一种银钯铜晶体振荡器电极及工艺的制作方法
1.本发明为晶体振荡器的生产制造技术领域,具体涉及一种银钯铜晶体振荡器电极及工艺。
背景技术:
2.信息技术是当代社会发展的三大支柱之一,而物联网是新一代信息技术的重要组成部分。无线通信是实现物联网信息无线传输的关键,是进一步提升信息消费规模和效益的重要保障。无线通信离不开基础元器件—晶体振荡器(晶振)来提供其基础频率波及时钟。石英晶振是利用石英晶体(二氧化硅的结晶体)的压电效应制成的一种谐振器件,是无线通信硬件的“心脏”。工作温度内的稳定性是晶振的主要特性之一,直接影响整个无线通信的可靠性、稳定性。晶体老化是造成频率变化的又一重要因素,晶体老化会使输出频率按照对数曲线发生变化,从而影响无线通信的稳定性。近年来,我们发现随着无线技术的不断升级、传输速度及传输数据量不断提高并加大,对频率精度的要求越来越严苛。然后目前存在的一个重要问题是晶体振荡器在受到瞬间环境变化(热冲击)后,频率产生大幅的波动,影响到无线通信的稳定性,甚至造成掉线。经过分析发现,造成晶体受到瞬间环境变化后频率产生大幅的波动,其原因是金属电极在高温下被氧化或出现再结晶等现象,影响到电极的导电性和质量。晶体表面质量的增加导致频率的漂移。
3.虽然使用金作为电极膜可获得极稳定的频率特性,但其价格却比银高出数十倍,其成本也上升了20-40%,这将导致在市场上的竞争力大幅下滑,无法赢得市场。质量与成本,成了晶振行业在市场上的两难困境。
技术实现要素:
4.本发明针对现有技术的不足,提出一种银钯铜晶体振荡器电极及工艺,经过热冲击时,其频率稳定,变化量小,并且制作成本较低,具体技术方案如下:
5.一种银钯铜晶体振荡器电极,具体成分包括银、钯和铜,形成合金材料。
6.作为优化:还包括铟、铁和硒。
7.作为优化:具体含量按照质量比为97.65%≤ag≤98.124%,
8.0.86%≤pd≤1.25%,0.62%≤cu≤0.94%,0.42%≤in≤0.69%,0.20%≤te≤0.35%,0.16%≤se≤0.28%。
9.一种银钯铜晶体振荡器电极的镀膜工艺,具体步骤为:
10.步骤一:镀膜室清理;
11.步骤二:准备基底,清洗载玻片,关上真空室;
12.步骤三:启动真空机电源,预热8-15分钟;
13.步骤四:接通电子衍射仪电源;
14.步骤五:保持真空室和真空室储气瓶气压均5-6.7帕;
15.步骤六:接通冷却水,打开油扩散泵,预热30-50分钟;
16.步骤七:预热完毕,观察真空计的示数,当示数低于0.1帕时,打开灯丝,电离计接通,不断转换最大量程,直到示数小于5帕;
17.步骤八:镀膜开始,根据钨丝热红程度调节电流大小;
18.步骤九:观察镀膜情况,当观察到钨丝的红光被遮挡,镀膜完毕,慢慢关闭电流开关,然后关闭镀膜开关和镀膜档;
19.步骤十:关闭高真空蝶阀,切断油扩散泵电源;
20.步骤十一:冷却5-10分钟后,关闭机械泵,对真空室充气,充气完毕,打开镀膜室,取出产品,观察镀膜情况;
21.步骤十二:结束。
22.一种银钯铜晶体振荡器电极的镀膜退火工艺,具体步骤为:
23.步骤一:放入镀膜,每分钟增加5-10℃的速度升温至700℃到900℃,保持25-35分钟;
24.步骤二:降温到550-650℃,保持25-35分钟;
25.步骤三:升温到700-750℃,保持25-35分钟;
26.步骤四:降温到450-550℃,保持25-35分钟;
27.步骤五:升温到600-650℃,保持25-35分钟;
28.步骤六:降温到350-450℃,保持25-35分钟;
29.步骤七:停止加温,自然冷却。
30.本发明的有益效果为:采用银钯铜合金材料作为晶振电极后,提高了热冲击时频率的稳定性;所采用的镀膜工艺,操作便捷,成膜均匀,同时也解决了频率漂移的问题,所采用的退火工艺,改善了金属薄膜的致密性、晶粒的均匀性、晶粒高温稳定性,可以防止晶粒的二次结晶,从而提升了金属薄膜的抗疲劳特性。
附图说明
31.图1为本发明中电极加热后晶体变化图。
32.图2为本发明中银电极膜和银钯铜电极膜耐热冲击性测试图。
33.图3为本发明中银电极膜和银钯铜电极膜晶振负载谐振频率的老化稳定特性曲线图。
34.图4为本发明中银电极膜和银钯铜电极膜7m26m晶振耐热冲击性测试图。
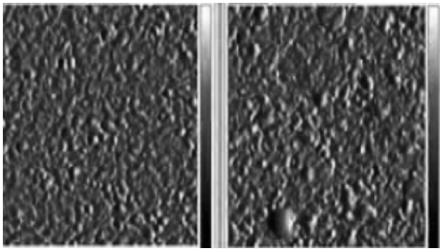
35.图5为本发明中退火工艺耐热性晶体变化图。
具体实施方式
36.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
37.一种银钯铜晶体振荡器电极,在银内添加钯(pd)及铜(cu)以及其它元素,形成银-钯-铜(ag-pd-cu:apc)合金电极材料;具体含量为,按照质量比:97.65%≤ag≤98.124%,0.86%≤pd≤1.25%,0.62%≤cu≤0.94%,0.42%≤in≤0.69%,0.20%≤te≤0.35%,0.16%≤se≤0.28%。
38.如图1所示,随着真空中烘烤温度的增加325℃,银钯铜合金的晶粒尺寸略微增加。
但相对于纯银来说,银钯铜合金可以抑制晶粒尺寸的增大,提高热稳定性。
39.如图2所示:7m26m晶振在使用银钯铜电极膜之后,7m26m晶振在经过热冲击之后,频率的变化量小于1.20ppm,表现出良好的频率稳定性。同样是7m26m晶振,使用ag膜作为电极时,热冲击前后期频率的变化量约为3ppm,小于使用银钯铜电极膜的样品。表明银钯铜电极膜的频率稳定性优于ag膜。结果表明,使用银钯铜薄膜作为电极之后其耐热冲击稳定性得到了很大的提高,可提高使用ag膜作为晶振的稳定性。
40.图3所示:型号为7m26m的温度传感器(hts)晶振在使用ag、银钯铜电极膜之后的老化稳定性测试结果。可以看出,使用银钯铜电极膜的7m26m晶振在经过老化之后,频率的变化量小于2ppm,表现出良好的频率老化稳定性。同样是7m26m晶振,使用ag膜作为电极时,热冲击前后期频率的变化量约为3.5ppm,稳定性低于使用银钯铜电极膜的样品。表明银钯铜电极膜的频率稳定性优于ag膜。结果表明,银钯铜合金膜作为晶振的电极,可以明显改善纯银膜的老化稳定性。
41.如图4所示:焊接时温度过高或时间过长,导致晶振内部电性能指标出现异常而引起晶振不起振,因此,晶振的焊接耐热性具有重要的意义。为了进一步测试银合金薄膜对晶振稳定性的影响,我们对不同型号的晶振,使用不同电极膜之后的负载谐振频率(fl)和谐振电阻(rr)的焊接耐热性进行了研究,结果图4为测试环境265℃
±
5℃,测试时间10s,1次循环的测试结果。可以看出,使用钯铜电极膜的7m26m晶振在经过焊接耐热性测试之后发现,fl频率的变化量小于1.15ppm,表现出良好的频率耐热稳定性。同样是7m26m晶振,使用ag膜作为电极时,频率耐热稳定性较差,变化量约为4.25ppm,稳定性低于使用apc电极膜的样品。表明acp电极膜的频率稳定性优于ag膜。以上结果表明,对于7m26m晶振而言,使用钯铜薄膜作为电极的产品其焊接耐热性能优于使用ag作为电极的产品。
42.真空镀膜工艺为:
43.s1:镀膜室的清理与准备。由于真空室的盖子难以打开,所以先向真空室内充气一段时间,盖了便可轻易取下。清理镀膜室,出去真空室内的残余金属,壁上的沉积物可以用酒精清洗。将金属锡丝折成勾状,采用6个,置于金属钨丝上,最好能和钨丝充分接触,但不能使得钨丝部分短接。
44.s2:准备基底:清洗载玻片。在真空室顶部装好基底,关好真空室。
45.s3:打开复合真空机电源,预热十分钟。
46.s4:电子衍射仪接通电源,把三通阀往外拉到底,打开机械泵(这时机械泵开始抽真空室的空),先把复合真空计打到左测量档,观察指针变化,发现变化很慢,再打到右测量档,发现指针示数变化比较快,说明右侧的测量档测量的为真空室的气压。
47.s5:把复合真空计打在右测量档,观察示数,当示数低于6.7帕时,把复合真空计打在左测量档,然后把三通阀往里推到底,仍然使示数低于6.7帕,这时再把复合真空计打到右测量档,观察示数(此时真空室的压强),如果发现示数高于6.7帕,那么把三通阀往外拉到底,让机械泵继续抽真空室。同样,如果储气瓶的气压高于6.7帕,则抽完真空室后仍需要把三通阀往里推到底,让机械泵抽储气室。让机械泵反复抽真空室和储气瓶的气压,要使真空室储气瓶的气压都低于6.7帕。
48.s6:接通冷却水,打开油扩散泵,预热40分钟。
49.s7:预热完毕,保证真空室和储气瓶的压强都低于6.7帕,把测量档打在右侧,把三
通阀往里推到底,然后打开高真空蝶阀。
50.s8:观察真空计的示数,当示数低于0.1帕时,打开灯丝,电离计接通,按要求不断转换最大量程,直到示数小于5帕(此时可关闭电离计,先关闭灯丝,再关闭电离计)。
51.s9:镀膜开始,先换挡到镀膜档,再打开镀膜开关,逐渐转动“灯丝一镀膜调节”加大电流到40a。根据钨丝热红程度调节电流大小。
52.s10:观察镀膜情况,当明显观察到钨丝的红光被遮挡或者从侧面看出现类似镜子侧面的紫光时,说明镀膜完毕。慢慢关闭电流开关,然后关闭镀膜开关和镀膜档。
53.s11:关闭高真空蝶阀,切断油扩散泵电源。
54.s12:冷却数分钟后,关闭机械泵,对真空室充气,充气完毕,打开镀膜室,取出样品,观察镀膜情况。
55.s13:待油扩散泵冷却到室温,切断冷却水。整理仪器。
56.抽真空时注意事项:
57.油扩散泵:
58.1、开启前,必须将真空室和储气瓶的真空度预抽至6.7帕以上,在加热前要先通冷却水
59.2、使用时,时刻关注油扩散泵是否处于工作要求的条件
60.3、实验结束,先关闭电离真空计,在充气前关闭油扩散泵,关机前要断开加热炉的电源,冷却20分钟以后再关冷却水
61.电离规管:
62.1、高真空测量前,注意电离规管的使用范围:10-1帕以上的真空度(或10-1帕以下的压强),因此要使真空度高于10-1
帕;
63.2、高真空测量时,要留意,预计实验条件有没有可能将会不满足预计使用条件;
64.3、高真空测量后,关机时,先关电离规管,后关高真空蝶阀;
65.冷却水:
66.1、油扩散泵加热前,同时通冷却水;
67.2、油扩散泵使用时,时刻注意水温、流量是否正常;
68.3、油扩散泵冷却至室温后,先关闭机械泵,最后再关闭冷却水;
69.退火工艺为:
70.进行退火时,我们先设定管式炉的退火温度为800℃,将薄膜放入管式炉中,同时通入氮气。然后以每分钟5-10度的速度升温到800℃,保温30分钟;然后将温度降低到600℃,再保温30分钟。之后,然后将温度从600℃升到700℃,再保温30分钟,之后将温度降低到500℃,再保温30分钟。接下来,将温度从500℃升到600℃,再保温30分钟,之后将温度降低到400℃,再保温30分钟。每一次的温度,其中800℃,700℃600℃,500℃,都可以出入50度。
71.如图5所示,其中左边为烘烤前,右边为烘烤温度在325℃,随着真空中烘烤温度的增加(325℃),合金的晶粒尺寸基本没有什么改变。但相对于普通的退火工艺来说,我们采用的这种多进多退的退火方法在一定程度上可以抑制晶粒尺寸的增大,提高热稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1