一种软硬结合板的簿板开盖工艺的制作方法
1.本发明属于软硬结合板加工技术领域,特别涉及一种软硬结合板的簿板开盖工艺。
背景技术:
2.随着印制电路技术的发展与提高,软硬结合板(rigid-flex pcb)的开发研究得到大量的应用,软硬结合板兼具刚性pcb的耐久力和柔性pcb的适应力,软硬结合板对恶劣应用环境的抵抗力很强,已逐渐由应用于工业控制、军事和医疗设备发展到应用于消费电子产品和汽车领域,软硬结合板的厚度是生产要考虑的很重要的因素之一,如果太厚,则难以有足够的空间安装到其他组件上,如果太薄,则生产和使用过程中易发生断裂,薄型软硬结合板对节省产品内部空间和成品体积有很大的帮助,随着软硬结合板应用的扩大,对簿型软硬结合板的需求越来越大。
3.开盖是软硬结合板生产工艺中重要的一环,对于薄型软硬结合板特别是硬板越来越簿的需求,开盖工艺遇到的问题包括:如果采取前开盖,则为避免开盖后生产工艺中发生漏铜、漏药水、溢胶到软板,往往需要在开盖后加阻焊层对软板进行保护而增加了生产成本,且前开盖工艺在压合过程中硬板特别是簿型硬板易发生翘曲、错位、断裂;如果采取后开盖,则切割精度难以控制,在切割硬板废料时容易切割过深伤到软板或是切割不够开不了盖需要二次加工,总之,现有技术中,针对软硬结合板特别是硬板为簿型(即硬板厚度小于0.2mm)的软硬结合板,开盖工艺的缺陷成为导致软硬结合板产品良率不高的主要因素之一。
技术实现要素:
4.本发明的目的在于提供一种软硬结合板的簿板开盖工艺,通过对软硬结合板采用的簿型硬板先进行反向控深冲缝并在缝隙中放入填缝销补强,再在压合后进行正向控深冲缝冲透硬板揭盖的方案,以解决当前针对簿板前开盖易发生翘曲、错位、断裂影响产品良率,及为规避软板受到漏铜、溢胶、药水的侵蚀需在软板上加阻焊层从而增加生产成本的缺陷,以及解决当前对簿板后开盖易发生切割深度过深伤到软板、或切割深度过浅开不了盖的缺陷。
5.本发明解决其技术问题提供的技术方案如下:
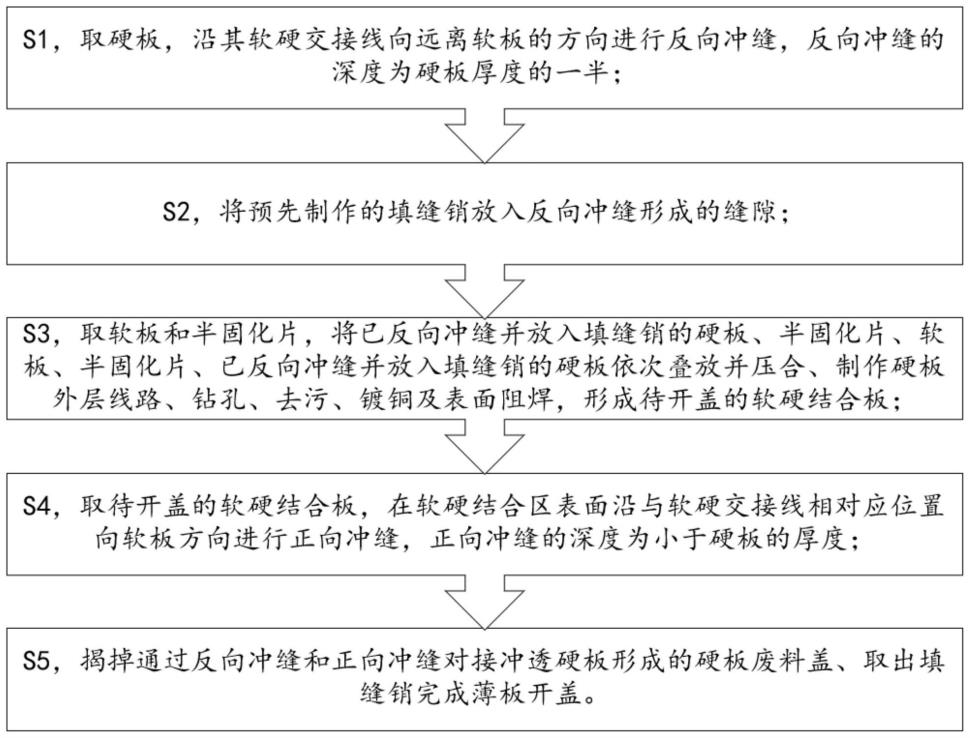
6.本发明提供一种软硬结合板的簿板开盖工艺,软硬结合板包括软硬结合区和软板外露区,软硬结合区和软板外露区的软硬交接面在硬板朝向软板的表面形成软硬交接线,软硬结合板的硬板为厚度小于0.2mm的簿型,簿板开盖工艺包括步骤:s1,取硬板,沿其软硬交接线向远离软板的方向进行反向冲缝,反向冲缝的深度小于硬板的厚度,若硬板为双层线路,则先对硬板朝向软板的面进行内层线路制作,再反向冲缝;s2,将预先制作的填缝销放入反向冲缝形成的缝隙,填缝销能对薄板进行补强防止压合断裂、错位、翘曲以及防止压合溢胶;s3,取软板和半固化片,将已反向冲缝并放入填缝销的硬板、半固化片、软板、半固
化片、已反向冲缝并放入填缝销的硬板依次叠放并压合、制作硬板外层线路、钻孔、去污、镀铜及表面阻焊,形成待开盖的软硬结合板,软板在压合前先制作好线路、并在软板外露区对应位置贴上覆盖膜,半固化片在压合前先在软板外露区对应位置开窗,从而保护软板外露区不受压合磨损和半固化片溢胶的影响;s4,取待开盖的软硬结合板,在软硬结合区表面沿与软硬交接线相对应位置向软板方向进行正向冲缝,正向冲缝的深度为小于硬板的厚度,以使硬板被冲透方便揭盖、且在切割工具抵接到填缝销时停止而操作不到软板;s5,揭掉通过反向冲缝和正向冲缝对接冲透硬板形成的硬板废料盖、取出填缝销完成薄板开盖。
7.本发明的有益效果包括:
8.第一方面,本发明采用对软硬结合板的簿型硬板先进行控深深度为硬板厚度一半的反向冲缝,再在压合后进行控深深度变为硬板厚度一半的正向冲缝冲透簿型硬板实现硬板废料揭盖,从而不需要在软板外露区增加阻焊层以保护前开盖工艺易产生的漏铜、溢胶、漏药水对软板的侵蚀而降低生产成本;同时通过双向控深切割硬板废料避免后开盖工艺切割过深伤到软板或切割过浅开不了盖,从而提高了采用簿型硬板的软硬结合板的产品良率。
9.第二方面,本发明在软硬板层叠压合之前,通过在反向冲缝形成的缝隙放入填缝销对簿型硬板进行补强,降低压合过程中硬板发生的断裂、翘曲、错位,同时通过对缝隙进行填塞,防止压合过程中半固化片溢胶损害软板性能,从而进一步提高了产品良率。
附图说明
10.下面结合附图对本发明作进一步说明。
11.图1是软硬结合板的薄板开盖工艺流程示意图;
12.图2是硬板反向冲缝之后的结构示意图;
13.图3是填缝销放入反向冲缝形成的缝隙过程结构示意图;
14.图4是硬板正向冲缝之后的软硬结合板结构示意图;
15.图5是揭盖过程结构示意图;
16.图6是开盖工艺之后的软硬结合板结构示意图。
17.附图标识:
18.1-软硬结合板;2-软硬结合区;3-软板外露区;4-硬板;5-软板;6-软硬交接线;7-反向冲缝形成的缝隙;8-填缝销;9-半固化片;10-正向冲缝形成的缝隙;11-硬板废料盖;12-覆盖膜;13-软硬交接面。
具体实施方式
19.下面将结合本发明的附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参考图1至图6,本发明实施例提供了一种软硬结合板1的簿板开盖工艺,软硬结合板1包括软硬结合区2和软板外露区3,软硬结合区2和软板外露区3的软硬交接面13在硬板4朝向软板5的表面形成软硬交接线6,软硬结合板1的硬板4为厚度小于0.2mm的簿型,这
种簿板开盖工艺包括步骤:s1,取硬板4,沿其软硬交接线6向远离软板5的方向进行反向冲缝,反向冲缝的深度小于硬板4的厚度;若硬板4为双层线路,则在在反向冲缝之前还包括步骤:在硬板4朝向软板5的面制作硬板4内层线路。
21.具体地,无论是常规的软硬结合板1,还是硬板4为簿型的软硬结合板1,开盖方式通常包括前开盖、后开盖及对两者结合的变化形式。
22.前开盖是指在软板5和硬板4压合之前,先将在软板外露区3对应位置的硬板废料盖11切除,这种开盖方式操作方便,但在压合之后制作软硬结合区2表面的硬板4外层线路及其他工艺时,易发生漏铜和漏药水到软板上,在压合之时则容易发生半固化片从软硬结合区2溢胶到软板上,这两者都损伤到软板5或影响软板5性能,在压合时,由于软板5较簿,硬板4特别是簿板易发生断裂或移位、错位、翘曲等,引起软硬结合板1产品不良。
23.后开盖是指在软板5和硬板4压合之后,再将在软板外露区3对应位置的硬板废料盖11切除,这种方式可以避免前开盖提及的对产品不良的影响,但切割的深度不易控制,过浅则开不了盖需二次加工、过深则切伤到软板5。
24.也有一些对前开盖和后开盖结合的变化形式,如先将硬板4朝向软板5的一面挖槽、再压合后再切割开盖,这种方式由于软板外露区3与硬板废料盖11之间存在悬空区域,导致压合中溢胶到软板5或是硬板4断裂、移位、翘曲。
25.基于此,本方案的思路是先对朝向软板5的一面的软硬交接线6处的硬板4进行硬板4厚度一半的冲缝,以便于后续开盖时切割深度的精度控制,并在反向冲缝形成的缝隙7加入填缝销8补强,以加强硬板4的强度防止在压合时断裂、翘曲、移位,并防止半固化片溢胶到软板外露区3。
26.若硬板4为双面线路,则在压合前,需将硬板4上朝向软件5一面的内层线路先制作好再进行压合。
27.因为硬板4为簿板,反向冲缝的控深深度精度要求较高,对于0.1mm~0.2mm之间的簿板,控深深度为硬板4厚度的一半为佳,一方面是符合切割器具的常用性能,对器具损耗较小;另一方面是和正向冲缝的深度参数一致,减少调参工作量。
28.需要说明的是,软硬交接线6是一种虚拟线,是指软硬结合区2和软板外露区3的软硬交接面13在硬板4上的投影,这个软硬交接线6可以通过设计图和定位孔进行虚拟定位,方便反向冲缝和正向冲缝的定位。
29.s2,将预先制作的填缝销8放入反向冲缝形成的缝隙7;填缝销8为铜皮带;反向冲缝形成的缝隙7在硬板4表面沿硬板4中心方向由宽变窄;填缝销8的外形与反向冲缝形成的缝隙7相匹配;反向冲缝形成的缝隙7在软硬交接线6处的面与软硬交接面13重合且垂直于软板5。
30.具体地,填缝销8的作用为填补缝隙、补强硬板4、隔绝溢胶并在硬板4冲透后阻挡切割器具继续向软板5方向移动损伤软板5,因此需要有一定的硬度、耐磨、有一定的光滑度、并且不与半固化片发生融合、不易发生变形、能反复使用,填缝销8可以用fr4但耐磨性和硬度差、不便于反复使用,使用金属为佳,本实施例中使用光滑的铜皮带供生产中反复使用,且若有溢胶沾在填缝销8上,极方便清除。
31.反向冲缝的缝隙形状,一是冲缝不宜过大,以免影响硬板4的强度造成压合不良;二是方便填缝销8的放入和取出;三是不影响软硬结合板1成型后的形状即缝隙在软硬交接
面13是与软板5垂直且光滑的;四是利于切割器具的操作。基于此,反向冲缝从硬板4朝向软板5面向硬板4中心呈外宽里尖的直角梯形,其中与软硬交接面13重合部分的腰是直角。
32.基于填缝销8的作用,填缝销8的形状与缝隙的形状需保持匹配。匹配是指填缝销8插入缝隙中正好填缝,在缝隙的尖部没有空余正好填补,四周不会松动,缝隙底部与硬板4表面保持水平,即匹配为填缝销8外表面与缝隙的内表面之间的最小间隙等于0的间隙配合。
33.s3,取软板5和半固化片9,将已反向冲缝并放入填缝销8的硬板4、半固化片9、软板5、半固化片9、已反向冲缝并放入填缝销8的硬板4依次叠放并压合、制作硬板外层线路、钻孔、去污、镀铜及表面阻焊,形成待开盖的软硬结合板1;压合前,软板5完成线路制作且在软板外露区3对应位置贴覆盖膜12、半固化片9的软板外露区3对应位置开窗。
34.具体地,软硬结合板1的制作是将硬板4、半固化片9、软板5、半固化片9、硬板4层叠压合,并除去硬板废料盖11形成软硬结合区2和软板外露区3。在压合前,需将内层线路制作好,包括软板5双面的内层线路、和硬板4面向软板5的内层线路。为减少压合对外层线路的影响,可将外层线路即软硬结合区2的硬板外露区线路在压合之后制作,这种线路制作的次序若采取前开盖工艺则可能漏药水侵蚀软板5。
35.为保护在压合之前已制作好的软板5线路,在压合之前,先在软板5上软板外露区3对应位置贴上覆盖膜12,一是可以防止线路受到磨损,二来也防止非软板外露区3放上半固化片9后造成台阶面悬空影响压合效果。
36.为保护好软板外露区3的软板5线路,以及方便软板外露区3的硬板废料盖11揭盖,在压合之前,将半固化片9在软板外露区3对应位置开窗,从而在压合加热烘烤过程中不因半固化片9融化而影响软板外露区3的线路、以及影响硬板废料盖11的揭盖不便。
37.s4,取待开盖的软硬结合板1,在软硬结合区2表面沿与软硬交接线6相对应位置向软板5方向进行正向冲缝,正向冲缝的深度为小于硬板4的厚度;正向冲缝形成的缝隙10在硬板4表面沿硬板4中心方向由宽变窄,正向冲缝形成的缝隙10在软硬交接线6处的面与软硬交接面13重合且垂直于软板5;正向冲缝的深度等于或不小于硬板4厚度的一半。
38.具体地,正向冲缝的目的是冲透已经过反向冲缝的硬板4方便揭盖,在正向冲缝的过程中,需要注意的几点,一是正向冲缝后的软硬交接面13要是平滑且垂直于软板5的、二是正向冲缝要与反向冲缝的缝隙对接上即冲透硬板4、三是通过双向冲缝后要方便手工或是机械手揭盖,四是正向冲缝的深度和力度要适合不过度损耗切割器具也不损害除硬板废料盖11之外的硬板4和软板5,基于此,正向冲缝的缝隙形状、深度与反向冲缝的缝隙形状、深度保持一致能满足上述的几点注意点,即正向冲缝的缝隙深度为硬板4厚度的一半,正好与反向冲缝对接冲透硬板4并不会切割到填缝塞损伤切割器具和填缝销8,形状为外宽里窄的直角梯形,方便手工揭盖或机械手揭盖的操作,也达到软硬交接面13保持垂直光滑。
39.s5,揭掉通过反向冲缝和正向冲缝对接冲透硬板4形成的硬板废料盖11、取出填缝销8完成薄板开盖。
40.具体地,通过上述的正向冲缝和反向冲缝,无论是手工揭盖还是机械手揭盖,其操作都较为方便,同时,填缝销8也不会与软硬结合板1发生粘连而极方便拿取。
41.以上软硬结合板1的簿板开盖工艺,操作简单,对软硬结合板1的损伤很小,对生产器具的损耗也极小,能极大的降低生产成本和提高产品良率。
42.以上所说的簿板,是指软硬结合板1的硬板4厚度簿于常规厚度为0.6mm及以上的硬板4,根据客户产品需求,簿板的硬板4厚度小于0.2mm,一般在0.1~0.2mm,切割控深的难度和压合工艺的难度较常规硬板4厚度的软硬结合板1要难,本发明的方案正是为解决将常规硬板4厚度的开盖工艺用于簿板开盖工艺中的缺陷而公开。
43.以上对本发明实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1