控制,使销部件p0向被定位了的基板90的安装部位91的上方移动。并且,控制部61对驱动装置50进行驱动控制,使销部件p0升降,向安装部位91涂布涂布剂l0。因此,若驱动装置50保持销部件p0时的驱动装置50中的销部件p0的位置rp0从正规位置偏离,则有时难以向安装部位91涂布涂布剂l0。
66.如图2所示,控制装置17若视为控制块,则具备获取部63。获取部63获取驱动装置50保持销部件p0时的驱动装置50中的销部件p0的位置rp0(图3所示的步骤s12)。获取部63能够获取驱动装置50中的销部件p0的位置rp0即可,可采取各种形式。
67.例如,获取部63使用拍摄装置c0从销部件p0的前端部p1侧拍摄立设有至少一个销部件p0的台座部件b0。并且,获取部63能够基于根据由拍摄装置c0拍摄到的图像而识别的驱动装置50与台座部件b0的位置关系,来获取驱动装置50中的销部件p0的位置rp0。
68.如图1所示,在本实施方式中,拍摄装置c0使用元件相机14。如已叙述的那样,元件相机14以光轴朝向铅垂方向(z轴方向)的上升方向的方式固定于元件安装机10的基台。在保持销部件p0的驱动装置50(安装头20)位于拍摄装置c0(元件相机14)的上方时,拍摄装置c0(元件相机14)拍摄台座部件b0。由此,拍摄装置c0(元件相机14)能够从销部件p0的前端部p1侧拍摄台座部件b0。
69.图7示出根据由拍摄装置c0(元件相机14)拍摄到的图像而识别的驱动装置50与台座部件b0的位置关系的一例。在图7所示的例子中,在台座部件b0的中心立设有一个销部件p0。也可以在台座部件b0立设有多个销部件p0。另外,台座部件b0中的多个销部件p0的配置例如对应于安装的元件80的电极的配置而设定。
70.而且,在该图中,为了方便说明,在驱动装置50的中心cp0装备台座部件b0,将销部件p0位于中心cp0的状态设为销部件p0的正规的位置。该图所示的例子中,台座部件b0的中心(销部件p0的位置rp0)从驱动装置50的中心cp0向箭头所示的方向偏离。这样,获取部63能够基于根据由拍摄装置c0(元件相机14)拍摄到的图像而识别的驱动装置50与台座部件b0的位置关系,获取驱动装置50中的销部件p0的位置rp0。
71.图8示出驱动装置50(安装头20)的目标位置g0未被修正时的安装部位91与销部件p0的位置关系的一例。驱动装置50(安装头20)的目标位置g0基于销部件p0的正规的位置来
设定。因此,在图7的状态时,若驱动装置50(安装头20)的目标位置g0未被修正,则如图8所示,销部件p0有可能从所希望的位置(例如,安装部位91的中心)偏离而难以向安装部位91涂布涂布剂l0。
72.在涂布装置70具备获取部63的形态中,控制部61对应于由获取部63获取到的销部件p0的位置rp0,修正为了涂布涂布剂l0而使驱动装置50移动时的驱动装置50的目标位置g0。在图7所示的例子中,控制部61的修正量能够通过从台座部件b0的中心(销部件p0的位置rp0)朝向驱动装置50的中心cp0的矢量来表示。
73.图9示出驱动装置50(安装头20)的目标位置g0被修正了时的安装部位91与销部件p0的位置关系的一例。通过上述的修正,使销部件p0定位于所希望的位置(例如,安装部位91的中心),来向安装部位91涂布涂布剂l0。
74.另外,销部件p0的位置rp0的获取及驱动装置50(安装头20)的目标位置g0的修正量的计算能够在驱动装置50(安装头20)保持有销部件p0之后的最初的试行生产等中进行。销部件p0的位置rp0的获取及驱动装置50(安装头20)的目标位置g0的修正量的计算也能够每当从驱动装置50(安装头20)保持有销部件p0起经过的经过时间超过预定时间时进行。另外,销部件p0的位置rp0的获取及驱动装置50(安装头20)的目标位置g0的修正量的计算也能够每当销部件p0的使用次数超过预定次数时进行。
75.1-2-6.其他
76.如已叙述的那样,随着使销部件p0浸渍涂布剂l0的浸渍次数增加,保持于销部件p0的前端部p1的涂布剂l0的量增大。因此,涂布装置70能够根据浸渍次数,推定保持于销部件p0的前端部p1的涂布剂l0的量。
77.然而,保持于销部件p0的前端部p1的涂布剂l0的量有可能根据图4所示的收容器41所收容的涂布剂l0的膜厚h0(深度)而稍微增减。具体而言,在浸渍次数相同时,随着涂布剂l0的膜厚h0增加,保持于销部件p0的前端部p1的涂布剂l0的量增大。
78.因此,涂布装置70优选地在销部件p0被浸渍了预定次数涂布剂l0之后获取保持于销部件p0的前端部p1的涂布剂l0的量。例如,涂布装置70能够使用图1及图4所示的侧方相机16从侧方拍摄销部件p0的前端部p1,根据由侧方相机16拍摄到的图像而获取保持于销部件p0的前端部p1的涂布剂l0的量。
79.另外,在本实施方式中,涂布装置70设置于元件安装机10。然而,涂布装置70能够设置于各种对基板作业机。例如,涂布装置70也能够设置于印刷机。
80.2.实施方式的效果的一例
81.根据涂布装置70,控制部61使用通过对驱动装置50进行驱动控制使销部件p0浸渍于涂布剂l0而保持于销部件p0的前端部p1的涂布剂l0,来对多个安装部位91分别涂布涂布剂l0。由此,与使用保持于销部件p0的前端部p1的涂布剂l0对一个安装部位91涂布涂布剂l0的情况相比,涂布装置70能够减少使销部件p0浸渍于涂布剂l0并向基板90涂布涂布剂l0时的所需时间。对于涂布装置70而上述的内容,对于具备涂布装置70的元件安装机10也相同。
82.附图标记说明
83.10...元件安装机;12...元件供给装置;20...安装头;
84.41...收容器;50...驱动装置;61...控制部;62...设定部;
85.63...获取部;70...涂布装置;80...元件;90...基板;
86.91...安装部位;p0...销部件;p1...前端部;b0...台座部件;
87.l0...涂布剂;rp0...位置;g0...目标位置;c0...拍摄装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1